机械制造工艺学第二版到章答案文档格式.docx
《机械制造工艺学第二版到章答案文档格式.docx》由会员分享,可在线阅读,更多相关《机械制造工艺学第二版到章答案文档格式.docx(16页珍藏版)》请在冰豆网上搜索。
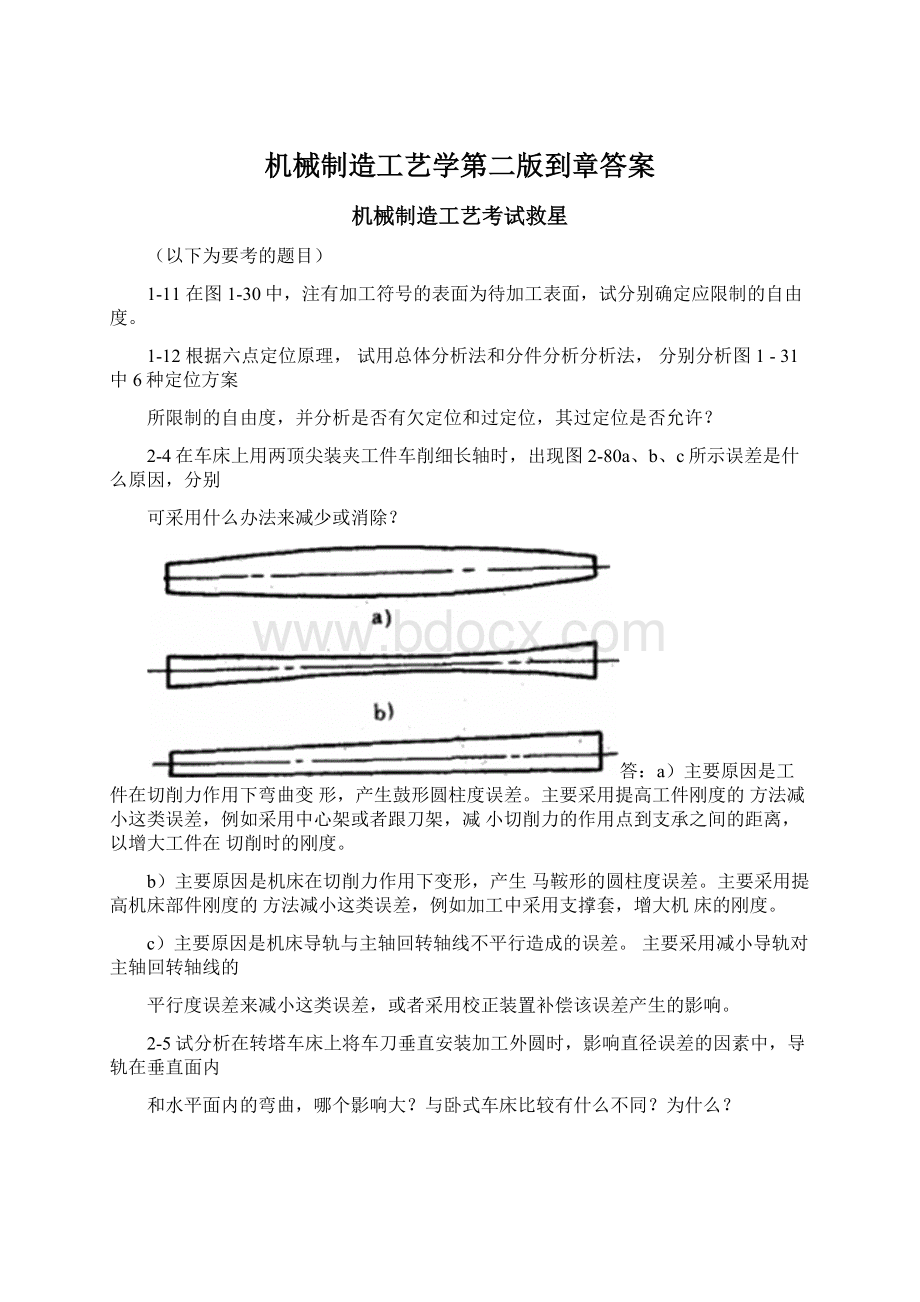
D:
工件直径;
△Dy,△Dz工件直径误差;
△y:
导轨
在水平面内的弯曲;
△z:
导轨在垂直面内的弯曲;
车刀垂直安装时误差的敏感方向在垂直方向。
因此导
轨在垂直面内的弯曲对工件直径误差的影响较大
车刀垂直安装:
z方向为误差敏感方向在卧式车床中:
y方向为误差敏感方向
0.25,工件在本工序前有圆度误差0.45mm,若本工序形
状精度规定允差0.01mm,问至少进给几次方能使形状精度合格?
由于每进给一次,误差复映系数为:
;
==0.2^n一3时,.;
:
=0.016岂0.02
因此至少进给3次方能使形状精度合格。
3-10横磨工件时(图3—83),设横向磨削力Fy=100N,主轴箱刚度Kj=5000N/mm尾座刚度
Kwz=4000N/mm加工工件尺寸如图示,求加工后工件的锥度。
Y^^兰空叫=丄
零件锥度为:
L3001500
3-5采用粒度为36号的砂轮磨削钢件外圆,其表面粗糙度要求为;
在相同的磨削用量下,采用
粒度为60号的砂轮可以使,这是为什么?
砂轮的粒度越大,则砂轮的磨粒尺寸和磨粒间距就越小,在相同磨削条件下参与磨削的磨粒就越多,工件表面单位面积上刻痕越多,磨削表面的粗糙度值越小。
3-6为什么提高砂轮高速能减小磨削表面的粗糙度数值,而提高工件速度却得到相反结果。
砂轮的速度越高,单位时间内通过被磨表面的磨粒数就越多,因而工件表面的粗糙度值就越小。
砂轮速度越高,工件材料来不及形变,表层金属的属性变形减小,磨削表面的粗糙度值将明显减小。
工件速度表面粗糙度的影响刚好与砂轮速度的影响相反,增大工件速度时,单位时间内通过被磨表面的磨粒数减小,表面粗糙度值将增大。
工件速度增加,塑性变形增加,表面粗糙度值将增大。
3-19试解释磨削淬火钢件,磨削表面层的应力状态与磨削深度的实验曲线。
淬火钢件表面为马氏体。
当磨削量很小时,温度影响很小,更没有金相组织变化,主要是冷态塑性变形的影响,故表面产生浅而小的残余压应力;
当磨削量开始增大时,热塑性变形起了主导作用,表面产生很浅的残余拉应力;
随着磨削量的增大,磨削热量导致钢件表面金相组织发生变化,表面淬火
层的马氏体开始回火变为珠光体,密度增大体积减小,导致残余拉应力继续增大;
随着磨削量的增加,表面热量增加,工件表面层温度超过相变温度,如果这时有充分的切削液,则表面层将急冷形成二次淬
火马氏体,表面产生了一薄层一次淬火层,下层是回火组织,导致表面残余压应力减小,直至产生表面
的压应力。
4-11图1—96所示小轴系大量生产,毛坯为热轧棒料,经过粗车、精车、淬火、粗
磨、精磨后达到图纸要求。
现给出各工序的加工余量及工序尺寸公差如表1-27o毛
坯的尺寸公差为土1.5mmo试计算工序尺寸,标注工序尺寸公差,计算精磨工序的最大余量和最小余量。
列表解:
注:
毛坯尺寸圆整为35;
精磨工序的最大余量为(0.1+0.013)/2=0.0565mm,精磨工序的最小余量为
(0.1-0.033)/2=0.0335mm
4-14在图1—97所示工件中,Li=70.'
01.0;
2(5mmL2=6000.025mm,L3=2000.15mmLs不便直接测量,试重新给
出测量尺寸,并标注该测量尺寸的公差。
作尺寸链图,L3为封闭环,Lx、L2为增环,L1为减环。
列表解:
解得Lx=3000.10(测量尺寸)。
4-14图4-74为某零件的一个视图,图中槽深为500.3mm该尺寸不便直接测量,为检验槽深是否合格,
测量尺寸L3=10j.275
测量尺寸L4=85
A1A2
互换法装配,分别计算其封闭环公称尺寸、公差和分布位置。
装配尺寸链如图。
AO为轴和孔装配后的间隙,封闭环;
A1轴,减环;
A2孔,增环
(1)完全互换法
A0=A2-A仁80-80=0T0l=T1+T2=0.1+0.2=0.3mm
封闭环中间偏差厶0-亠-禹=0.1_(_0.05)=0.15mm
封闭环上偏差E&
=&
0-也=0.15-0.15=0.3mm
2
封闭环下偏差El0二尺0-旦=0.15-0.15=0mm
A0=000.3mm装配后间隙100%&
A0范围内
列表法解:
公称尺寸
ES
EI
A1
-80
+0.1
A
80
+0.2
+0.3
故:
A3=000.3mm
(2)大数互换法
A0=0T0q=T12T22=0.120.22=0.224mm
封闭环中间偏差厶0-厶2-「冷=0.1-(一0.05)=0.15mm
封闭环上偏差ES0=:
0-T0q=0.150.112=0.262mm
封闭环下偏差El0=「;
0-应=0.15-0.112=0.038mm
A0=0°
°
.068mmT0q在正态分布下取值6-时,装配后间隙在T0q范围内的概率为99.73%,仅有0.27%的装配结果超出T0q,成为废品。
5-12
5-14减速器中某轴上的零件的尺寸为A仁40mmA2=36mmA3=4mm要求装配后齿轮轴向间隙
A0=mm,结构如图5-43所示。
试用极值法和统计法分别确定A1,A2,A3的公差及分布位置。
解:
尺寸链如上图所示,A0为封闭环,A1为增环,A2和A3为减环,封闭环公称尺寸A0=0
(1)采用极值法求解(尺寸链反计算问题)
根据第二版教材P231,按等公差原则进行初步分配,根据式(5-4):
所以,Tav仁T0/3=0.15/3=0.05
由于A3为垫圈,便于加工,取A3为协调环。
根据加工的难易程度,取T仁T2=0.062,贝UT3=0.026,基本为IT9级精度。
A2为外尺寸,按基轴
制确定极限偏差,则mmA1为内尺寸,按基孔制确定极限偏差,则mm
计算协调环的公差和极限偏差:
T3=T0-T1-T2=0.15-0.062-0.062=0.026mm。
由于:
ES0=ES1-(EI2+EI3),所以:
EI3=ES1-EI2-ES0=0.062-(-0.062)-0.25=-0.126
EI0=EI1-(ES2+ES3),所以:
ES3=EI1-ES2-EI0=0-0-0.1=-0.1
所以:
mm。
(2)采用大数互换法(统计法)求解:
假定工艺过程稳定,各组成环和封闭环均符合正态分布,根据第二版教材P235式(5-17)
=mm
选取A1为协调环,按IT11级精度,取T2=0.12mmT3=0.06mm由于A2,A3均为外尺寸,均按基轴制选择极限偏差,则,mm
确定各已知环的中间偏差:
△0=0.175mm,△2=-0.06mm,△3=-0.03mm
计算协调环的公差:
mm
计算协调环中间偏差:
由于:
△0=41-(△2+A3),所以
△1=40+42+43=0.175+(-0.06)+(-0.03)=0.085mm。
计算协调环的上下偏差:
ES1=41+T1/2=0.085+0.067/2=0.1185mm
EI1=△1-T1/2=0.085-0.067/2=0.0515mm
所以,协调环A1的尺寸为:
由此可以看出,采用统计法进行尺寸链的反计算,可以增大组成环的公差,降低加工精度等级。
此外,尺寸链的反计算结果是不唯一的,要根据实际情况来确定。
5-15如图5-44所示轴类部件,为保证弹性挡圈顺利装入,要求保持轴向间隙代=00.41mm。
已知各
组成环的基本尺寸A=32.5mm,A2=35mmA3=2.5mm>试用极值法和统计法分别确定各组成零件的上下偏差。
a)封闭环A0=0眾mm,封闭环公差T0=0.41-0.05=0.36。
A2是增环,A1、A3是减环,'
^2=1,「1=3=-1
圭寸闭环基本尺寸为:
由计算可知,各组成环基本尺寸无误。
2)确定各组成环公差和极限偏差
计算各组成环平均极值公差
以平均极值公差为基础,根据各组成环尺寸、零件加工难易程度,确定各组成环公差。
A3为一挡圈,易于加工和测量,故选A3为协调环。
其余各组成环根据其尺寸和加工难易程度选择
公差为:
T^0.12mm,T^0.16mm,各组成环公差等级约为IT9。
A2为内尺寸按基孔制(H确定其极限偏差:
A2=35^6,A1为外尺寸按基轴制(h)确定其极限
偏差:
A^=32.500.12。
圭寸闭环的中间偏差-0为匚0=—-0.41—=0.23mm
各组成环的中间偏差分别为
3)计算协调环极值公差和极限偏差
协调环A的极值公差为:
协调环A的中间偏差为:
协调环A的极限偏差EQ、EI3分别为:
所以,协调环A的尺寸和极限偏差为
A=2.5^13mm
最后可得各组成环尺寸和极限偏差为:
b)统计法
2)确定各组成环公差和极限偏差.
认为该产品在大批量生产条件下,工艺过程稳定,各组成环尺寸趋近正态分布,
k。
二K=1,e。
二°
=0,则各组成环平均平方公差为
A2为一轴类零件,较其他零件相比较难加工,现选择较难加工零件A2为协调环•以平均平方公差
为基础,参考各零件尺寸和加工难易程度,从严选取各组成环公差:
Ti=0.24,T3=0.16mm,其公差等级约为IT12。
由于Ai,A3皆为外尺寸,其极限偏差按基轴制(h)
确定,则:
A^=32.5'
.0.24,A3二2.5_0.16各环中间偏差分别为:
3)计算协调环公差和极限偏差:
T2=,T。
2-T12-T32=,0.362-0.242-0.1620.21(只舍不进)
协调环A2的中间偏差为:
厶2-厶0•厶1•厶3=0.175-0.12-0.08--0.025mm,
协调环A2的上、下偏差ESpEI1分别为:
所以,协调环A2=35_0.80
最后可得各组成环尺寸分别为:
6-3图2—96a所示套筒零件上
 升级会员
升级会员 