农牧养猪业用混凝土漏粪板的生产工艺与质量控制Word下载.docx
《农牧养猪业用混凝土漏粪板的生产工艺与质量控制Word下载.docx》由会员分享,可在线阅读,更多相关《农牧养猪业用混凝土漏粪板的生产工艺与质量控制Word下载.docx(16页珍藏版)》请在冰豆网上搜索。
目前,在生产和销售混凝土漏粪板领域,存在两大问题:
一是生产设备简陋,自动化程度低下,有的纯是手工生产,用工多,生产效率极低,产品质量无法保证,生产的混凝土漏粪板废品率高;
二是没有任何有关混凝土漏粪板产品标准,生产企业各自为政,规格尺寸不规范,导致了产品质量良莠不齐,钢筋好坏不分,寿命长短不一。
严重影响了现代养猪的健康发展。
为了改变混凝土漏粪板领域存在的乱象,提高混凝土漏粪板质量,当前,在提升混凝土漏粪板设备自动化的同时,应该规范混凝土漏粪板生产工艺,根据现有设备,制定与之相匹配的生产工艺,制定出混凝土漏粪板生产全过程的质量控制标准,确保混凝土漏粪板领域加快发展,生产高品质、长寿命、绿色、环保的混凝土漏粪板。
2.混凝土漏粪板结构构造
通过大量的市场调查与农牧业权威部门的探讨,认为混凝土漏粪板的规格尺寸主要发展四种规格:
3000mm×
1200mm×
100mm;
600mm×
2500mm×
100mm。
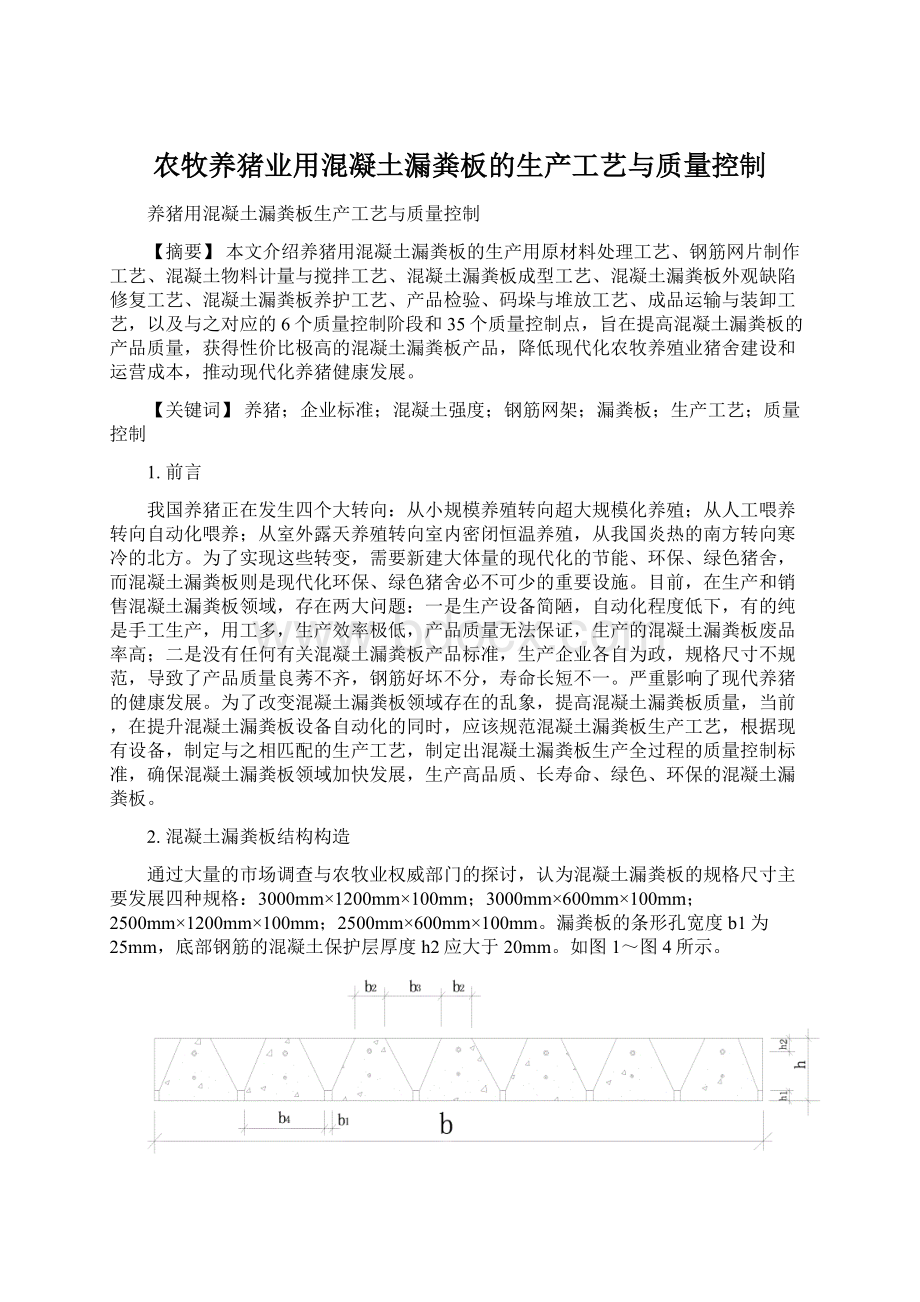
漏粪板的条形孔宽度b1为25mm,底部钢筋的混凝土保护层厚度h2应大于20mm。
如图1~图4所示。
图1A--A漏粪板剖视图
b---板宽;
b1---顶面漏缝宽度;
b2---底面混凝土宽度;
b3---底面漏缝宽度;
b4---顶面混凝土宽度;
h---漏粪板高度;
h1---顶面条形漏缝高度;
h2---钢筋预埋高度
图2混凝土漏粪板仰视图
b---混凝土漏粪板宽度;
L---混凝土漏粪板长度;
L1---底面端头混凝土长度;
L2---漏粪板底面条孔圆弧半径;
L3---底面中间部位混凝土长度
图3混凝土漏粪板俯视图
b---漏粪板宽度;
L---漏粪板长度;
L4---顶面端头混凝土长度;
L5---顶面条形漏缝长度;
L6---顶面中间部位混凝土长度
图43000mm×
100mm混凝土漏粪板钢筋网架构造立体图
1---底部纵向钢筋,其公称直径φ10.0mm;
2---顶纵向钢筋,其公称直径φ8.0mm;
3---顶部横向钢筋;
4---底部横向钢筋;
5---竖向连接钢筋;
红线----底部钢筋;
黑线---顶部钢筋
3.混凝土漏粪板性能指标
为了保证混凝土漏粪板的质量,在调研的基础上,结合郑州大智农牧科技有限公司多年生产混凝土漏粪板的基础上,制定了混凝土漏粪板领域内第一个企业标准,QB/DZNMKJ003《混凝土漏粪板》。
根据企业标准对生产的混凝土漏粪板进行抽样检测,检验结果如下:
混凝土强度大于C40;
结构性能大于1000kg/m2;
底部钢筋混凝土保护层厚度大于20mm;
底部钢筋的公称直径符合要求;
顶部钢筋的公称直径符合要求;
体积吸水率小于8%;
软化系数大于0.9;
外观质量和尺寸允许偏差符合要求。
4.混凝土漏粪板生产工艺
混凝土漏粪板生产工艺分为原材料处理工艺、钢筋网架制作工艺、混凝土搅拌工艺、混凝土漏粪板成型工艺、外观缺陷养护前修复工艺、混凝土漏粪板养护工艺、养护后的修复工艺、产品检验、码垛与堆放工艺、成品运输与装卸工艺。
4.1原材料处理工艺
4.1.1粗集料必须进行过筛,用5mm和12mm的方孔筛过筛,将小于5mm的作为细集料与砂混合使用;
将12mm以上的筛出,经破碎后再用。
4.1.2细集料也必须过筛,用5mm和12mm的方孔筛过筛,5mm以上12mm以下的作为粗集料使用,大于12mm的粗卵石经破碎后再用。
生产混凝土漏粪板宜用中砂,其细度模数为Mx(3.0~2.3)。
4.1.3控制砂石的含泥量和含粉量,除去金属物和腐植物等杂质。
4.1.4严格计量秤计量,定期对计量秤进行标定和校验。
4.1.5湿粉煤灰必须进行过筛处理,否则会造成吸水率增加和抗压强度降低。
4.1.6轻集料应预先加湿处理,才能保证轻集料混凝土漏粪板的成型质量。
4.1.7水泥应采用硅酸盐水泥或普通硅酸盐水泥,最好采用42.5MPa或52.5MPa的水泥。
4.1.7对水泥、砂子、石子、钢筋进行入场检验。
确保原材料合格。
4.2钢筋网架制作工艺
钢筋网架制作工艺包括:
对钢筋的调直、除锈、定尺锯切、焊接、检验等五道工艺过程。
4.2.1钢筋调直必须采用钢筋调直机调直,不应采用人工,因为人工根本不可能调得标准,这样会造成钢筋网架在漏粪板内的混凝土保护层厚度不均匀,由于吸水率的作用,钢筋会遇水腐蚀,体积膨胀,破坏混凝土保护层,造成混凝土漏粪板的寿命缩短,给养猪造成不必要的经济损失。
4.2.2除锈钢筋应该放在挡雨的仓库内,防止生锈,以免影响钢筋与混凝土的粘结力;
如果管理不善,造成钢筋的锈蚀,应对锈蚀的钢筋进行除锈处理。
4.2.3定尺锯切应按照设计要求的尺寸进行锯切,不同直径和尺寸的钢筋,应整齐分别堆放,不能混淆,防止造成钢筋网架的焊接错误。
4.2.4焊接焊接钢筋网架时必须要在一个特殊的工装上进行,底部纵向钢筋的直径较粗,不能与顶部较细的钢筋混淆,纵向钢筋的间距必须等宽,横向钢筋的间距也要等宽,底部钢筋网片与顶部钢筋网片的焊接必须牢固,上下两片钢筋网片必须平行,连接上下钢筋网片的竖向连接钢筋,其公称直径不小于顶部钢筋的直径,并且竖向连接钢筋不能少于9根,如图4所示。
4.2.5每一个钢筋网架焊接完成后,必须进行逐个检验,确保钢筋网架的质量符合标准要求。
主要检查指标如下:
1)底部钢筋直径;
2)顶部钢筋直径;
3)竖向钢筋直径;
4)所有焊接点的牢固程度;
5)上下钢筋网片是否平行;
6)钢筋网架是否生锈;
7)钢筋网架是否弯曲变形;
8)竖向连接钢筋是否大于9根,焊接点是否牢固。
4.3混凝土搅拌工艺
混凝土搅拌工艺涉及拌合料的投料顺序、拌合次数、拌合时间等。
4.3.1一次投料拌合工艺
提升斗投料顺序:
粗集料-----水泥----细集料。
翻斗投料顺序:
细集料----水泥----粗集料。
加入全部拌和水搅拌。
外加剂应预先加入水中,配料应按重量计量,水泥、水、粉料等误差小于2%,粗集料误差小于3%,干搅拌2分钟,湿拌2分钟。
4.3.2二次投料搅拌工艺
细集料----水泥+部分水,拌成水泥浆,再加入粗集料和剩余的拌合水搅拌。
全部物料拌合时间不少于2分钟。
搅拌好的混凝土为干硬性混凝土,手握成团,湿而不散。
4.3.3两种搅拌工艺比较
二次投料搅拌工艺拌合的混凝土具有较好的和易性,3d强度可提高20%,7d强度可提高28%,28d的强度可提高15%~20%.若配制相同强度等级的混凝土,可节省15%~20%的水泥量。
4.3.4首次搅拌应多加入20%~30%的水泥。
4.3.5因成型失败而回收的新鲜拌合料,如重新成型可在水泥的初凝前完成的可重复使用,除此之外的回收的拌合料必须作为废料处理。
4.3.6轻集料混凝土搅拌工艺
轻集料混凝土搅拌工艺与其吸水率密切相关。
1)当轻集料的吸水率小于10%时,可采用二次投料搅拌工艺,其工艺流程如图5所示。
图5混凝土二次投料搅拌工艺流程图
2)轻集料的吸水率大于10%时,轻集料在搅拌前应预加水,使轻集料再成型前吸足水,可以提高混凝土的强度,其工艺流程如图6所示。
图6轻集料混凝土预湿搅拌工艺流程图
4.4混凝土漏粪板成型工艺
混凝土漏粪板成型工艺包括:
清理模具、喷洒脱模剂、放置钢筋网架、布料、振动成型、压光提浆、脱模等7个工艺过程。
4.4.1清理模具当成型好的混凝土漏粪板脱模后,难免在模具的任何部位会残留一些混凝土,应及时采用刷子将其清理掉,以免造成混凝土漏粪板的外观缺陷,影响产品质量。
4.4.2喷洒脱模剂由于漏粪板的尺寸大和模具的特殊性,为了保证混凝土漏粪板的产品质量,一次完好的脱出产品,而质量不出问题,必须喷洒脱模剂,而且脱模剂的喷洒必须均匀,不能漏喷。
4.4.3放置钢筋网架钢筋网架是混凝土漏粪板产品的重要骨架,必须确保钢筋屋架的放置位置的准确性,才能保证底部钢筋的混凝土保护层大于20mm,延长混凝土漏粪板的使用寿命。
4.4.4布料布料是在设备振动的情况下,使混凝土拌合料充填模具至预定布料高度,并形成水平面的过程,而尽可能地把模具空间填实。
由于漏粪板模具的尺寸较大,布料必须均匀,如果设备不够先进,布料不够均匀,必须人工填补,保证混凝土漏粪板的规格尺寸要求。
4.4.5振动成型根据混凝土漏粪板的强度大小,选择成型时间和振动频率。
确保产品的混凝土密实度,同时保证混凝土内置钢筋网架不串位,不露筋。
4.4.6压光提浆成型工序完成后,旋转压光提浆机启动,对于较高的混凝土进行削平并压光提浆,达到表面平整,当水泥浆饱满时,关闭旋转压光提浆机,并采取措施对提浆面进行刷毛处理。
4.4.7脱模就是将成型好的混凝土漏粪板从模具中完好无损的脱出,为了避免脱模时模具内出现真空,影响产品的脱模质量,必须保证脱模气路畅通和气压。
承载脱模混凝土漏粪板的钢模板必须平整,刚性必须满足要求,保证混凝土漏粪板在脱模后,运输到蒸汽养护窑,直到要好后出窑,在整个过程中,混凝土漏粪板不发生变形。
此外,还应清除钢模板上面残余的混凝土和其他杂物,并均匀的喷洒脱模剂。
4.5混凝土漏粪板养护前缺陷修复工艺
混凝土漏粪板养护前的修复工艺,是指在脱模后,混凝土漏粪板的表面上出现的蜂窝或掉皮等外观缺陷,在不影响漏粪板力学性能的前提下,采用相同强度等级的水泥砂浆进行抹平修复。
修平的漏粪板湿产品,互叠放在合格产品区。
4.6混凝土漏粪板养护工艺
混凝土漏粪板养护工艺,包括混凝土漏粪板坯体码垛、运输和养护,目的是使混凝土漏粪板达到规定强度,并进行钢托板回收,提高生产效率。
刚成型好的混凝土漏粪板坯体基本上没有强度,混凝土漏粪板坯体的运输装置应平稳运行,避免振动与撞击,防止漏粪板坯体内部产生裂纹。
湿产品下线堆放时,钢托板与钢托板之间有刚性支撑,如图7所示。
混凝土漏粪板养护分为:
低温常压蒸汽养护、自然养护、太阳能光热互补式养护等。
郑州大智农牧科技有限公司采取低温常压蒸汽养护,不用燃煤锅炉,采用电加热蒸汽锅炉,减少碳排放,保护环境。
低温常压蒸汽养护:
混凝土漏粪板坯体是在密闭的养护窑内进行,养护窑内的围墙、门和屋顶都要作保温和防水处理,窑内两侧和底部安装有蒸汽管道,并在养护窑的中部安装有一个温度探头。
蒸汽养护分为静停、升温、恒温和降温四个工艺阶段。
静停时间与水泥的初凝时间相当,夏季约为2h,春季则适当延长一些,静停时间的计算是以关上窑门算起。
升温速率不宜过快,通常为20℃/h左右,恒温时间为10h~12h,恒温温度约在60℃~80℃,降温速率超过15℃/h。
混凝土漏粪板蒸汽养护工艺曲线,如图8所示。
升温过早和过快,会造成混凝土漏粪板表面产生不规则的裂纹,严重影响混凝土漏粪板的使用寿命。
图7刚下线脱模后湿混凝土漏粪板坯体的码垛
T
恒温
升温降温
静
 升级会员
升级会员 