GSK990M系统操作教案文档格式.docx
《GSK990M系统操作教案文档格式.docx》由会员分享,可在线阅读,更多相关《GSK990M系统操作教案文档格式.docx(29页珍藏版)》请在冰豆网上搜索。
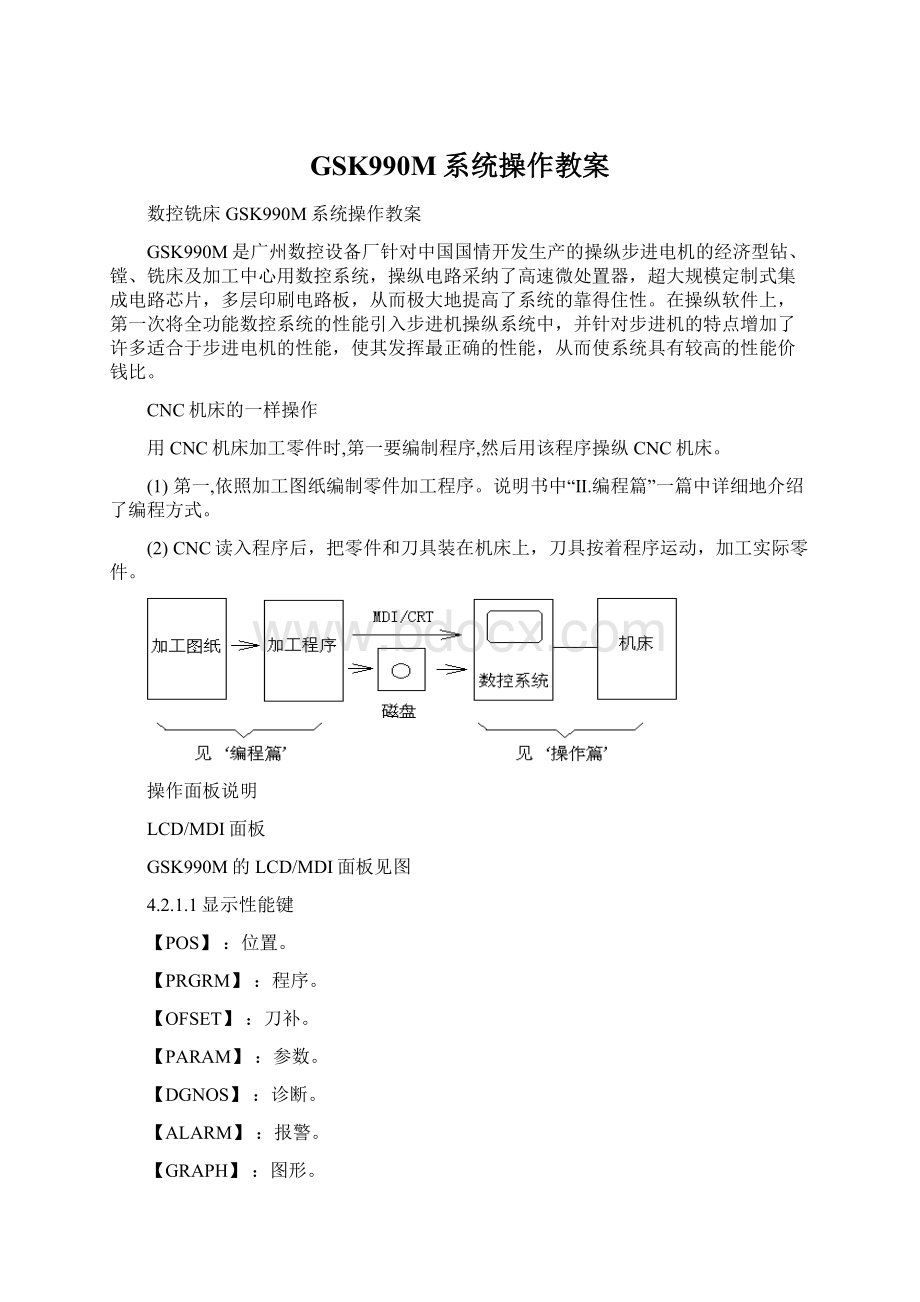
当按这此显示性能键后,可直接显示对应的画面。
软菜单直接进入其中子目录。
注1:
持续两次按同一显示功能键时,回到该显示的第一页。
性能软体键
性能软体键是用于选择各类显示画面的菜单键。
每一主菜单下又细分为一些子菜单。
软体键对应要显示的内容显示在LCD的最下端。
在主菜单时,其性能同2.1.3的性能键。
最左端的软体键:
从子菜单返回主菜单的初始状态。
最右端的软体键:
选择同级菜单的其它菜单内容。
在其显示行上面提示左,右箭头提示在该菜单下只能按其键。
而无提示时键无效。
A)主菜单:
有2页,由最右边的软菜单键进行切换,每页有5个菜单画面可选择.
第一页
[位置]:
按下其下面的软体键,LCDT显示此刻位置。
[程序]:
程序的显示、编辑等。
[偏置]:
显示,设定补偿量和宏变量。
[参数]:
显示,设定参数。
[诊断]:
显示各类诊断数据。
第二页
[报警]:
显示报警信息。
[图形]:
显示,设定图形参数,显示刀具轨迹。
[设置]:
显示,设置各类设置参数和参数开关。
[机床]:
机床软操作键。
[索引]:
各类操作及编程信息。
B)子菜单:
同一主菜单软体键持续按2次(或直接性能键),进入该主项的子菜单,子菜单的外框线比主菜单细,以示区别。
也能够不进入子菜单,在主项显示画面用页键切换各子画面。
下面列出各主项的子菜单项:
[位置];
含[相对],[绝对],[总和]3个子项,别离显示相对坐标位置,绝对(工件坐标系下的)坐标位置及总和(各类坐标)位置。
[程序]:
含[MDI/模],[程序],[现/模],[现/次],[目录]5个子项。
除程序、目录外,每画面分左右2部份,显示不同的内容。
依软体键顺序,各画面依次为①程序段值/模态值;
②程序;
③当前程序段/模态值;
④当前程序段/下一程序段;
⑤程序目录、存储容量利用情形等。
注:
在编辑方式下,仅可显示程序和目录2个画面,目录只可通过子菜单软体键选择,而不能通过页键选择
[图形]:
含[参数],[图形]2项。
别离显示图形参数和刀具轨迹。
[机床]:
有三页画面,第一页为方式及程序调试开关等,第二页为各类倍,速度及自动起停,手动轴选及起动等,第三页为主轴正反转起停,点动,冷却开关,及一些机床动作开关。
子菜单为对应的机床操作键。
CNC键盘
LCD显示器
菜单软件
控制面板
显示机能键
图2-1
键盘的说明
号
名称
用途
1
复位(RESET)键
解除报警,CNC复位
2
输出(OUTOUT)键
从RS232接口输出数据启动,电子盘存盘。
3
地址/数字键
输入字母、数字等字符。
4
输入(INPUT)
用于入参数,补偿量等数据。
从RS232接口输入数据的启动。
MDI方式下程序段指令的输入
5
取消(CAN)键
消除输入到键输入缓冲寄存器中的字符或符号。
键缓冲寄存器的内容由LCD显示。
例:
键输入缓冲寄存器的显示为:
N001时,按(CAN)键,则N001被取消。
6
光标移动键
有四种光标移动。
↓:
使光标向下移动一个区分单位。
↑:
以区分单位使光标向上移动一个区分单位。
持续地按光标上下键时,可使光标连续移动。
←、→:
用于设定参数开关的开与关。
参数位,诊断位含义显示的位选择。
7
页键
有两种换页方式。
:
使LCD画面的页顺方向更换。
使LCD画面的页逆方向更换。
8
显示机能键机能软体键
用显示机能或软体键选择各种显示画面。
软体键功能显示在LCD最下面。
9
编辑键(INST,DEL,ALT)
程序编辑(插入,删除,修改)。
10
切换键CHANG
位参数显示切换。
机床操作面板
机床操作面板各开关键见图。
表各按钮的说明
名称
用途
循环启动按钮
自动运行的启动。
在自动运行中,自动运行的指示灯。
进给保持按钮
自动运行中刀具减速停止。
方式选择开关
选择操作方式。
快速进给开关
手动快速进给。
空运行速率选择。
手动轴向运动按钮
手动连续进给,单步进给,轴方向运动。
返回参考点
返回参考点开关为ON,且JOG方式时,为回零方式。
快速进给倍率
选择快速进给倍率。
单步进给量
选择单步一次的移动量。
辅助机能锁住
辅助机能锁住。
机床锁住
机床锁住。
进给速度倍率
在自动运行中,对进给速率进行倍率。
手动连续进给速度
选择手动连续进给的速度。
手摇轴选择
选择与手摇脉冲发生器相对应的移动轴。
手轮移动量
用手摇脉冲发生器进给时,选择一刻度对应的移动量。
主轴起动
手动主轴正转,反转,点动起动,停止
主轴倍率
主轴倍率选择(含主轴模拟输出时)
冷却液起动
冷却液起动(详见机床厂发行的说明书)
润滑液起动
润滑液起动(详见机床厂发行的说明书)
手动换刀
手动换刀(未用)
单程序段
空运行
空运行开关
任选程序段跳过
任选程序段跳过。
手动操作
手动返回参考点
在CNC机床上,设有特定的机械位置,在此位置进行换刀和坐标系的设定,把那个位置称为参考点。
一样电源接通后,刀具需移到参考点。
利用操作面板上的相应键,把刀具移动到参考点的操作称为手动返回参考点。
另外,依照程序指令也可使刀具返回参考点。
这称为自动返回参考点。
(1)按下手动回零方式键,选择手动回零操作方式,键上的指示灯亮。
(2)按下手动轴向运动开关,一直抵达参考点后,方可松开。
机床向选择的轴向运动。
(3)返回参考点后,返回参考点指示灯亮。
返回参考点终止指示灯
手动持续进给
(1)按下手动方式键,选择手动操作方式,键上的指示灯亮。
(2)选择移动轴
机床沿着选择轴方向移动。
注1:
手动期间只能一个轴运动,若是同时选择两轴或三轴的开关,也只能是先选择的那个轴运动。
若是选择手动2轴联
动性能,可手动2轴同时移动。
(3)选择JOG进给速度
手动速度+,-。
(4)快速进给
按下快速进给键时,犹如带自锁的按钮,进行‘开→关→开...’切换,当为‘开’时,指示灯亮,关时指示灯灭。
选择为ON,手动以快速速度进给。
按此开关为ON时,刀具在已选择的轴方向上快速进给。
单步进给(STEP)
(1)按下单步方式键,选择单步操作方式,键上的指示灯亮。
单步方式与手轮方式选择键是同一个键,由系统选择参数设置选择。
(2)选择移动量:
按下增量选择键,选择移动增量,相应键上的指示灯亮。
(键上部份字体有效)。
(3)选择移动轴
轴选择键
按一次轴选择键,那么在此轴方向上移动移动量开关选择的进给量,OFF后再次ON时,再移动一次。
手轮进给
转动手摇脉冲发生器,能够使机床微量进给。
(1)按下手轮方式键,选择手轮操作方式,键上的指示灯亮。
(2)选择手轮运动轴:
在手轮方式下,按下相应的键,那么选择其轴,相应键上的指示灯亮。
注:
在手轮方式下,按键有效,指示灯亮.在其它方式下,按键无效,指示灯灭.(键下端字体有效)
(3)转动手轮
手摇脉冲发生器
右转:
+方向
左转:
-方向
(4)选择移动量:
移动量选择开关
手动辅助性能操作
冷却液开关
手动/手轮/单步方式下,按下此键,同带自锁的按钮,进行‘开→关→开...’切换。
润滑开关
主轴正转
手动/手轮/单步方式下,按下此键,主轴正向转动起动。
主轴反转
手动/手轮/单步方式下,按下此键,主轴反向转动起动。
主轴停止
手动/手轮/单步方式下,按下此键,主轴停止转动。
主轴点动
手动/手轮/单步/自动/录入方式下,一直按着此键,主轴正向转动。
松开此键主轴那么停止转动,4.7.8面板指示灯
回零完成灯:
返回参考点后,已返回参考点轴的指示灯亮,移出零点后灯灭。
手动操作键一样说明
以下手动操作键仅在手动方式下起作用。
1主轴正,反向,点动起动键
2冷却键
3润滑键
急停时,关闭主轴,冷却,润滑,换刀输出。
自动运行
运转方式
存储器运转
(1)第一把程序存入存储器中
(2)选择要运行的程序(检索程序)。
(3)选择自动方式。
(4)按循环启动按钮。
自动方式选择键自动循环起动
按循环启动按钮后,开始执行程序,循环启动指示灯亮。
MDI运转
从LCD/MDI面板上输入一个程序段的指令,并能够执行该程序段。
输入的程序段并非存入系统存储器。
(1)例:
;
(A)把方式选择于MDI的位置(录入方式)。
(B)按显示性能键【PRGRM】
(程序)显示程序段。
(C)按页(PAGE)按键选择在左侧显示【程序段值】的画面(或子菜单软体键[MDI/模])。
(D)键入。
(E)按INPUT键。
输入后被显示出来。
按INPUT键以前,发觉输入错误,可按CAN键,
然后再次输入X和正确的数值。
若是按INPUT键后发觉错误,需再次输入正确的数值。
(F)输入。
(G)按INPUT,被输入并显示出来。
(H)按循环启动按钮。
MDI方式运行时,G90/91无效,绝对/相对编程由〖设置〗页面的选择设定。
(2)按循环启动按钮前,取消部份操作内容。
为了取消,其方式如下:
(A)依次按Y、CAN、INPUT键。
(B)按操作面板上的循环启动按钮。
不能取消模态G代码,要从头输入正确的数据。
DNC运转
1DNC是一个选择性能,若是没有选择,那么无效。
2方式设定:
在自动方式下,按键〖DNC〗,按一次此键,同带自锁的按钮,进行‘开→关→开...’切换,当为‘开’时,指示灯亮,关时指示灯灭。
当灯亮时,系统为DNC方式。
当DNC与自动方式切换(按键〖DNC〗项改变方式),按循环起动前,需按【RESET】键对系统进行复位。
这是一个复合键,手轮方式时为X轴选。
3操作顺序
1)选
 升级会员
升级会员 