汽车修理三级技能操作试题汇总Word格式文档下载.docx
《汽车修理三级技能操作试题汇总Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《汽车修理三级技能操作试题汇总Word格式文档下载.docx(13页珍藏版)》请在冰豆网上搜索。
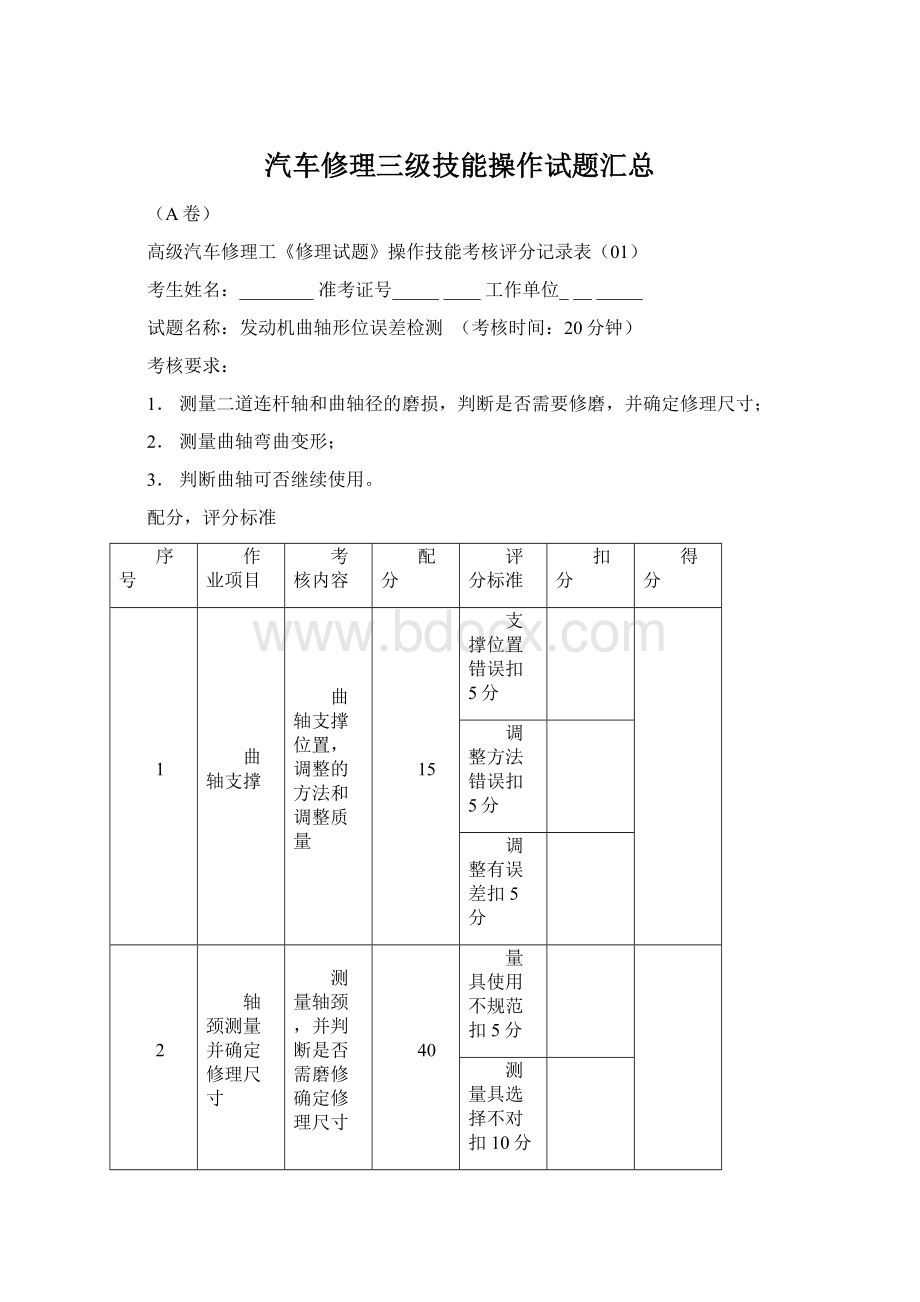
曲轴支撑位置,调整的方法和调整质量
15
支撑位置错误扣5分
调整方法错误扣5分
调整有误差扣5分
2
轴颈测量并确定修理尺寸
测量轴颈,并判断是否需磨修确定修理尺寸
40
量具使用不规范扣5分
测量具选择不对扣10分
测量误差太大扣10分
修理尺寸确定错误扣15分
3
测量曲轴弯曲
测量曲轴轴向圆跳动,测量结果
35
测量方法不正确扣5分
测量量具使用不当扣5分
测量结果错一处扣5分
测量结果不对扣10分
4
结论
判断曲轴可否继续使用
5
判断一处错误5分
安全文明生产
执行操作规程,正确使用量具
每项扣1分,扣完为止
不安全生产此题为零分
6
分数
合计
100
评分人:
年月日核分人:
年月日
高级汽车维修工《修理试题》操作技能考核评分标准(01)
一、考核目的:
1.发动机曲轴是发动机的基础件,其技术状况的好坏,直接影响到发动机的正常工作和使用寿命。
2.曲轴形位误差检测,主要是掌握曲轴形位误差的检测。
熟悉使用的量具,检测点的选取,以及技术标准。
二、考核要求:
1.测量二道连杆轴和曲轴径的磨损,判断是否需要修磨,并确定修理尺寸;
2.测量曲轴弯曲变形;
3.判断曲轴可否继续使用。
三、工具、量具、辅料准备
1、检验平板、V形铁1对,待检测曲轴1根;
2、50~75mm千分尺、75~100mm千分尺、高度尺带磁力表座百分表、棉纱等。
四、检测工艺及技术标准
1、将待检曲轴清洗干净,用压缩气体吹干或用棉纱擦干;
2、探伤检查:
在曲轴的主轴颈、连杆轴颈与曲柄的连接处撒上白粉,然后用小锤或铜棒,敲击曲柄,检查有无裂纹;
3、检测连杆轴颈磨损情况;
1)将待检已磨损轴颈擦拭干净。
2)选取外径千分尺并校对一下量具精度。
3)选取测量位置:
在被测量轴颈上取一截面,沿曲柄方向和垂直于曲柄方向分别测出最小直径与最大直径,并计算出圆度误差。
4)再在同一轴径上沿轴线方向靠曲柄的位置分别取两点,测量两直径尺寸,并计算出该轴颈的圆柱度误差。
5)在同一轴颈上的圆度误差和圆柱度误差应不大于0.025mm,对照标准确定所检测曲轴是否需磨修,其修理尺寸为多少。
4、曲轴的弯曲变形检测:
1)将曲轴前后两端主轴颈,在检验平板V型铁上支承住。
2)用磁力座的百分表,测量前、后面两端主轴颈(支承轴颈)到平板的高度是否一样,有误差时可用垫片调整V型铁底面。
3)将磁力座百分表移至曲轴中间主轴颈处(全支承)调整百分表测杆高低点,抵住轴颈表面,并预压1mm,调整表盘使大指针对准“0”位。
4)旋转曲轴一周百分表大针所指示最大值与最小值之差,即为曲轴的径向圆跳动量,圆跳动量1/2即为该曲轴的弯曲度。
5)确定该曲轴是否应进行校直。
5、确定该曲轴可否继续使用
五、辅导说明:
1.正确使用量具,熟悉检测方法和操作工艺。
2.测量点要选择正确并讲清楚选择的原则。
高级汽车修理工《修理试题》操作技能考核评分记录表(02)
变速器壳体形位误差检测(考核时间:
1.检查变速器壳体的形位误差;
2.判断变速器可否继续使用。
探伤
敲击探伤
未进行探伤检查扣5分
上平面平面度的检测
检测方法和检测结果
10
检测方法错误扣5分
测量结果和结论错误扣5分
一、二轴轴承轴线与中轴承孔轴线平行度检测
直接测量法和间接测量平行度检测和检测结果
20
测量方法错误扣5分
测量结果不准确扣5分
平行度计算错误扣5分
前端面与一、二轴轴承轴线在高度上垂直度检测
一、二轴轴承孔轴线调平,垂直度检测和检测结果
一.二轴轴承及轴线的调整扣4分
测量方法错误扣8分
测量结果错误扣8分
一、二轴轴承孔轴线与中间轴轴孔轴线不平行度检测
将变速器壳侧躺或支承调整平行度的测量,一、二轴轴孔轴线总平行度的计算
侧躺调平方法错误扣5分
平行度检测方法错误扣5分
不会测扣5分
轴承孔磨损检测
测量轴承外径检测孔的圆度圆柱度计算配合间隙
不会使用量具扣5分
未检查轴承外径扣5分
孔的磨损位检查扣5分
计算结果错误扣5分
7
正确使用工量具安全文明生产
不能正确使用工量具扣5分
不安全生产此题为0分
分数合计
高级汽车维修工《修理试题》操作技能考核评分标准(02)
变速器壳的形位误差检测(考核时间:
一、考核的目的要求
1.变速器壳是变速器的基础件,在使用过程中容易产生变形、磨损或裂纹等损伤。
2.对变速器壳的检验:
就是为修理提供依据,保证修理质量,固必须要求检验人员要熟悉工具的使用,掌握变速器壳的检验工艺和技术标准。
1.检测变速器壳的形位误差;
2.判断变速器壳可否继续使用;
三、准备要求:
1.变速器壳一只;
2.外颈千分尺,大游标卡尺、塞尺、高度尺、直角尺、可调高度顶针三个、检验平台等。
四、操作工艺:
1.清洗、探伤:
1)将变速器壳清洗干净,用压缩气吹干或用棉纱擦干。
2)用敲击法凭声音判断是否有裂纹或撒白粉检测。
⒉壳体变形检测:
1)平面度检查:
将变速器倒放在检验平台上,用塞尺检验壳体上平面的平面度误差。
标准100mm长度上应不大于0.15mm前后端面的检测方法同上。
2)各轴承孔轴线的平面度误差检测:
①在一、二轴轴承孔中装上定心套穿上检验芯轴,在中间轴的前、后轴承孔中装上定心套、穿上芯轴装到轴孔中,穿上标准倒当轴。
②直接检测:
用外径千分尺、或大游标卡尺直接测量壳体前端两轴间距离,再测后端两轴间距判断平行度误差。
③间接检测:
用高度尺分别测量壳体前端检测心轴到平板的距离,再检测后端面检测心轴到平板的距离以判断平行度误差。
④技术标准:
平行度误差应不大于0.10mm。
⑤将变速器壳侧放,用三个可调高度顶钉和直角尺配合。
将变速器壳上平面调到与直角尺贴合即上平面垂直于平板。
⑥再将高度尺测量前后两端各心轴至平板的距离,判断各轴的平行度误差
3)轴承座孔磨损的检测:
先用外径千分尺测量轴承外径,再用量缸表测轴承座孔内径,两尺寸之差,即为轴承与轴孔的配合间隙。
五、辅助说明:
1.通过对变速器壳的检测:
了解变速器壳在使用中的工作条件,容易损坏部位,以便了解所引起的故障。
2.检查端面与轴固定不易操作,所以采用平板、角尺、吻合法检测。
高级汽车修理工《修理试题》操作技能考核评分记录表(03)
后桥主减速器检修(考核时间:
1、明确装配后桥主减速器;
2、装备调整后主减速器符合技术要求。
分解
按正确分解工艺操作
不正确使用工具扣5分
不安正确工艺手续扣5分
机件乱放扣5分
检验
各机件探伤可检查壳体技术状况检测
机件损伤检验漏项,扣5分/项
壳体技术状况检测不会扣5分/项
装配主动锥齿轮
装配工艺,轴承预紧度的检查与调整方法调整质量
装配工艺错误扣5分
检查调整方法错误扣10分
调整不符合技术要求扣5分
装配被动锥齿轮及差速器
装配工艺,预紧度的检查与调整方法调整质量被动锥齿轮端面圆跳动
预紧度检查方法错误扣5分
预紧度的调整质量错误扣5分
端面园跳动检查判断错误扣5分
主被动齿轮装配和啮合调整
装配工艺,啮合印痕和啮合间隙的调整方法及调整质量
30
啮合印痕的检查方法错误扣5分
啮合印痕的调整方法错误扣5分
啮合印痕调整质量差扣5分
啮合间隙调整方法错误扣5分
啮合间隙的调整质量差扣5分
装配后有漏项漏件扣5分
执行操作规程正确使用工量
不正确执行操作规程扣5分
不能做到安全生产此题0分
安全生产
高级汽车维修工《修理试题》操作技能考核评分标准(03)
后桥主减速器的检修(考核时间:
一、考核目的:
了解主减速器的结构特点、工作原理、以及易损坏部位掌握主减速器的检测项目,检测工艺以及技术标准。
二、考核要求:
1.正确的装配调整后主减速器;
2.装配调整后主减速器符合技术标准。
三、工具、量具辅料准备
1.待检修主减速器总成一个;
2.磁力座百分表、弹簧秤、常用工具一套。
红丹油、润滑脂棉纱少许。
四、操作工艺要点:
1.分解、清洗:
1)按正确分解工艺依次取下主动轮轴承座,并分解主动轮,取下从动轮及差速器组件、组件分解。
2)将零件清洗干净,用压缩气体吹干或擦干
2.检验
1)外壳:
主动轮轴承座、主动轮进行探伤检查,用敲击法
2)检查各齿轮差速器十字轴、各轴承,工作面不得有任何性质麻点、剥落现象,齿轮不得有阶梯性磨损,圆锥主从动轮齿面允许有细微斑点,但其面积不大于齿面25%,圆锥主动轮花键轴、花键不得有严重磨损现象,轴头螺纹损坏不多于2牙。
3)差速器壳体不得有裂纹现象,行星齿轮、半轴齿轮垫片接触面应光滑,半轴齿轮花键槽磨损减少0.08mm,,与差速器壳承孔配合间隙-0.013~+0.041mm
4)壳体接合面要平整,平面误差不大于0.05mm,油封密封圈应完好无损不得腐蚀、老化、断裂、严重磨损、唇口边应完整无损。
3组装、调试
1)组装主动锥轮总成,首先装好主减器壳内主锥齿轮前支承轴承,再组装主锥齿轮组件,调整轴承轴向间隙,通过凸缘下端与前轴承内套外端面间垫片,装上凸缘并锁紧螺母转动轴承座应灵活无卡滞,用手振动凸缘应无轴向间隙感。
将组装好的主动轮总成组件夹到虎台钳上,先不装油封,轴头螺母先不锁止用弹簧秤移拉动凸缘的边缘其转动扭
 升级会员
升级会员 