第七章物料需求计划Word格式.doc
《第七章物料需求计划Word格式.doc》由会员分享,可在线阅读,更多相关《第七章物料需求计划Word格式.doc(12页珍藏版)》请在冰豆网上搜索。
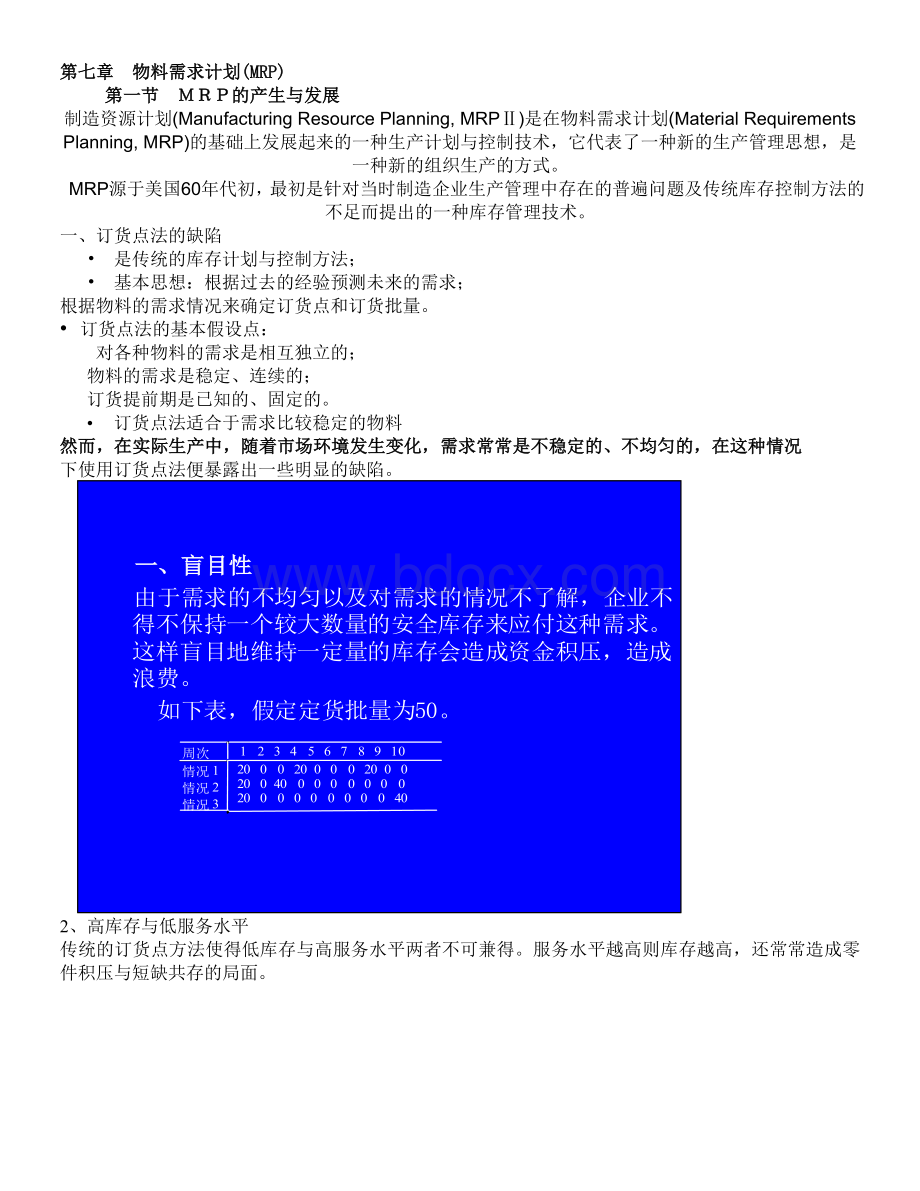
传统的订货点方法使得低库存与高服务水平两者不可兼得。
服务水平越高则库存越高,还常常造成零件积压与短缺共存的局面。
在制造过程中形成的需求一般都是非均匀的:
不需要的时候为零,一旦需要就是一批。
在产品的需求率为均匀的条件下,由于采用订货点方法,造成对零件和原材料的需求率不均匀,呈“块状”。
“块状”需求与“锯齿状”需求相比,平均库存水平几乎提高一倍,因而占用更多的资金。
订货点法之所以有这些缺陷,是因为它没有按照各种物料真正需用的时间来确定订货日期。
于是,人们便思考:
怎样才能在需要的时间,按需要的数量得到真正需用的物料?
从而消除盲目性,实现低库存与高服务水平。
二、MRP的产生
即物料需求计划(MaterialRequirementsPlanning,MRP);
MRP是当时库存管理专家们为解决传统库存控制方法的不足,不断探索新的库存控制方法的过程中产生的。
最早提出解决方案的是美国IBM公司的Dr.J.A.Orlicky博士,他在60年代设计并组织实施了第一个MRP系统。
三、MRP的主要思想:
1、打破产品品种台套之间的界线,把企业生产过程中所涉及的所有产品、零部件、原材料、中间件等,在逻辑上视为相同的物料。
把所有物料分成独立需求(independentdemand)和相关需求(dependentdemand)两种类型。
独立需求:
若某种需求与对其它产品或零部件的需求无关,则称之为独立需求。
它来自企业外部,其需求量和需求时间由企业外部的需求来决定,如客户订购的产品、售后用的备品备件等。
其需求数据一般通过预测和订单来确定,可按订货点方法处理。
相关需求:
对某些项目的需求若取决于对另一些项目的需求,则这种需求为相关需求。
它发生在制造过程中,可以通过计算得到。
对原材料、毛坯、零件、部件的需求,来自制造过程,是相关需求,MRP处理的正是这类相关需求。
要装配产品,必须向其前一阶段发出订货,提出需要什么样的零部件,需要多少,何时需要;
同样,要加工零件,必须向前一阶段发出订货,提出需要什么样的毛坯,需要多少,何时需要;
要制造毛坯,就需要对原材料订货。
于是,可以用生产作业计划的形式来规定每一生产阶段、每一道工序在什么时间,生产什么和生产多少。
这就是MRP能够实现按需要准时生产的原因。
如果一个企业的经营活动从产品销售到原材料采购,从自制零件的加工到外协零件的供应,从工具和工艺装备的准备到设备维修,从人员的安排到资金的筹措与运用,都围绕MRP的这种基本思想进行,就可形成一整套新的方法体系,它涉及到企业的每一个部门,每一项活动。
因此,人们又将MRP看成是一种新的生产方式。
四、MRP的几个发展阶段
1)MRP阶段:
六十年代初发展起来的MRP仅是一种物料需求计算器。
它根据对产品的需求、产品结构和物料库存数据来计算各种物料的需求,将产品出产计划变成零部件投入出产计划和外购件、原材料的需求计划,从而解决了生产过程中需要什么,何时需要,需要多少的问题。
它是开环的,没有信息反馈,也谈不上控制。
2、闭环MRP(Closed-loopMRP)阶段
闭环MRP是一种计划与控制系统。
它在初期MRP的基础上补充了以下功能:
–编制能力需求计划;
–建立了信息反馈机制,使计划部门能及时从供应商、车间作业现场、库房管理员、计划员那里了解计划的实际执行情况;
–计划调整功能。
3、MRPII阶段
MRPII在80年代初开始发展起来,是一种资源协调系统,代表了一种新的生产管理思想。
它把生产活动与财务活动联系起来,将闭环MRP与企业经营计划联系起来,使企业各个部门有了一个统一可靠的计划控制工具。
它是企业级的集成系统,它包括整个生产经营活动:
销售、生产、生产作业计划与控制、库存、采购供应、财务会计、工程管理等。
4、ERP(EnterpriseResourcePlanning)阶段
进入90年代,MRPII得到了蓬勃发展,其应用也从离散型制造业向流程式制造业扩展,不仅应用于汽车、电子等行业,也能用于化工、食品等行业。
随着信息技术的发展,MRPII系统的功能也在不断地增强、完善与扩大,向企业资源计划(ERP)发展。
第二节 MRP的基本原理
MRP的基本原理就是由产品的交货期展开成零部件的生产进度日程与原材料、外购件的需求数量和需求日期,即将产品出产计划转换成物料需求表,并为编制能力需求计划提供信息。
一、主要功能及运算依据
处理的问题
所需信息
1.生产什么?
生产多少?
1.切实可行的主生产计划(MPS)
2.要用到什么?
2.准确的物料清单(BOM表)
3.已具备什么?
3.准确的物料库存数据
4.还缺什么?
何时需要?
4.MRP的计算结果(生产计划和采购计划)
二、基本处理逻辑
1、要制造什么?
假设某公司生产A产品,现在接到客户的订
单,要求出产的日期和数量如下:
周次
1
2
3
4
5
6
7
8
9
10
11
产品A
15
三、MRP的输入
MRP的主要输入有3个部分:
•主生产计划(产品出产计划,MPS)
•物料清单(产品结构文件,BOM)
•库存状态文件
1、主生产计划(MPS)
MPS是MRP的主要输入,它是MRP运行的驱动力量。
如下表。
MPS的计划对象
MPS中所列出的是企业向外界提供的东西,它们具有独立需求的特征,包括:
•最终产品项,即一台完整的产品;
•独立需求的备品、配件,可以是一个完整的部件,也可以是零件。
•MPS中规定的出产数量一般为净需要量,即需生产的数量。
MPS的几个时间概念
•计划期:
或称为计划展望期、计划水平期,它说明主生产计划能够看多远。
通常,计划期应不短于最长的产品生产周期。
计划期取得长一些,可以提高计划的预见性。
•时段:
是指MPS的时间单位,典型的计划时段是周,也可以是日。
时段长度可以由用户任意设定,而且,一个主生产计划中允许采用变长时段,如近期的时段细分为日或周,中远期为月或季。
2、物料清单(产品结构文件,BOM)
•BOM表示了产品的组成及结构信息,包括所需零部件的清单、产品项目的结构层次、制成最终产品的各个工艺阶段的先后顺序。
•在产品结构文件中,各个元件处于不同的层次。
每一层次表示制造最终产品的一个阶段。
通常,最高层为零层,代表最终产品项;
第一层代表组成最终产品项的元件;
第二层为组成第一层元件的元件……,依此类推。
最低层为零件和原材料。
可以用产品结构树直观地来表示。
实际产品对应有多种多样的产品结构树:
同一零部件分布在同一产品结构树的不同层次上、同一零部件分布在不同产品结构树的不同层次上。
这种特点给相关需求的计算带来了困难,一般采用低层码技术来处理。
•利用BOM可以准确地计算相关需求的信息。
其中所包含的物料可分成二类:
一类是自制项目,另一类是采购项目(包括所有的原材料、外购件和外协件)。
•MRP展开后,自制项目的物料需求计划便形成相应的生产作业计划,采购项目的物料需求计划形成相应的采购供应计划。
3、库存状态文件
库存状态文件保存了每一种物料的有关数据,MRP系统关于订什么,订多少,何时发出订货等重要信息,都存贮在库存状态文件中。
产品结构文件是相对稳定的,而库存状态文件却处于不断变动之中。
•总需要量:
为满足上层项目的订货需求(可以是多项订货需求)而产生的对该项物料的需求量。
它由上层元件的计划发出订货量决定。
•预计到货量:
指在将来某个时间段某项目的入库量。
它来源于正在执行中的采购订单或生产订单。
•现有数(现有库存):
为相应时间的当前库存量,它是仓库中实际存放的可用库存量。
•已分配量:
指已经分配给某使用者,但还没有从仓库中领走的物料数量。
•净需要量:
当现有数和预计到货量不能满足总需要量时,就会产生净需要量。
•计划发出订货量:
为保证对零部件的需求而必须投入生产的物料数量。
计划发出订货既要考虑提前期,又要考虑安全库存量、批量规则和损耗情况。
库存状态数据可以分成两类,一类为库存数据,另一类为需求数据。
预计到货量、已分配量和现有数为库存数据,这些数据要经过检查才能进入系统;
总需要量,净需要量和计划发出订货量为需求数据,由系统计算得出。
四、几个参数
在求出净需要量后,要确定计划发出订货的数量与时间,这跟几个参数有关:
–提前期
–批量
–安全库存
1、提前期
指一个物料项目从投料开始到入库可供使用为止的时间间隔。
采购件的提前期:
从发出采购订单开始,经供应商供货、在途运输、到货验收、入库所需的时间。
自制件提前期:
从订单下达开始,经过准备物料,准备工具、工作地和设备,加工制造,直到检验入库所需的时间。
提前期是确定计划下达时间的一个重要因素。
对一个产品来说有一个交货期,而对这个产品的下一级部件来说,完工日期必须先于产品交货期,而对于部件的下一级零件来说,完工日期又要先于部件的完工日期,如此一级级往下传。
因此,自制件提前期是产品及其零部件在各工艺阶段投入的时间比出产时间提前的时间。
提前期不是一个纯工艺时间。
确定提前期要考虑以下几个因素:
排队(等待加工)时间,运行(切削、加工、装配等)时间,调整准备时间,等待运输时间,检查时间、运输时间以及其它管理事务处理时间。
提前期的单位一般为周,也可以为天。
企业应当定期审核、修改提前期参数。
2、批量
在实际生产中,为节省订货费或设备调整准备费,需要确定一个最小批量。
也就是说,在MRP处理过程中,计算出的计划发出订货量不一定等于净需要量。
增大批量就可以减少加工或采购次数,相应地将减少订货费或设备调整费,但在制品库存会增大,要占用更多的流动资金。
而批量过小,占用的流动资金减少,但增加了加工或订货费用。
因此,必须有一个合理的批量。
由于产品结构的层次性,使得批量的确定十分复杂。
各层元件都有批量问题,一般仅在最低层元件订货时考虑批量。
常用的批量策略:
逐批确定法(Lot-f
 升级会员
升级会员 