电机绕组的绕制与嵌线_精品文档Word格式.docx
《电机绕组的绕制与嵌线_精品文档Word格式.docx》由会员分享,可在线阅读,更多相关《电机绕组的绕制与嵌线_精品文档Word格式.docx(8页珍藏版)》请在冰豆网上搜索。
绕组展开图原理、步骤和方法;
嵌线的工艺方法。
应会
1.绕组的绕制;
2.绕组展开图的绘制;
3.应用专用工具嵌线。
项目评价总结
能否正确绘制绕组展开图,能否绕制绕组,能否熟练嵌线
项目实施过程设计
项目导入
从上一节的内容可以看出电机绕组的绕制和嵌线都是按照一定的规律排布和设置的。
定子绕组的这种绕制和嵌线方法能够有利于电动机内部产生旋转磁场,提出问题,学生思考:
绕组的绕制和嵌放是按照什么规律设置的?
我们是否可以重新绕制定子绕组并嵌放到电动机内部呢?
从而引入本节内容。
项目实施
1.绕线专用工具介绍(实物展示、PPT演示、视频)
(1)绕线机。
在工厂中绕制线圈都采用专用的大型绕线机。
对于普通小型电机的绕组,可用小型手摇绕线机。
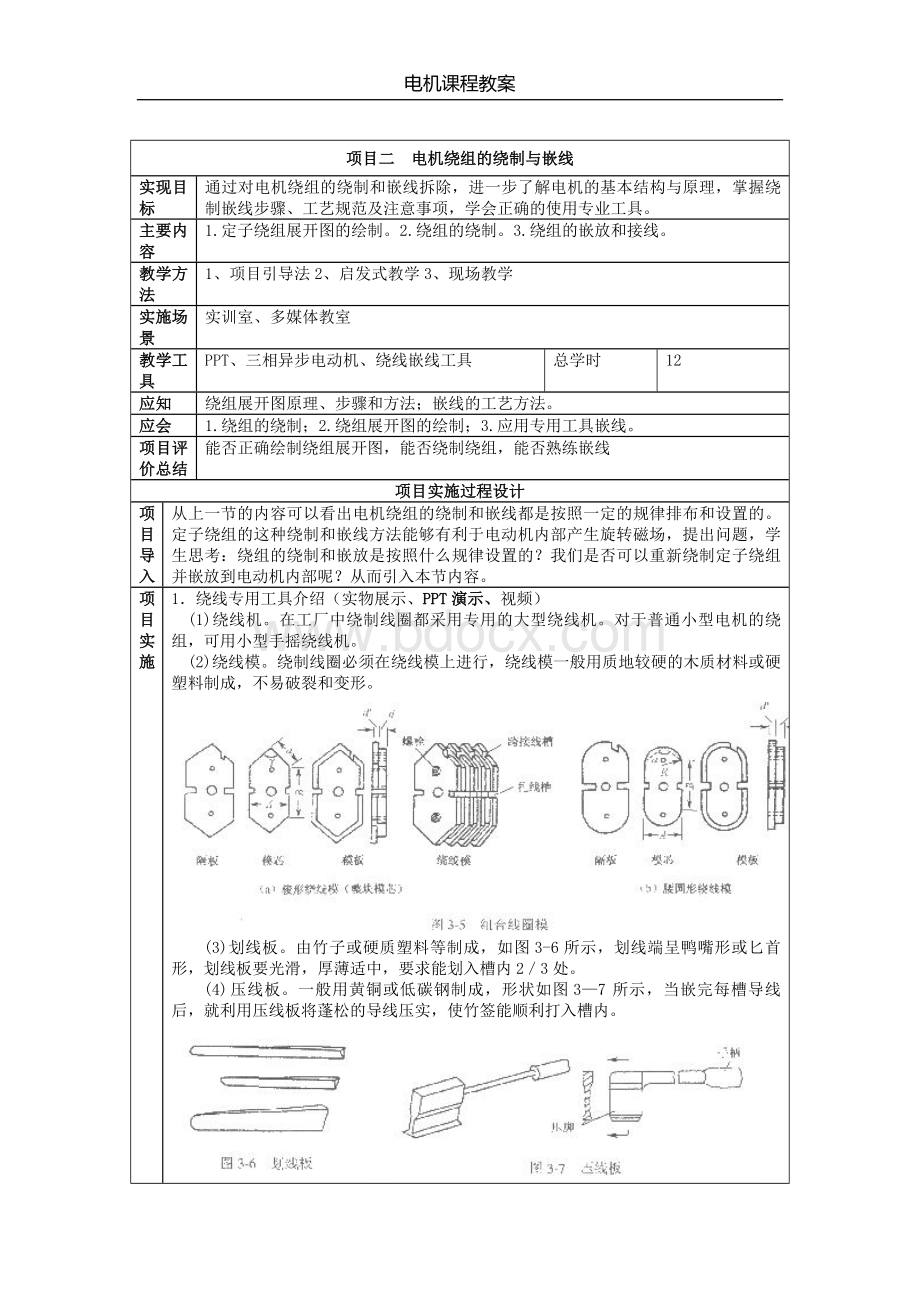
(2)绕线模。
绕制线圈必须在绕线模上进行,绕线模一般用质地较硬的木质材料或硬塑料制成,不易破裂和变形。
(3)划线板。
由竹子或硬质塑料等制成,如图3-6所示,划线端呈鸭嘴形或匕首形,划线板要光滑,厚薄适中,要求能划入槽内2/3处。
(4)压线板。
一般用黄铜或低碳钢制成,形状如图3—7所示,当嵌完每槽导线后,就利用压线板将蓬松的导线压实,使竹签能顺利打入槽内。
2.定子绕组展开图的绘制(PPT演示、模型展示、挂图)
现以4极24槽单层绕组的三相笼式异步电机为例来说明定子绕组展开图的绘制过程。
什么是展开图呢?
设想用纸做一个圆筒来表示定子的内圆,用画在圆筒内表面上的相互平行的直线表示定子槽内的线圈边,用数字标明槽的号数,如图3—8(a)所示。
然后,沿1号槽与最末一个槽之问的点划线剪开,如图3—8(b)所示。
展开后就得到如图3—8(c)所示的平面图,把线圈和它们的连接方法画在这个平面图上,就是展开图。
(1)定子绕组展开图的绘制步骤。
①画槽标号。
在纸上等距离地把所修电动机的定子槽画成平行线。
因电动机定子为24槽,故画24根平行线代表槽数,并标明每个槽的序号,如图3-9(a)所示。
②定极距(分极性)。
从第一槽的前半槽起,至最末一槽的后半槽画长线,线的长度代表电动机的总电角度。
再按电动机的磁极数来等分,每一等份代表一个极距,相当于180。
电角度,然后依次标出极性。
极性的排列为N、S、N、S…,如图3-9(b)所示。
③标电流方向。
按照同一极性下导线的电流方向相同,不同极性下导线的电流方向相反的原则画出电流方向。
在图3-9(b)中设N极下各线圈边的电流方向都向上,则S极下各线圈边的电流方向都向下。
④分相带。
将每一极划分为3等份,即60度相带,在图3-9(b)中每一相占两槽;
假如第l槽为u相的首端,则l、2、7、8、13、14、19、20槽均属于u相。
V相首端应与u相首端相差120。
电角度,即5、6、11、17、18、23、24槽均属V相,其他槽属于w相。
最后在每一个三等份(即60度相带)上依次重复地标出相序号u、V、w。
⑤分别连接各相绕组。
按照采用的绕组类型及线圈节距,安置和连接每相线圈组。
在上图中,先将u相的两个线圈顺着电流方向连接成线圈组,再依照电流方向将U相各线圈连起来组成u相绕组,如图3-9(c)所示。
根据三相间隔120电角度的原则,U相、V相和W相绕组的首端应依次各移过l20电角度,即移过一个极距的2/3;
如u相首端是从第一槽开始,那么,v相的首端就从第5槽开始,w相的首端就从第9槽开始,再按上述方法将V相和w相的各线圈组串接起来,组成V相和W相绕组,这样就构成了一个完整的三相定子绕组展开图,如图3-9(d)所示。
图中所示为24槽4极的定子绕组展开图,其极距ζP为:
ζP=Q/2P=24/4=6(槽)
相应的电度角为180O;
U、V相问间隔l20电角度;
每极下相占60O相带。
用上述方法画出的各相绕组在定子槽中的位置和所占的槽数清晰明了,可以清楚地看出各相绕组的连接方式和端部接线的方法,因此展开图是嵌线的重要依据。
掌握上述的基本概述及绘制步骤后,就可以着手画展开图了。
画展开图时,最好用3种不同颜色的笔来画,这样就能更清楚、更容易地区别各相绕组定子槽内的分布情况、安置位置以及连接方法。
(2)绕组的连接方法。
三相24槽4极电机的单链绕组有短节距和全节距之分。
图3—10为单层链式短节距绕组展开图。
画图时先将u相绕组画出,U相绕组的有效边分别安置在线槽l~6、7~12、13~18、19~24之中,然后再将各线圈连接起来,如图3—11所示。
可以设定任意一个线槽为U相的首端。
图3—10三相24槽4极电动机的单链(短节距)绕组展开图
同理,W相和V相绕组的安置和连接方法与u相是一样的,只不过w和V相绕组的首端相对第一相绕组的首端依次移过l20的电角度,即移过一个极距的2/3。
如果u相绕组的首端U1从第6号线槽引出,移过一个极距的2/3,也就是4槽(6×
2/3)。
因此,w相绕组的首端W1应从第2号线槽内引出,V相绕组的首端V1应从第l0号线槽内引出。
注意w相绕组的各线圈的连接方向应与另外两相绕组相反,这样可使三相绕组的6根首尾端引出线比较集中,便于和电动机接线板连接。
线圈与线圈的连接方法有反串联和顺串联两种。
当每相绕组中线圈组的数目等于电动机磁极数时,每相绕组中各线圈之问的连接次序就是首端接首端,尾端接尾端,即反串联;
当
每相绕组中线圈组的数目等于电动机磁极数的一半时,每相绕组中各线圈之间的连接次序是
首端接尾端,即顺串联。
这两种方法是绝大多数电动机同一相绕组中各线圈组问的连接规律。
图3—12为单层链式全节距绕组展开图。
图中每两只线圈连绕成一个线圈组,每相共有
两个线圈组,正好等于电动机磁极数的一半,因而绕组的连接为顺串联。
这个规律对于任何
类型的绕组、不同槽数与极数的电动机都是适用的。
图3—12三相24槽4极电动机的单链绕组(全节距)展开图
3.绕组的绕制方法(互动方法、学生参与,现场教学)
(1)绕线模尺寸的确定。
在线圈嵌线过程中,有时线圈嵌不下去,或嵌完后难以整形;
线圈端部凸出,盖不上端盖,即便勉强盖上也会使导线与端盖相碰触而发生接地短路故障。
这些都是因为绕线模的尺寸不合适造成的。
绕线模的尺寸选得太小会造成嵌线困难;
太大又会浪费导线,使导线难以整形且绕组电阻和端部漏抗都增大,影响了电动机的电气性能。
因此,绕线模尺寸必须合适。
选择绕线模的方法:
在拆线时应保留一个完整的旧线圈,作为选用新绕组的尺寸依据。
新线圈尺寸可直接从旧线圈上测量得出。
然后用一段导线按已决定的节距在定子上先测量一下,试做一个绕线模模型来决定绕线模尺寸。
端部不要太长或太短,以方便嵌线为宜。
(2)绕线注意事项。
①新绕组所用导线的粗细、绕制匝数以及导线面积,应按原绕组的数据选择。
②检查一下导线有无掉漆的地方,如有,需涂绝缘漆,晾干后才可绕线。
③绕线前,将绕线模正确地安装在绕线机上,用螺钉拧紧,导线放在绕线架上,将线圈始端留出的线头缠在绕线模的小钉上。
④摇动手柄,从左向右开始绕线。
在绕线的过程中,导线在绕线模中要排列整齐、均匀、不得交叉或打结,并随时注意导线的质量,如果绝缘有损坏应及时修复。
⑤若在绕线过程中发生断线,可在绕完后再焊接接头,但必须把焊接点留在线圈的端接部分,而不准留在槽内,因为在嵌线时槽内部分的导线要承受机械力,容易被损坏。
⑥将扎线放入绕线模的扎线口中,绕到规定匝数时,将线圈从绕线槽上取下,逐一清数线圈匝数,不够的添上,多余的拆下,再用线绳扎好。
然后按规定长度留出接线头,剪断导线,从绕线模上取下即可。
⑦采用连绕的方法可减少绕组间的接头。
把几个同样的绕线紧固在绕线机上,绕法同上,绕完一把用线绳扎好一把,直到全部完成。
按次序把线圈从绕线模上取下,整齐地放在搁线架上,以免碰破导线绝缘层或把线圈搞脏、搞乱,影响线圈质量。
⑧绕线机长时间使用后,齿轮啮合不好,标度不准,一般不用于连绕;
用于单把绕线时也应即时校正,绕后清数,确保匝数的准确性。
4.嵌线的基本方法(互动方法、学生参与,现场教学)
(1)绝缘材料的裁制。
为了保证电动机的质量,新绕组的绝缘必须与原绕组的绝缘相同。
小型电动机定子绕组的绝缘,一般用两层0.12mm厚的电缆纸,中间隔一层玻璃(丝)漆布或黄蜡绸。
绝缘纸外端部最好用双层,以增加强度。
槽绝缘的宽度以放到槽口下角为宜,下线时另用引槽纸,如图3—13所示。
如果是双层绕组,则上下层之间的绝缘一定要垫好,层间绝缘宽度为槽中间宽度的1.7倍,使上下层导线在槽内的有效边严格分开。
为了方便,不用引槽纸也可以,只要将绝缘纸每边高出铁心内径25~30mm即可,如图3—14所示。
我们用0.2mm厚的绝缘纸(复合纸)长度=槽长+5×
2=90+10=100mm,宽度=槽深×
2×
2=15×
2=60mm。
图3-13伸出槽外的绝缘图3-14绝缘的大小
线圈端部的相间绝缘可根据线圈节距的大小来裁制,保持相间绝缘良好。
(2)嵌线方法。
①单链短节距绕组的嵌线的方法(线圈展开图参见图3—10)。
a.先将第一个线圈的一个有效边嵌入槽6中,线圈的另一个有效边暂时还不能嵌入1槽中。
因为线圈的另一个有效边要等到线圈十一和十二的一个有效边分别嵌入槽2、槽4中之后,才能嵌到槽l中去。
为了防止未嵌入槽内的线圈边和铁心角相磨破坏导线绝缘层,要在导线的下面垫上一块牛皮纸或绝缘纸。
嵌线示意图如图3-15所示。
空一槽暂
暂时不嵌入槽内时不嵌线第l号线槽第3号线槽
(a)(b)
图3—15三相24槽4极电动机的单链绕组嵌线程序示意图
b.空一个槽(7号槽)暂时不下线,再将第二个线圈的一个有效边嵌入槽8中。
同样,线圈二的另一个有效边要等线圈十二的一个有效边嵌入槽4以后才能嵌入槽3中,如图3—15(a)所示。
然后,再空一个槽(9号槽)暂不嵌线,将线圈三的一个有效边嵌入槽l0中。
这时,由于第一、二线圈的有效边已嵌入槽6和槽8中去了,所以,第三个线圈的另一个有效边就可以嵌入槽5中。
接下来的嵌法和第三个线圈一样,依次类推,直到全部线圈的有效边都嵌入槽中后,才能将开始嵌线的线圈一和线圈二的另一个有效边分别嵌入槽1和槽3中去,如图3—15(b)所示。
②单链全节距绕组的嵌线方法(线圈展开图参见图3—12)。
全节距线圈的嵌线方法和上面介绍的嵌线方法基本相同,不同的是每两只线圈连绕一起作为一个线圈组。
所以在嵌线时要将第一组的两只线圈的有效边分别嵌入槽7和槽8中,第一组线圈的另外两只有效边暂时不嵌入槽l和槽2中;
然后,空两个槽(9、10)不嵌线;
再嵌另一组的两只线圈的有效边(4个有效边都可以嵌入槽ll、12及5、6内);
然后,再空两个槽(13、14)不嵌线,再将另一组的两只线圈的有效边嵌入槽15、16及9、10中;
依次类推,将全部线圈的有效边都嵌入槽内,最后将第一组线圈的两个有效边嵌入槽l、2中。
(3)嵌线的主要工艺要求。
嵌线是电机装配中的主要环节
 升级会员
升级会员 