冲压件钣金设计规范Word格式.docx
《冲压件钣金设计规范Word格式.docx》由会员分享,可在线阅读,更多相关《冲压件钣金设计规范Word格式.docx(10页珍藏版)》请在冰豆网上搜索。
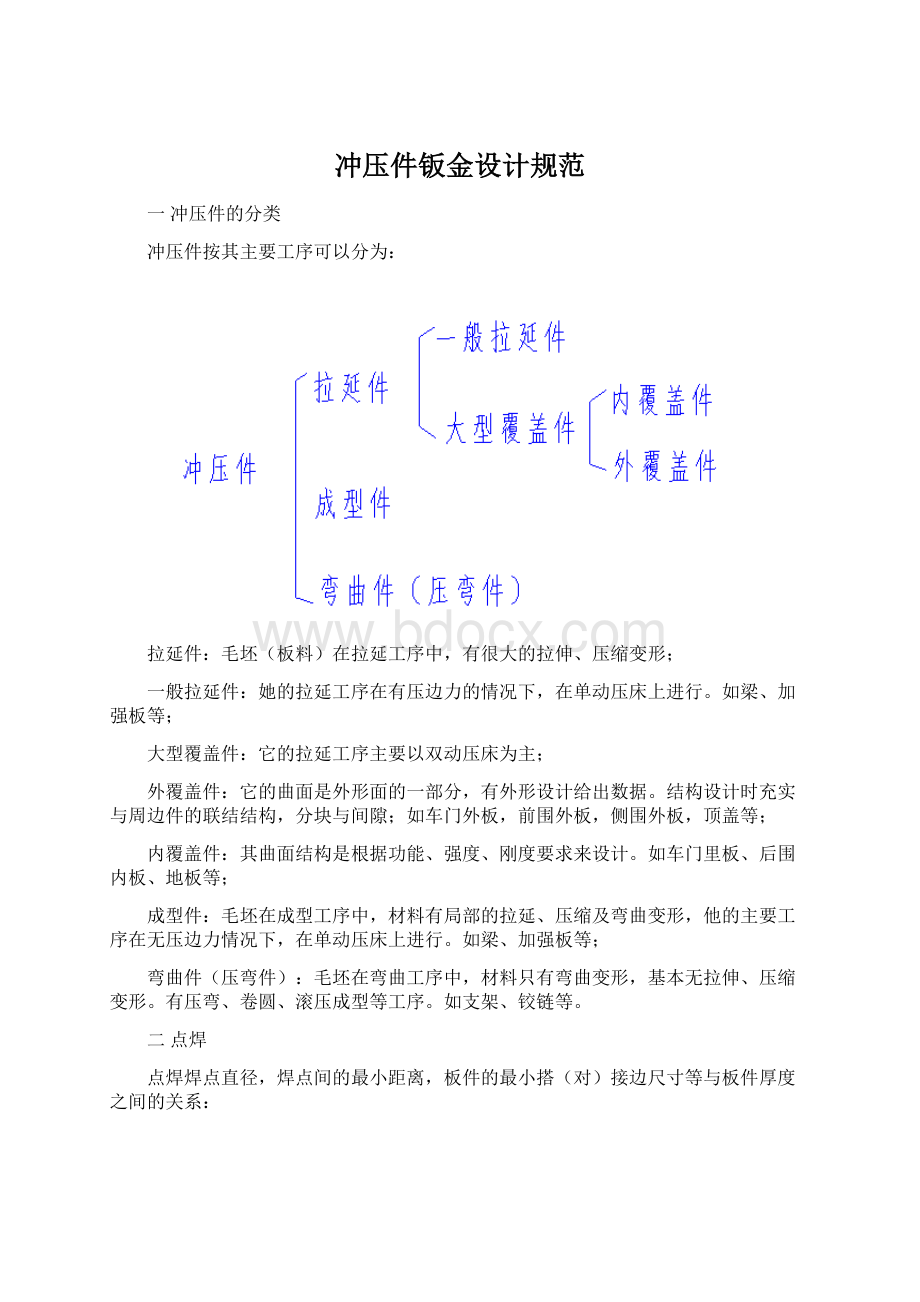
有压弯、卷圆、滚压成型等工序。
如支架、铰链等。
二点焊
点焊焊点直径,焊点间的最小距离,板件的最小搭(对)接边尺寸等与板件厚度之间的关系:
板料厚度t
0.5
0.8
1
1.2
1.5
1.8
2
2.5
3
焊点直径Φ
4
4.5
5
5.5
6
7
8
9
10
最小点距L
12
15
17
20
23
25
28
30
距边最小距离
18
搭接尺寸K
11
13
22
对接尺寸H
焊点强度P(N)
1600
2550
3700
4900
6500
8150
9900
12000
15000
注:
1、板料厚度:
1)两层板焊接时,t为厚度小的板厚值;
2)三层板焊接时,厚板夹在中间时,t为薄板厚度值;
薄板夹在中间时,t为厚板厚度值;
3)在两层板焊接时,厚薄板厚度之比不能大于3。
在三层板焊接时,总厚不大于薄板厚度的4倍。
2、焊接方法的选择:
板料厚度在1.6以下,一般选点焊;
板料厚度在1.6—3.2,可选点焊或熔接焊;
板料厚度在3.2以上,一般选择熔焊;
3、焊点强度为剪切强度,板料的强度极限为30Kg/mm²
。
三最小冲孔尺寸:
孔与孔、孔与边缘的最小尺寸:
C:
大于或等于3-5t
外凸圆的最大翻边高度:
R
35
40
45
50
b
1.1
1.7
2.2
2.8
3.3
3.9
4.4
5.6
55
60
65
70
75
80
85
90
95
100
6.1
6.7
7.2
7.8
8.3
8.9
9.4
10.6
11.1
平板件的最小翻边高度:
翻边,拉延,成形时,最小内圆角半径:
落料的最小圆角半径:
翻边孔的最大翻边高度:
其中:
K-翻边系数,对于08钢,K=0.74
S-板料厚度
r-内圆角半径。
此表计算中取r=S
D-翻边直径
d-预制孔直径
H-有预制孔时,在不翻裂的情况下,一次翻边高的最大值
参考数值表:
H
D
S
0.9
2.3
2.6
3.1
3.6
4.8
7.3
1.9
2.4
2.7
3.5
4.3
5.2
7.6
2.1
3.8
4.6
5.4
6.3
7.9
4.9
5.3
6.9
8.6
3.4
5.1
5.9
9.2
4.1
5.7
6.2
6.6
7.4
8.2
9.9
4.7
6.4
10.5
6.5
7.5
8.7
9.5
11.2
6.8
7.7
8.5
9.3
10.2
11.8
7.1
8.8
10.8
12.5
9.8
11.5
13.1
10.4
11.6
12.1
12.4
13.2
14.1
15.7
13.8
14.3
14.7
15.5
16
16.3
17.2
19.6
工艺切口极限值:
 升级会员
升级会员 