试生产控制计划(样稿)表格文件下载.xls
《试生产控制计划(样稿)表格文件下载.xls》由会员分享,可在线阅读,更多相关《试生产控制计划(样稿)表格文件下载.xls(32页珍藏版)》请在冰豆网上搜索。
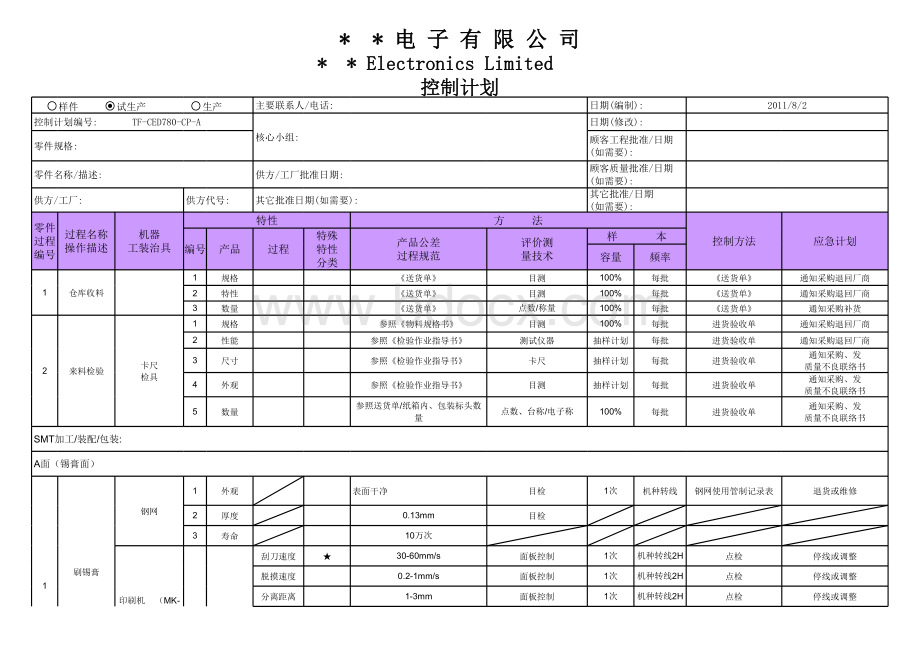
2011/8/2控制计划编号:
TF-CED780-CP-A核心小组:
日期(修改):
零件规格:
顾客工程批准/日期(如需要):
零件名称/描述:
供方/工厂批准日期:
顾客质量批准/日期(如需要):
供方/工厂:
供方代号:
其它批准日期(如需要):
其它批准/日期(如需要):
零件过程编号过程名称操作描述机器工装治具特性方法控制方法应急计划编号产品过程特殊特性分类产品公差过程规范评价测量技术样本容量频率1仓库收料1规格送货单目测100%每批送货单通知采购退回厂商2特性送货单目测100%每批送货单通知采购退回厂商3数量送货单点数/称量100%每批送货单通知采购补货2来料检验卡尺检具1规格参照物料规格书目测100%每批进货验收单通知采购退回厂商2性能参照检验作业指导书测试仪器抽样计划每批进货验收单通知采购退回厂商3尺寸参照检验作业指导书卡尺抽样计划每批进货验收单通知采购、发质量不良联络书4外观参照检验作业指导书目测抽样计划每批进货验收单通知采购、发质量不良联络书5数量参照送货单/纸箱内、包装标头数量点数、台称/电子称100%每批进货验收单通知采购、发质量不良联络书SMT加工/装配/包装:
A面(锡膏面)1刷锡膏钢网1外观表面干净目检1次机种转线钢网使用管制记录表退货或维修2厚度0.13mm目检3寿命10万次印刷机(MK-MARK)刮刀速度30-60mm/s面板控制1次机种转线2H点检停线或调整脱摸速度0.2-1mm/s面板控制1次机种转线2H点检停线或调整分离距离1-3mm面板控制1次机种转线2H点检停线或调整样件生产试生产刮刀压力5-9kg面板控制100%连续点检停线或调整钢网清洗每5pcs清洁一次面板控制1次每5pcs点检停线或调整2小时一次酒精、钢网纸1次每2小时点检停线目检外观全检参见印刷标准作业指导书目检1次%每批锡膏印刷检查日报表返工2贴片JUKI(KE-2050)贴装精度参见元件贴装标准作业指导书PAM自动校正1次1年调整贴装程序准确无误目检1次转线转拉单修改气压50.5kg自动检测100%连续日点检报表调整3贴ICJUKI(KE-2060)贴装精度参见元件贴装标准作业指导书PAM自动校正1次1年调整贴装程序准确无误目检1次转线转拉单修改气压50.5kg自动检测100%连续日点检报表调整4中检(炉前目检)防静电手套、防静电有线手环、镊子外观检查无少件、连锡、偏位、反向、错件等外观不良100%每批QC检验报告维修或调整5过无铅回流焊LF-808温度2505度炉温测试仪1次机种转线24H温度曲线标准图调整速度0.6米/分钟时间227度以上60-90秒印刷机(MK-MARK)*电电子子有有限限公公司司*ElectronicsElectronicsLimitedLimited控控制制计计划划主要联系人/电话:
零件过程编号过程名称操作描述机器工装治具特性方法控制方法应急计划编号产品过程特殊特性分类产品公差过程规范评价测量技术样本容量频率样件生产试生产6后检(AOI检查)AOI测试机器(阿立得ALD-H-350B)表面状态测试无空焊、短路、元件变值、贴错、贴反自动检测100%每批AIO测试日报表调整B面(锡膏面)1刷锡膏钢网1外观表面干净目检1次机种转线钢网使用管制记录表退货或维修2厚度0.13mm目检3寿命10万次印刷机(MK-MARK)刮刀速度30-60mm/s面板控制1次机种转线2H点检停线或调整脱摸速度0.2-1mm/s面板控制1次机种转线2H点检停线或调整分离距离1-3mm面板控制1次机种转线2H点检停线或调整刮刀压力5-9kg面板控制100%连续点检停线或调整钢网清洗每5pcs清洁一次面板控制1次每5pcs点检停线或调整2小时一次酒精、钢网纸1次每2小时点检停线目检外观全检参见印刷标准作业指导书目检1次%每批锡膏印刷检查日报表返工2贴片JUKI(KE-2050)贴装精度参见元件贴装标准作业指导书PAM自动校正1次1年调整贴装程序准确无误目检1次转线转拉单修改*电电子子有有限限公公司司*ElectronicsElectronicsLimitedLimited控控制制计计划划主要联系人/电话:
零件过程编号过程名称操作描述机器工装治具特性方法控制方法应急计划编号产品过程特殊特性分类产品公差过程规范评价测量技术样本容量频率样件生产试生产气压50.5kg自动检测100%连续日点检报表调整3贴ICJUKI(KE-2060)贴装精度参见元件贴装标准作业指导书PAM自动校正1次1年调整贴装程序准确无误目检1次转线转拉单修改气压50.5kg自动检测100%连续日点检报表调整4中检(炉前目检)防静电手套、防静电有线手环、镊子外观检查无少件、连锡、偏位、反向、错件等外观不良100%每批QC检验报告维修或调整5过无铅回流焊LF-808温度2505度炉温测试仪1次机种转线24H温度曲线标准图调整速度0.6米/分钟时间227度以上60-90秒6后检(AOI检查)AOI测试机器(阿立得ALD-H-350B)表面状态测试无空焊、短路、元件变值、贴错、贴反自动检测100%每批AIO测试日报表调整7摆板PCB板架1摆板高度PCB与PCB之间高度不能超过五层目测100%每批人员培训,促导自检互检隔离,纠正不良8QC板面检查尖嘴起子1元件高度元件浮起高度2mm样板机100%每批QC检验报告通知相应管理人员跟进2锡珠不接受有锡珠目测100%每批3元件摆位特别要求除外,否则按PCB板丝印摆放目测100%每批JUKI(KE-2050)*电电子子有有限限公公司司*ElectronicsElectronicsLimitedLimited控控制制计计划划主要联系人/电话:
零件过程编号过程名称操作描述机器工装治具特性方法控制方法应急计划编号产品过程特殊特性分类产品公差过程规范评价测量技术样本容量频率样件生产试生产4元件脚距离元件脚间距1MM样板机100%每批5元件外观不能有损伤、电解烂皮、线头缩胶等现象目测100%每批9QC锡点面检查专用菲林模板,剪钳、胶刷1元件外观不能有漏贴、移位、切烂;
PCB上不能有锡渣锡珠目测100%每批2切脚高度没贴IC1.5MM;
贴有IC2.1MM卡尺100%每批10分板尖嘴钳、刀片、静电带1要求无损坏板面与板面元件目测100%每批工艺要求标准纠正作业方法11插电容与二极管元件盒、静电带1脚位正负脚位方向正确目测100%每批作业指导书标识隔离/返工2要求紧贴板面/无浮高目测100%每批工艺要求标准纠正12焊电容与二极管恒温烙铁、吸烟风扇、焊锡积架、静电带1烙铁温度320350调温台显示随机每批按标准重调2焊接状态2P排座与电解插到位/无浮高首件样板100%每批工艺要求标准纠正3焊点要求焊点光滑饱满/无连锡/无假焊/无少锡目测100%每批焊点要求标准纠正修复4板面工艺板面无掉有锡珠与锡渣目测100%每批板面工艺要求隔离/纠正不良QC检验报告通知相应管理人员跟进*电电子子有有限限公公司司*ElectronicsElectronicsLimitedLimited控控制制计计划划主要联系人/电话:
零件过程编号过程名称操作描述机器工装治具特性方法控制方法应急计划编号产品过程特殊特性分类产品公差过程规范评价测量技术样本容量频率样件生产试生产13插电容与排座元件盒、静电带1方向排座与电容脚位方向正确目测100%每批作业指导书隔离/纠正不良2要求紧贴板面/无浮高目测100%每批工艺要求标准纠正14焊电容与排座恒温烙铁、吸烟风扇、焊锡积架、静电带1烙铁温度320350调温台显示随机每批按标准重调2焊接状态2P排座与蜂鸣器插到位/无浮高首件样板100%每批工艺要求标准纠正3焊点要求焊点光滑饱满/无连锡/无假焊/无少锡目测100%每批焊点要求标准纠正修复4板面工艺板面无掉有锡珠与锡渣目测100%每批板面工艺要求隔离/纠正不良15插电容与三极管元件盒、静电带1方向电容与三极管脚位方向正确目测100%每批作业指导书隔离/纠正不良2要求紧贴板面/无浮高目测100%每批工艺要求标准纠正16焊电容与三极管恒温烙铁、吸烟风扇、焊锡积架、静电带1烙铁温度350380调温台显示随机每批按标准重调2焊接状态电解电容到位/无浮高首件样板100%每批工艺要求标准纠正3焊点要求焊点光滑饱满/无连锡/无假焊/无少锡目测100%每批焊点要求标准纠正修复4板面工艺板面无掉有锡珠与锡渣目测100%每批板面工艺要求隔离/纠正不良*电电子子有有限限公公司司*ElectronicsElectronicsLimitedLimited控控制制计计划划主要联系人/电话:
零件过程编号过程名称操作描述机器工装治具特性方法控制方法应急计划编号产品过程特殊特性分类产品公差过程规范评价测量技术样本容量频率样件生产试生产17插电容元件盒、静电带1方向电容脚位方向正确目测100%每批作业指导书隔离/纠正不良2要求紧贴板面/无浮高目测100%每批工艺要求标准纠正18焊电容恒温烙铁、吸烟风扇、焊锡积架、静电带1烙铁温度350380调温台显示随机每批按标准重调2焊接状态电解电容到位/无浮高首件样板100%每批工艺要求标准纠正3焊点要求焊点光滑饱满/无连锡/无假焊/无少锡目测100%每批焊点要求标准纠正修复4板面工艺板面无掉有锡珠与锡渣目测100%每批板面工艺要求隔离/纠正不良19插焊排座恒温烙铁、吸烟风扇、焊锡积架、有绳静电带1烙铁温度350380调温台显示随机每批按标准重调2焊接状态输出座紧贴主板/无浮高歪斜目测100%每批板面工艺要求返工3焊点要求焊点光滑饱满/无连锡/无假焊/无少锡目测100%每批焊点要求标准纠正不良4板面工艺板面无残留有锡珠与锡渣目测100%每批板面工艺要求隔离/纠正不良20装焊输出座恒温烙铁、吸烟风扇、焊锡积架、有绳静电带1烙铁温度350380调温台显示随机每批按标准重调2焊接状态输出座紧贴主板/无浮高歪斜目测100%每批板面工艺要求返工3焊点要求焊点光滑饱满/无连锡/无假焊/无少锡目测100%每批焊点要求标准纠正不良*电电子子有有限限公公司司*ElectronicsElectronics
 升级会员
升级会员 