提高盾构管片拼装精度.docx
《提高盾构管片拼装精度.docx》由会员分享,可在线阅读,更多相关《提高盾构管片拼装精度.docx(40页珍藏版)》请在冰豆网上搜索。
提高盾构管片拼装精度
1.工程概况
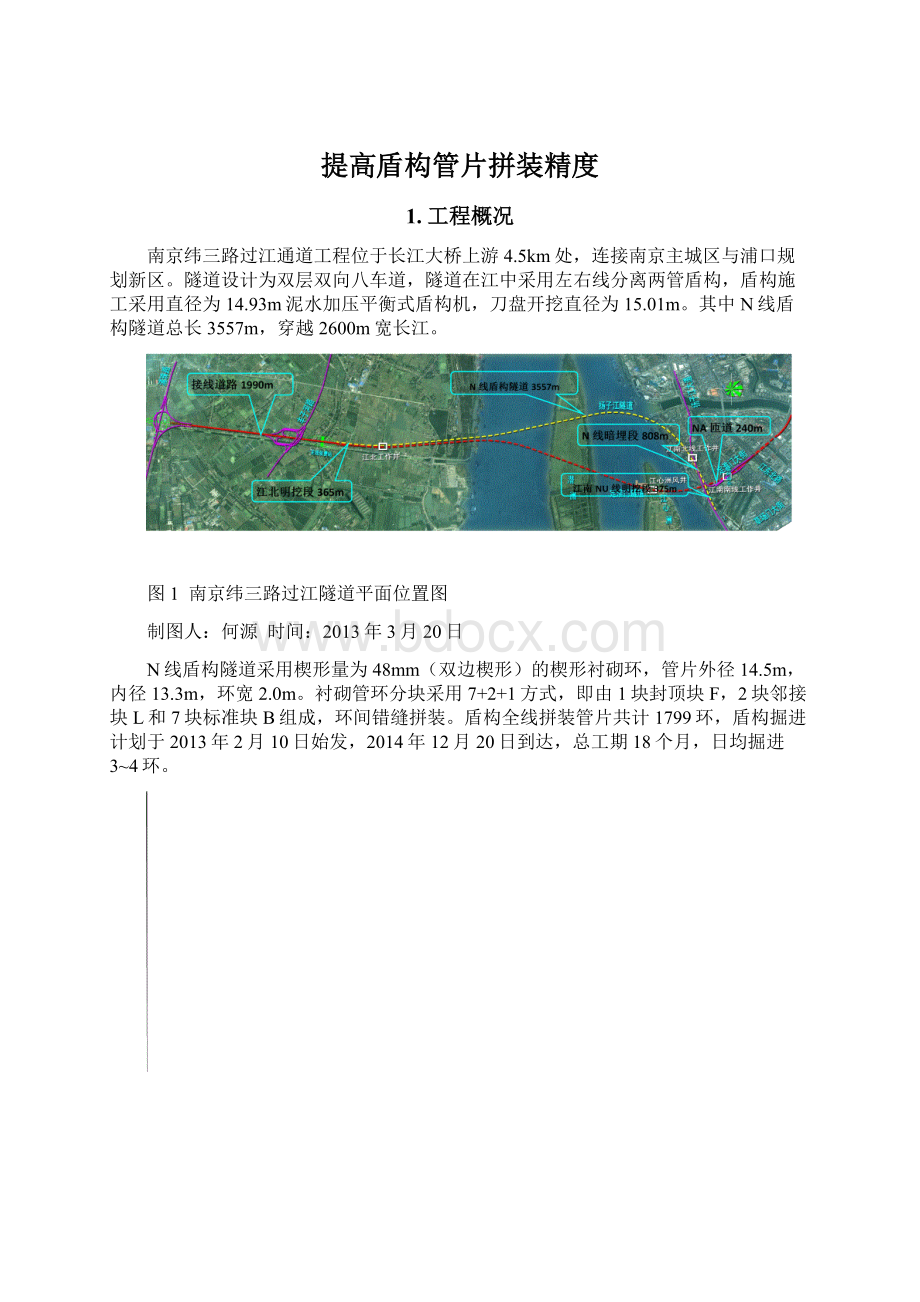
南京纬三路过江通道工程位于长江大桥上游4.5km处,连接南京主城区与浦口规划新区。
隧道设计为双层双向八车道,隧道在江中采用左右线分离两管盾构,盾构施工采用直径为14.93m泥水加压平衡式盾构机,刀盘开挖直径为15.01m。
其中N线盾构隧道总长3557m,穿越2600m宽长江。
图1南京纬三路过江隧道平面位置图
制图人:
何源时间:
2013年3月20日
N线盾构隧道采用楔形量为48mm(双边楔形)的楔形衬砌环,管片外径14.5m,内径13.3m,环宽2.0m。
衬砌管环分块采用7+2+1方式,即由1块封顶块F,2块邻接块L和7块标准块B组成,环间错缝拼装。
盾构全线拼装管片共计1799环,盾构掘进计划于2013年2月10日始发,2014年12月20日到达,总工期18个月,日均掘进3~4环。
图2盾构管片构造及成型隧道效果图
制图人:
何源时间:
2013年3月20日
2.小组概况
为提高大直径泥水盾构管片拼装精确度,保证盾构隧道线形平顺、接缝严密,南京市纬三路过江通道项目经理部成立现场QC小组,小组情况如下表1所示。
小组成员情况统计表表1
小组名称
中交二航三公司南京纬三路过江通道盾构管片拼装QC小组
课题名称
提高盾构管片拼装精度
课题类型
现场型
组长
何源
小组注册时间
2013.3.20
课题注册时间
2013.3.20
小组注册号
2013-(QCXZ)-03
课题注册号
2013-(QCKT)-03
活动时间
2013.3.20-2013.11.21
小组人数
10
小组接受QC
知识教育情况
48小时
序号
姓名
性别
年龄
文化程度
职务
组内分工
1
赵会兵
男
47
本科
项目总工
顾问
2
何源
男
27
本科
工程部副部长
组长
3
王勇
男
37
专科
质检部部长
组员
4
唐晓鹏
男
30
本科
工程部部长
组员
5
袁中林
男
37
本科
设备部部长
组员
6
王会
女
24
本科
质检员
组员
7
张郁
男
36
本科
试验室主任
组员
8
胡尊礼
男
33
本科
测量组组长
组员
9
解月生
男
54
初中
工长
组员
10
宝凤康
男
47
初中
工人
组员
制表人:
王会日期:
2013年3月20日
3.选题理由
根据《盾构法隧道施工与验收规范》(GB50446-2008)、《公路隧道施工技术规范》以及业主提出《南京纬三路过江通道技术规范》501.05条款要求,盾构法施工成型隧道检验批质量综合合格率应达80%以上。
对已拼成环隧道0环~50环之间随机抽取50环检验盾构管片拼装质量,其综合合格率如表2所示。
0~50环管片拼装质量统计表表2
序号
检测项目
允许偏差(mm)
检验环数
合格环数
合格率(%)
1
成型隧道相邻管片错台
环向
3
50
36
72
纵向
8
2
管片纵、环缝以及沿螺栓孔渗漏
<1%
50
37
74
3
管片拼装成环施工控制轴线偏差
±50
20
18
90
4
管片边角及剪力销处拼装破损
<1%
50
44
88
5
同步注浆偏差
±5%
50
43
86
6
合计
∕
220
178
81
综合合格率=合格总点数/检验点数×100%=178/220=81%
制表人:
何源日期:
2013年3月20日
由已成环拼装质量检验表可知,综合合格率为81%,虽达到规范标准及业主提出《南京纬三路过江通道技术规范》501.05条款要求,但精确度不高。
据此,选择QC小组课题为:
提高管片安装精度。
4.现状调查
2013年5月25日,南京纬三路过江通道工程盾构施工已完成掘进拼装51-101环,QC小组成员对51-101环管片拼装质量进行检验,检验结果见表3。
51~101环管片拼装质量统计表表3
序号
检测项目
允许偏差(mm)
检验环数
不合格点
频数(点)
频率(%)
累计频率(%)
1
相邻管片错台
环向
3
50
18
41.9
41.9
纵向
8
2
管片纵、环缝以及沿螺栓孔渗漏
<1%
50
17
39.5
81.4
3
管片拼装成环施工控制轴线偏差
±50
20
4
9.3
90.7
4
管片边角及剪力销处拼装破损
<1%
50
3
7.0
97.7
5
同步注浆偏差
±5%
50
1
2.3
100
6
合计
∕
∕
220
43
∕
∕
综合合格率=合格总点数/检验点数×100%=177/220=80.5%
制表人:
何源日期:
2013年5月27日
根据表3,小组绘制管片拼装质量缺陷饼分图,图3。
管片错台管片渗漏管片拼成环偏差管片拼装破损情况同步注浆偏差
图3管片拼装质量缺陷排列图
制图人:
王会时间:
2013年5月27日
由图3可见,“管片错台”和“管片渗漏”问题发生的频率最高,占累计频率的81.4%,是影响管片拼装质量的主要问题。
图4管片拼装质量主、次因素图
制图人:
何源日期:
2013年5月27日
5.确定目标
由管片拼装质量检验统计表可知,管片拼装质量综合合格率为80.5%,“管片错台”,“管片渗漏”两个问题占累计频率的81.4%,如何解决此类问题的80%,使隧道管片拼装合格率提高到90%以上,是此次QC活动的关键。
分析计算如下:
80.5%+(1-80.5%)×81.4%×80%=93.2%。
因此,将本次QC小组活动目标定为:
管片拼装质量综合合格率提高到90%以上。
图5活动目标图
制图人:
王会日期:
2013年5月27日
6.原因分析
为找出盾构管片拼装质量缺陷的原因,小组通过头脑风暴法,对人、机、料、法、环、测六方面进行因果分析,详见图6因果分析关联图。
图6因果分析关联图
制图人:
何源日期:
2013年5月29日
7.要因确定
通过因果分析关联图,经过小组讨论,共确定12个末端因素,并制定要因确认计划表4。
要因确认计划表表4
序号
末端因素
确认内容
确认方法
确认标准
负责人
计划完成日期
1
盾构姿态未及时调整
掘进时及时调整姿态
现场调查
盾构姿态满足轴线偏差要求
何源
胡尊礼
2013.06.03
2
盾尾间隙不均匀
加强测量频率,及时调整拼装点位
现场验证,查看资料
次环管片无损角拉裂,轴线偏差±50mm之内
何源
胡尊礼
2013.06.03
3
K块未经润滑直接插入
封顶块润滑,轴线方向平缓插入
现场查看
K块插入平顺,不出现损角损边
王勇
唐晓鹏
2013.06.04
4
同步注浆不充分
合理确认注浆量,确认注浆压力,
现场检查,查看资料
同步注浆充盈系数100%满足规范要求
谢月生
张郁
2013.06.03
5
砂浆质量不稳定
控制材料质量和配合比
现场检查,查看资料
砂浆质量满足底层填充要求
谢月生
张郁
2013.06.03
6
螺栓紧不足,扭矩不够
螺栓3遍复紧,扭矩达到紧固要求
现场调查
螺栓紧固3遍,扭矩满足规范要求
王勇
袁中林
2013.06.04
7
封顶块未左右交替拼装及点位选择不当
拼装严格按照操作规程
现场调查
管片预先交替拼装标准块,并严格执行操作规程
何源
唐晓鹏
2013.06.04
8
盾构技术培训不够
加强盾构技术理论学习
现场调查,查看资料
盾构掘进施工技术不少于2次/月
王勇
王会
2013.06.05
9
管片拼装技术交底未掌握
检查交底记录并考核操作手掌握情况
现场调查
有记录,考核合格率100%
王勇
何源
2013.06.10
10
预制管片尺寸精确无损边损角
检查堆场管片质量
现场调查
有记录,考核合格率100%
王勇
王会
2013.06.10
11
防水材料贴铺不均匀
检查管片防水贴铺质量
现场调查
有记录,考核合格率100%
王勇
王会
2013.06.10
12
管片拼装机失灵,旋转臂无法转至预设点位
检查设备维保记录和机器运转情况
现场调查,
查看记录
有记录,设备运转正常
袁中林
谢月生
2013.06.08
制表人:
何源日期:
2013年6月1日
要因确认一
末端因素:
盾构姿态未及时调整
标准:
盾构姿态满足轴线偏差要求
实测:
2013年6月3日,何源、胡尊礼分别对白班、夜班盾构掘进操作中盾构姿态的调整和对设计轴线的拟合进行检查验证,查看当环掘进参数设定和历史记录,发现盾构主、副司机在操作中,对于盾构姿态参数调整不勤,并且常有调整过大过急现象,导致盾构机在不良姿态中掘进,造成盾尾间隙过小影响管片拼装质量,并易出现拉裂管片造成防水薄弱点。
盾构姿态检查如表5所示。
盾构姿态检查表表5
序号
掘进班组
盾构姿态
滚动偏差
竖直和水平方向偏差
上下和水平倾斜偏差
纠偏过急
姿态超限环数/姿态检查环数
姿态良好率(%)
1
白班
范围内
较大
范围内
出现多次
2/3
33.3
2
夜班
范围内
较大
范围内
出现1次
1/3
66.7
制表人:
王会日期:
2013年6月3日
从上表可见,在盾构掘进过程中盾构主司机在盾构姿态调整的操作上均出现多次失误,导致盾构姿态在偏离轴线或偏离轴线趋势下掘进,对管片拼装成环质量产生较大的影响,同时为下一循环的掘进施工带来困难。
故小组认为,及时调整盾构机姿态,当出现姿态不当时采用勤纠偏,少量纠偏,避免一次性纠偏过大的操作才能确保盾构管片拼装质量。
结论:
是主要原因
要因确认二
末端因素:
盾尾间隙不均匀
标准:
次环管片无损角拉裂,轴线偏差-50mm~+50mm之内
实测:
2013年6月3日,何源、胡尊礼分别对白班、夜班的盾尾间隙进行检查,发现两个班次掘进5环的管片拼装操作内,出现盾尾间隙不平均,仅略大于管片最小拼装间隙要求,造成管片拼装困难,易出现边角拉裂并影响下一环管片拼装和影响隧道轴线。
隧道轴线情况反映盾尾间隙情况,如表6所示。
盾构与隧道轴线偏差统计表表6
序号
轴线偏差要求
轴线偏差统计
合格率
1
±50mm
43mm
60%
2
±50mm
40mm
3
±50mm
51mm
4
±50mm
55mm
5
±50mm
42mm
制表人:
王会日期:
2013年6月3日
表6中盾构与隧道轴线偏差,反映盾尾间隙情况,可见盾尾间隙易出现上、下、左、右不均,影响管片拼装质量。
结论:
是主要原因
要因确认三
末端因素:
K块未经润滑直接插入
标准:
K块插入平顺,不出现损角损边
实测:
2013年6月4日,王勇、唐晓鹏分别对当天白班、夜班管片拼装K块拼装进行检查,两班次共掘进3环,其中两环管片因为拼装点位选择得当,拼装操作精确,K块拼装空间较为充裕,没有经过润滑即可顺利完成封顶块插入,成环质量良好;另有一环管片K块插入空间较小,简单进行润滑处理,封顶块可顺利插
 升级会员
升级会员 