药芯焊丝的应用及生产工艺概要文档格式.docx
《药芯焊丝的应用及生产工艺概要文档格式.docx》由会员分享,可在线阅读,更多相关《药芯焊丝的应用及生产工艺概要文档格式.docx(18页珍藏版)》请在冰豆网上搜索。
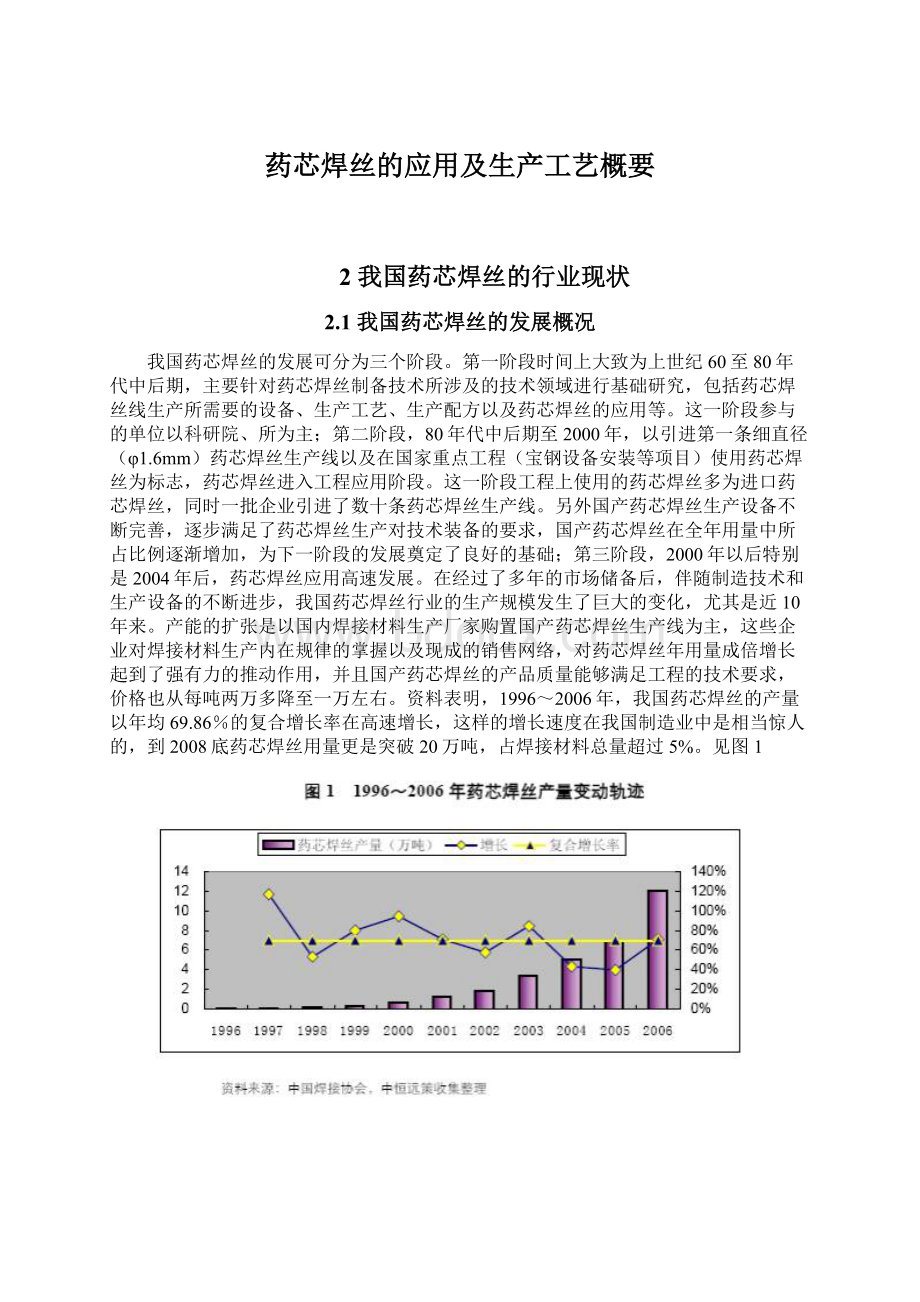
见图1
2.2我国药芯焊丝的市场状况
2.2.1药芯焊丝市场构成情况
国内药芯焊丝的使用始于宝山钢铁公司的建设。
其后,机械制造行业、能源化工行业、船舶制造和海洋结构行业、建筑和桥梁业、输油及输气管线建设行业等相继使用了进口焊丝和国产焊丝。
从各行业的使用品种上看,在船舶制造和海洋结构行业、建筑和桥梁业、机械制造行业、能源化工行业、钢结构行业,主要使用钛型气保护药芯焊丝;
在输油及输气管线建设中主要使用自保护药芯焊丝;
耐磨堆焊药芯焊丝应用于各行业材料的表面性能改进上。
在各行业中,以船舶制造和海洋结构行业使用药芯焊丝量最大,近年来在其他行业药芯焊丝的使用量正不断提高;
在药芯焊丝的使用品种上,以钛型气保护碳钢和低合金钢药芯焊丝最多,硬面堆焊药芯焊丝和自保护药芯焊丝次之,气保护不锈钢药芯焊丝(少量用于耐腐蚀容器和大型医疗器械中)和金属粉芯药芯焊丝(少量应用于钢结构和桥梁上)为最少。
在进口产品中,以钛型气保护碳钢、低合金钢药芯焊丝为主,占全部药芯焊丝的比例约为95%;
自保护药芯焊丝约占5%;
其他品种(气保护不锈钢药芯焊丝等)约占1%。
从进口国家和地区来看,以韩国、日本、台湾省和美国产品为主,从德国、英国、瑞典、挪威、奥地利等国也有少量进口。
在国产产品中,以钛型气保护碳钢、硬面堆焊药芯焊丝为主,钛型低合金钢和不锈钢药芯焊丝占有一定的比例,近年来自保护药芯焊丝的发展速度也较快。
2.2.2药芯焊丝市场需求情况
近年来国内药芯焊丝的使用市场一直呈现加速上升趋势,每年增长率高达60%以上。
就国内药芯焊丝生产能力远不能满足市场的旺盛需求,这样也就为国内建设新的药芯焊丝企业提供良好机遇!
通过对少数一些行业对药芯焊丝需求量调查,结果如下:
(1)造船行业
焊接工作在造船行业中起着重要作用,据称其焊接作业量约占全部工作量30%以上,随着我国造船量逐年增长和焊接作业自动化水平的提高,药芯焊丝使用量也急速增加。
这里根据某船厂造船时,焊材用量的经验粗略推算:
造一条3万吨级的船需要用钢材7千吨,而每吨钢材消耗焊材为0.03吨。
据报2005年我国造船总吨位名列世界前列,达到1000万载重吨,2006年中国造船完工量达1400万载重吨,位列世界第三,约用钢材560万t,消费焊接材料约25万t,其中药芯焊丝占一半以上。
2007年一季度中国造船业承接新船订单2010万载重吨,成为该季度国际船市的第一。
随着我国造船业的发展,对药芯焊丝的需求量越来越大。
(2)工程机械、机械制造
根据在2000年全国工程机械在合肥会议,提供资料表明:
全国有70余家上规模工程机械厂,每个厂家焊接结构件需焊材约200吨,那么全国仅70余家工程机械厂,年消耗量达14000吨,又山东某工程机械厂向日方出焊接构件,对方指定必须用药芯焊丝进行焊接。
而近两年金融危机,国家为了拉动内需,大力发展铁路、高速公路等基础设施建设,工程机械快速发展必然对焊材有更大的需求。
同样机械制造汽车对药芯焊丝需求其量也不可低估,高压容器用药芯焊丝的量也是相当可观的,如上海某锅炉厂出口的高压容器,外商也坚持用药芯焊丝进行焊接,以保证质量,而所用的药芯焊丝也依赖进口。
(3)油汽管道
油汽管道焊接作业一般都是在野外进行,需要大量自保护药芯焊丝,未来10年无论大量国内或跨境(来自俄国东西伯利亚、萨哈林、土库曼斯坦)油汽管道建设,其共同特点是长距离、大口径及较高的工作压力。
根据国际油汽管线用钢发展及国内油汽管线用钢开发,上述管线用钢将普遍采用APIX60-X80管线钢,预计这几大工程干线管道总长度达到13500-14000公里,需要管线钢近800万吨。
此外围绕这些干线管道还将铺设大量支线管网,其长度一般为干线8倍,预计需要管线钢将超过2000万吨。
如果按照0.5%自保护药芯焊丝消耗量,保守估计未来10年我国油汽管道安装需要各种性能优良的直径为φ1.6mm自保护药芯焊丝将超过10万吨,眼下我国需求的自保护药芯焊丝大部分来自美国,看看国内自保护药芯焊丝市场,无论从量上,还是高额利润回报上,是有着巨大市场开拓空间。
(4)冶金行业
冶金行业也是我国使用药芯焊丝最早行业之一,它主要用于室外的高炉修补及其它方面,所用焊丝基本上是直径为φ2.4mm自保护药芯焊丝,产品来自美国,每年用量也不少。
(5)铁路机车及桥梁
铁路机车现在基本上属于钢结构,桥梁更是如此,这个领域焊丝用量更大(没有进行实际统计),该行业所需要药芯焊丝更重低温轫性。
此外还其它有行业,这里就不一一列举了。
关于焊接技术及焊接材料(包括焊丝)市场生命周期,我们可以这样看,世界上只要有钢铁存在与市场的需求,它就不会从这个世界上消失。
所以焊丝这种产品在可预见未来(只少几十年),市场需求不会减少,而会逐年迅速增加,尤其在我国发展更是不可限量!
2.3我国药芯焊丝与先进国家存在的差距
第一,从药芯焊丝生产产量方面看,国内药芯焊丝企业规模小,也比较分散。
国内药芯焊丝生产起源于80年代中后期,至今已先后从英、美、德、意、日、乌克兰等国引进多条生产线,此期间国内一些单位也开发些生产线。
但基本上都是用窄带钢成形法,使得我国药芯焊丝生产从无到有,而问题是产量小且焊丝品种单一。
所以国内药芯焊丝生产远远满足不了用户需求,像造船业、压力容器、重点工程、大型成套设备配套的药芯焊丝多数一直靠进口。
第二,从药芯焊丝的质量来看,国内还没有世界级拳头产品,畅销国内外。
在这方面有许多内容值得我们研究,任何赶上国外著名焊接公司的产品,如美国林肯的自保护药芯焊丝,日本神户制钢的碳钢药芯焊丝,瑞士奥立康的无缝药芯焊丝,英国合金公司的堆焊药芯焊丝等。
我们必须从药芯焊丝的原材料、生产装备、生产工艺和企业管理水平等方面进行认真细致的工作,努力研究生产具有特色的药芯焊丝。
在药芯焊丝产量和质量方面要缩小与国外的差距。
第三,我国是世界焊接材料生产大国,但不是焊接材料强国,要加强药芯焊丝的理论研究,同时还要避免盲目上项目,造成大量引进和国产药芯焊丝生产线闲置。
3药芯焊丝的分类、应用及生产工艺
3.1药芯焊丝的分类
药芯焊丝的分类有多种方法,如按药芯焊丝的制造方法分类、按药芯焊丝焊接时的保护气体分类、按药芯焊丝的用途分类、药芯焊丝药粉的组成分类。
(1)按制造方法的不同,可以把药芯焊丝分为:
有缝药芯焊丝和无缝药芯焊丝两种。
有缝药芯焊丝是由薄钢带通过成型轧辊加工成槽,里面卷入药粉,轧成管状再进行拔丝,加工制造而成。
钢带原料通常采用低碳钢,成品焊丝表面要进行表面防锈处理,同时要有良好的送丝性能,所以要进行表面处理。
无缝药芯焊丝是在预先成型好的钢管中填充药粉,再经过电镀,拔丝,达到焊丝产品直径的尺寸。
(2)按焊接时保护气体的不同,可以把药芯焊丝分为:
气体保护药芯焊丝和自保护药芯焊丝。
在中国、日本、韩国等,药芯焊丝大部分采用CO2作为保护气体,而在美国使用自保护药芯焊丝的比例比较高,欧洲由于保护气体价格上的差别,药芯焊丝主要采用混合气体(Ar-CO2)保护。
(3)按用途的不同,可以把药芯焊丝分为:
低碳钢及490MPa级钢、高强钢、耐热钢、低温钢、耐腐蚀钢、不锈钢和硬面堆焊用药芯焊丝。
由于药芯焊丝可以调整内部药芯配方,因此同手工电焊条一样,药芯焊丝的品种齐全,有用于造船业的全位置型药芯焊丝,有用于海洋结构的低温药芯焊丝,有用于锅炉,压力容器的耐热钢药芯焊丝等等。
(4)按填充药粉的组成不同,可以把药芯焊丝分为:
熔渣型药芯焊丝和金属粉型药芯焊丝。
熔渣型药芯焊丝按照渣的碱度可以分为钛型(酸性渣),钛钙型(中性或弱碱性渣)和碱性(碱性渣)药芯焊丝。
一般来说,钛型药芯焊丝焊缝成型好,全位置的焊接操作性好,但是缺口韧性,抗裂性就稍差。
相反碱性药芯焊丝缺口韧性、抗裂性好,而焊缝的外观、成型及操作性就差。
钛钙型药芯焊丝介于两者之间。
近年来,随着药芯焊丝的发展,新型的钛型药芯焊丝不仅焊接工艺性好,而且其熔敷金属的扩散氢含量低,冲击韧性优异,而钛钙型药芯焊丝现在则很少使用。
金属粉型药芯焊丝具有实芯焊丝的低渣性(渣产生量很少),良好的抗裂性等特点,并兼备钛型药芯焊丝良好的焊接操作性能,其焊接效率比钛型药芯焊丝还要高。
目前药芯焊丝的分类还没有统一的标准,许多国家根据药芯焊丝的类型和熔滴过渡形式将药芯焊丝大体归为四种类型。
即,钛型、碱型、金属粉型和自保护型药芯焊丝。
这四种类型的药芯焊丝特征如下表:
特征
钛型
碱性
金属粉型
自保护型
主要药粉组成
TiO2,SiO2,MnO
CaF2,CaCO3
Fe,Si,Mn
Al,Mg,BaF2,
过渡形式
喷射过渡
颗粒过渡
颗粒或喷射过渡
焊接位置
全位置
平焊或横焊
扩散氢含量
可变的
低
非常低
冲击韧性
好
非常好
氧含量
0.006-0.008
0.004-0.006
0.004-0.008
0.0004
氮含量
0.0004-0.001
0.0002-0.001
铝含量
0.01
0.5-2.0
药芯焊丝的优点很多,主要有如下几方面:
(1)飞溅小:
由于药芯焊丝中加入了稳弧剂,电弧燃烧稳定,熔滴呈滴状均匀过渡,故焊接时飞溅很少,且飞溅颗粒细小,在钢板上粘不住,很容易清除。
(2)焊缝成形美观:
在焊道成形方面,熔渣起着重要作用。
实芯焊丝施焊时无法依靠渣起作用,仅依靠熔融金属自身的黏性和表面张力形成焊道,故表面形状不良。
药芯焊丝焊接时,能形成一定数量的熔渣,依靠渣的表面张力生成一个软的铸型,这个铸型对形成良好焊道起着重要作用。
(3)熔敷速度高于实芯焊丝:
采用药芯焊丝焊接时,由于焊丝断面上通电部分的面积比实芯焊丝小,在同样的焊接电流下药芯焊丝的电流密度高,焊丝熔化速度快,熔敷速度提高。
(4)可采用大电流进行全位置焊接:
在各种焊接位置下,药芯焊丝均可采用较大的焊接电流,如φ1.2mm焊丝,其电流可用到280A,这时仍能顺利地实现向下立焊,可称为其独到之处。
3.2药芯焊丝的应用
3.2.1气保护药芯焊丝的应用
目前焊接结构钢用的药芯焊丝国内已有定型产品,可批量生产。
所采用的保护气体为CO2,适于自动或半自动焊接
 升级会员
升级会员 