自动化机器专利申请样本模板.docx
《自动化机器专利申请样本模板.docx》由会员分享,可在线阅读,更多相关《自动化机器专利申请样本模板.docx(7页珍藏版)》请在冰豆网上搜索。
自动化机器专利申请样本模板
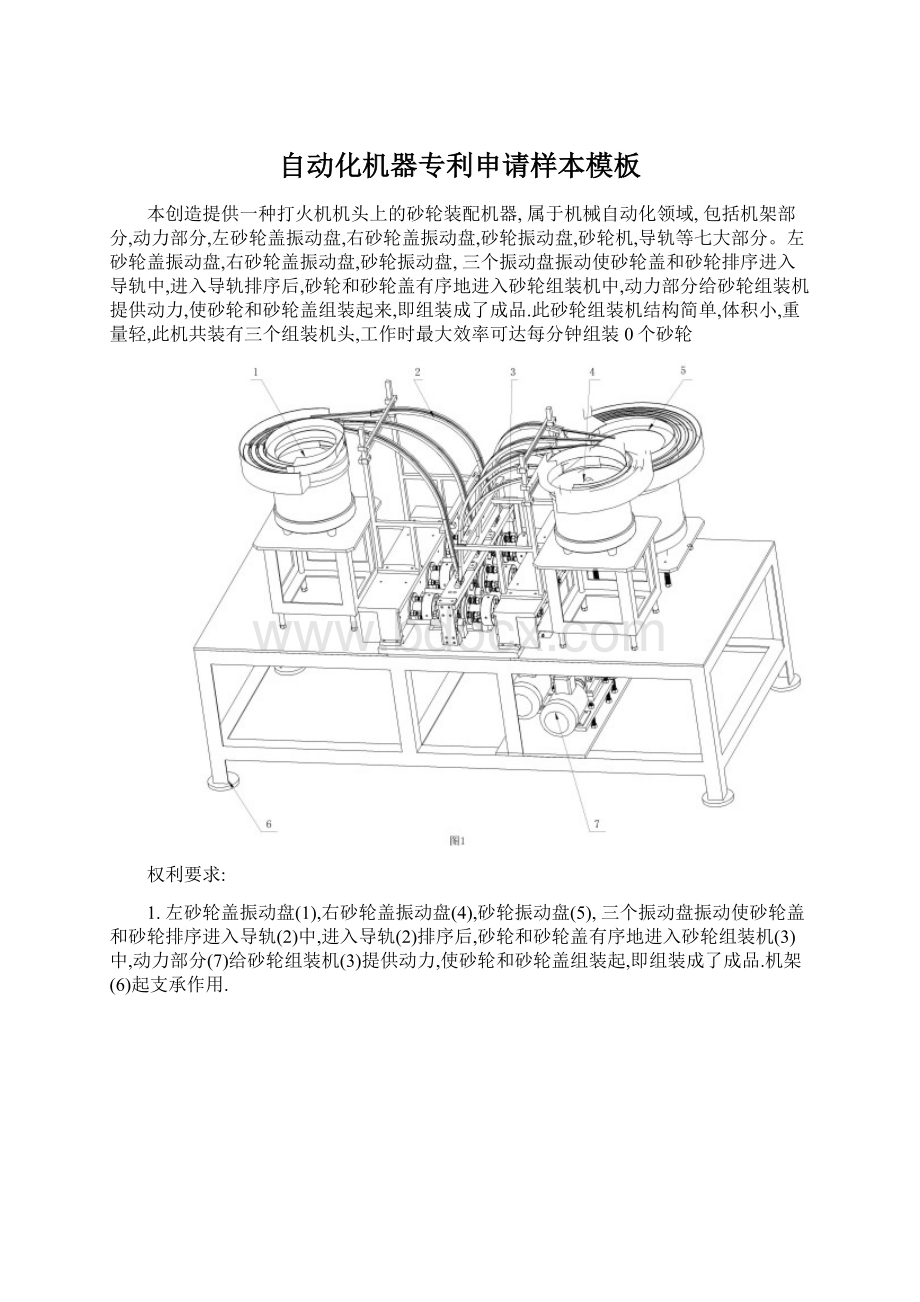
本创造提供一种打火机机头上的砂轮装配机器,属于机械自动化领域,包括机架部分,动力部分,左砂轮盖振动盘,右砂轮盖振动盘,砂轮振动盘,砂轮机,导轨等七大部分。
左砂轮盖振动盘,右砂轮盖振动盘,砂轮振动盘,三个振动盘振动使砂轮盖和砂轮排序进入导轨中,进入导轨排序后,砂轮和砂轮盖有序地进入砂轮组装机中,动力部分给砂轮组装机提供动力,使砂轮和砂轮盖组装起来,即组装成了成品.此砂轮组装机结构简单,体积小,重量轻,此机共装有三个组装机头,工作时最大效率可达每分钟组装0个砂轮
权利要求:
1.左砂轮盖振动盘
(1),右砂轮盖振动盘(4),砂轮振动盘(5),三个振动盘振动使砂轮盖和砂轮排序进入导轨
(2)中,进入导轨
(2)排序后,砂轮和砂轮盖有序地进入砂轮组装机(3)中,动力部分(7)给砂轮组装机(3)提供动力,使砂轮和砂轮盖组装起,即组装成了成品.机架(6)起支承作用.
2.振动盘振动出来排好序的砂轮和砂轮盖经过导轨(10)进入组装机中,导轨架(8)起支承导轨的作用,砂轮和砂轮盖在导轨中有时不会顺畅经过,振动器(9)振动给砂轮和砂轮盖提供动力让砂轮和砂轮盖在导轨中顺利经过进入组装机中.
3.电机经过链轮(18)将动力传入砂轮组装中,压力机构(13)贴凸轮(12)按凸轮(12)的轨迹运动,导向器(14)使压力机构在导向器(14)中滑动,在凸轮(12)和导向器(14)的作用下压盖机构()13把盖和砂轮在砂轮定位装置(15)中压成一体,装配成功。
组装机的动力经过齿轮(11)传入拨砂轮装置(17)中,拨钗转动时把装配好的砂轮从砂轮定位装置中拨下
4.支承架()20将拨砂轮装置固定在机架上,动力从齿轮(19)传入,经过轴(21)和联轴器(22)把动力传给拨钗(23),拨钗(23)的转动角速度比砂轮组装机的快,拨钗(23)上的花纹接触组装好的砂轮,从而把砂轮从组装机上拨下.
5.大弹簧(31)使压盖机构一端贴在凸轮上另一端贴在砂轮定位装置上,在动力的作用下,滚轮(24)在凸轮上滚动,使轴1(25)按凸轮曲面左右运动,轴1(25)推动螺钉(26)和螺母(27),螺钉(26)推动轴2(28),轴2(28)顶端将盖与砂轮压成一体.当凸轮退回时,大弹簧(31)作用下轴2(28)退回,顶针(30)和顶管(34)把粘在轴2(28)端头的砂轮盖顶脱.松开螺母(27),拧螺钉(26)就能够调节轴2(28)顶端伸出的距离,从而能够调节加工的尺寸,松开螺母(32)调动调节管(33),能够调节弹簧(31)压力,和顶管(34)顶出的距离.调节好后,工作时顶针(30)和顶管(34)是不动的,只有轴2(28)的运动完成压盖和脱盖.
6.左盖和砂轮从导轨嘴1(39)进入定位装置定位板(36,45)斜面上,定位装置转动左盖和砂轮沿着定位板(36,45)的斜面进入定位槽中.同时右盖经过导轨嘴2(40)进入定位板(45,43)斜面,随着定位装置的转动,右盖也进入定位槽中.这时定位装置两端的压盖机构将盖压入砂轮上.
打火机砂轮组装机
所属技术领域
本创造涉及机械自动化加工领域,特别地,是一种打火机机头上的小砂轮组装工艺。
背景技术
随着经济技术的快速发展,机械自动化也获得了高速发展。
现在打火机砂轮组装主要是依赖人工组装,效率低,劳动强度大,成本降不下来.人工装配的砂轮质量不稳定,造成很大的浪费.
创造内容
为了解决上述问题,本创造的目的在于提供一种机械自动化机器来组装打火机砂轮,高效率,高质量,降低劳动强度.
本创造解决其技术问题所采用的技术方案是:
1.该打火机砂轮组装机由左砂轮盖振动盘
(1),导轨
(2),砂轮组装机(3),右砂轮盖振动盘(4),砂轮振动盘(5),机架(6),动力部分(7)等七大部分组成.动力部分放于机架的下方,经过链条(或其它)把动力传入砂轮组装机,砂轮组装机固定于机架上面中间位置,三个援动盘放于两边,振动盘给砂轮组装机提供砂轮和砂轮盖.参考图1.
2.三个振动盘,每个振动盘向三个组装机供料,一个供砂轮,另两个分别供砂轮左右盖。
振动器(9)振动导轨(10)使砂轮和砂轮盖能顺利经过导轨(10)进入组装机(3)中.导轨支架(8)固定导轨.参考图2.
3.电机经过链轮(18)将动力传入砂轮组装中,压力机构(13)贴凸轮(12)按凸轮(12)的轨迹运动,导向器(14)使压力机构在导向器(14)中滑动,在凸轮(12)和导向器(14)的作用下压盖机构(13)把盖和砂轮在砂轮定位装置(15)中压成一体,装配成功。
组装机的动力经过齿轮(11)传入拨砂轮装置(17)中,拨钗(23)转动时把装配好的砂轮从砂轮定位装置中拨下.参考图3.
4.支承架()20将拨砂轮装置固定在机架上,动力从齿轮(19)传入,经过轴(21)和联轴器(22)把动力传给拨钗(23),拨钗(23)的转动角速度比砂轮组装机的快,拨钗(23)上的花纹接触组装好的砂轮,从而把砂轮从组装机上拨下.参考图4.
5.大弹簧(31)使压盖机构一端贴在凸轮上另一端贴在砂轮定位装置上,在动力的作用下,滚轮(24)在凸轮上滚动,使轴1(25)按凸轮曲面左右运动,轴1(25)推动螺钉(26)和螺母(27),螺钉(26)推动轴2(28),轴2(28)顶端将盖与砂轮压成一体.当凸轮退回时,大弹簧(31)作用下轴2(28)退回,顶针(30)和顶管(34)把粘在轴2(28)端头的砂轮盖顶脱.松开螺母(27),拧螺钉(26)就能够调节轴2(28)顶端伸出的距离,从而能够调节加工的尺寸,松开螺母(32)调动调节管(33),能够调节弹簧(31)压力,和顶管(34)顶出的距离.调节好后,工作时顶针(30)和顶管(34)是不动的,只有轴2(28)的运动完成压盖和脱盖.参考图5.
6.左盖和砂轮从导轨嘴1(39)进入定位装置定位板(36,45)斜面上,定位装置转动左盖和砂轮沿着定位板(36,45)的斜面进入定位槽中.同时右盖经过导轨嘴2(40)进入定位板(45,43)斜面,随着定位装置的转动,右盖也进入定位槽中.这时定位装置两端的压盖机构将盖压入砂轮上.参考图6.
7.打火机砂轮组装机,本样机一台装有三台组装机,根据需要能够装多台或一台,都是我们要求的权利范围.
本创造的优点在于:
一种机械自动化机器来组装打火机砂轮,高效率,高质量,降低劳动强度.其结构简单,成本低体积小.最高效率能够达到每分钟0个,是人工组装的几十倍.
附图说明:
图1是打火机砂轮组装机总图。
图2是图1的导轨组成爆炸图。
图3是图1的砂轮组装机爆炸图。
图4是图3的拨砂轮装置爆炸图。
图5是图3的压盖机构。
图6是图3的砂轮定位装置。
看我的文件,下载我的文件请信佛教,否则会出车祸,成吊死鬼.
 升级会员
升级会员 