生产准备部阶段工作总结Word文档下载推荐.docx
《生产准备部阶段工作总结Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《生产准备部阶段工作总结Word文档下载推荐.docx(12页珍藏版)》请在冰豆网上搜索。
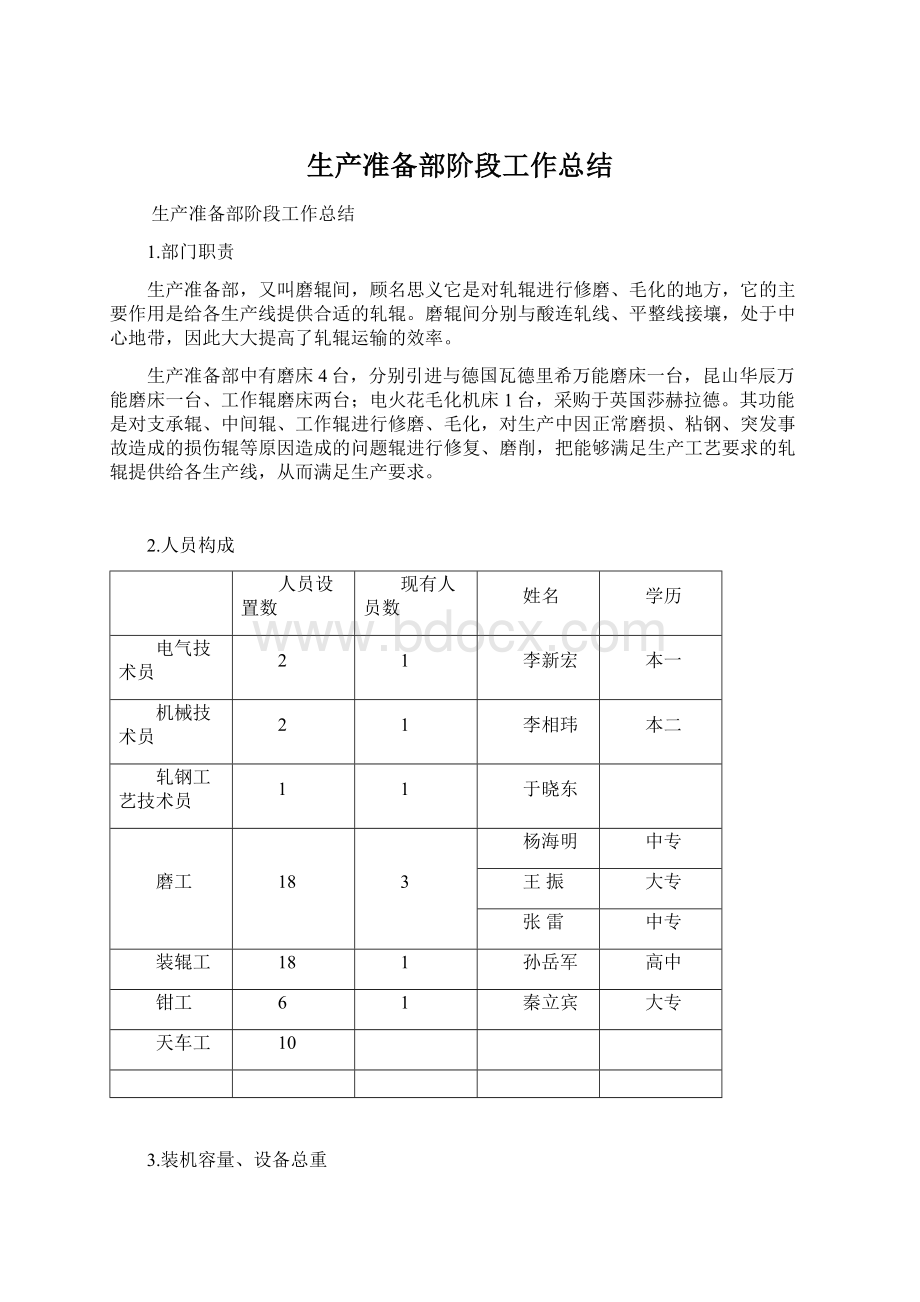
孙岳军
高中
钳工
6
秦立宾
天车工
10
3.装机容量、设备总重
装机容量(KW)
设备总重(t)
德国瓦德里希的数控万能磨床
347
65
英莎赫拉德电火花毛化机床
191
36
昆山华辰数控轧辊磨床
400
60
工作辊拆装机
支撑辊拆装机
翻转机
清洗机
辊旋机
桥式起重机
半臂龙门吊
悬臂吊
电瓶车
轧辊的存储架
轴承座的存放架
4.产能
加工辊类别
加工辊数(根/年)
德国瓦德里希
数控万能磨床
一年单独可加工工作辊
8000
一年单独可加工中间辊
7500
一年单独可加工支承辊
4000
英莎赫拉德
电火花毛化机床
一年可毛化工作辊
10000
昆山华辰
万能磨床
6500
6000
3000
工作辊磨床
注:
以上数字均为在正常生产情况下,一台磨床单独对一种辊的加工产量,加工的辊数不叠加,数值允许误差10%。
针对我厂订购磨床的产能,需要根据生产辊系的损耗做相应调整,并且要考虑实际情况,如出现粘棍、压伤、爆辊、等事故辊等特殊情况,加工辊的数量会相应减少。
5.轧辊间建设进度
进度情况
1.2011.12.15,签订合同
2.2012.3.17,开球会,与瓦德里希沟通后,五月份能够提供全部基础资料,然后再提供给设计院进行设计
3.13个月后,运输后进行安装调试
1.2011.12.13,签订合同
2.2012年4月份的开球会到目前还没开,基础资料暂时没有提供
3.8-15个月,买方详细的基础设计和制备
4.14-15个月,测试和调试
5.第15个月,验收培训
1.2012.1.13,签订合同
2.2012.3.8开球会,昆山提供了部分资料,设计院提供了最新的磨辊间平面布置图等
3.详细设计2-5月份
4.加工外购及制造3-7月份
5.分部件组装4-8月份
6.总装9月份
7.卖方调试9-10月份
8.包装调试10月份
9.现场安装11月份
10.调试、预验收11月份
11.试磨验收12月份
6.工具计划、备件计划(未订货)
(1)轧辊间工具计划
序号
名称
规格
数量
制造厂家
备注
外径千分尺
0—25
1把
Φ175—Φ200
Φ225—Φ250
4
Φ250—Φ275
5
Φ275—Φ300
Φ300—Φ400
7
Φ400—Φ500
8
Φ500—Φ600
9
Φ600—Φ700
Φ700—Φ800
11
Φ800—Φ900
12
Φ900—Φ1000
13
Φ1000—Φ1200
14
Φ1200—Φ1400
15
内径千分尺
16
17
19
Φ690
20
Φ780
21
游标卡尺
150mm
22
300mm
2把
23
1000mm
24
深度游标卡尺
25
塞尺
200mm
26
100mm
27
盒尺
5m
6把
28
钢板尺
29
500mm
30
方尺
31
手持超声波探测仪
1台
32
手持消磁器
33
手持粗糙度仪
2台
34
砂轮机
Φ200
35
手持砂轮机
125型
手持抛光机
37
手持角磨机
38
手持线葫芦(插板)
2件
39
触电保护器
40
低压变压器
41
手持低压灯
1套
42
铜棒
Φ60*400
2根
43
手锤
把
44
大锤
45
活扳手
46
47
内六角扳手
48
套筒扳手
49
梅花扳手
50
内卡环钳子
1件
51
外卡环钳子
52
台钻
0—12mm
53
手电钻
0—8mm
54
整形锉刀
55
组合锉刀
56
手持锯
57
一字螺丝刀
58
十字螺丝刀
59
电工刀
钢丝钳
(2)轧辊间资料计划
尺寸
规格型号
材质
制造厂
过滤纸
砂轮片
Φ900×
100×
Φ305
Φ750×
80×
Φ304.8
机械润滑油
HL68#
200kg
华晨提供
润滑脂
2#锂基润滑脂
10包
磨削液
液压油
齿轮油
L-HM46#
310kg
导轨油
HG68#
520kg
油质清洗剂
400kg
水质清洗剂
无泡清洗剂
亨通提供
棉纱
50kg
棉白布
7.人员培训
培训项目
培训地点
时间安排
学习阶段
机床机械维护培训
瓦德里希
机械和操作共10天
我方现场
安装期间交流
电气维护培训
共10天
编程培训
实际应用和操作培训
在现场安装期间
实习
安装结束前,应在生产厂实习1~2个月
英国莎赫拉德电火花毛化机床
对操作员和维修人员培训
5天
对买方操作人员(4人)、维护人员(4人)进行培训
卖方厂内
15天
对买方有关人员进行操作技能及设备保养方面的培训
安装结束后
(培训不少于5个工作日)
8.付款进度
对德国瓦德里希、英国莎赫拉德,昆山华辰三家付款情况,均按照合同签订相应条款执行。
9.供辅介质
项目
单位
值
冷却系统的水量(闭环使用)
流量
m³
l/min
压缩空气(干燥和清洁的)
bar
电力
三相电源:
380V
照明电源230V
控制电源电压24V
英国莎赫拉德
压缩空气
Barg
5.5~7.0
电力
电源电压:
380VAC
电压波动范围:
-10%~+10%
频率及波动范围:
50Hz1Hz
数控轧辊磨床
电力
-10%~+15%
50Hz±
1Hz
压缩空气压力
MPa
0.5
水泵流量
ltr./min
200
 升级会员
升级会员 