云南钢铁厂850mm热轧连机工程设备安装施工方案Word下载.docx
《云南钢铁厂850mm热轧连机工程设备安装施工方案Word下载.docx》由会员分享,可在线阅读,更多相关《云南钢铁厂850mm热轧连机工程设备安装施工方案Word下载.docx(13页珍藏版)》请在冰豆网上搜索。
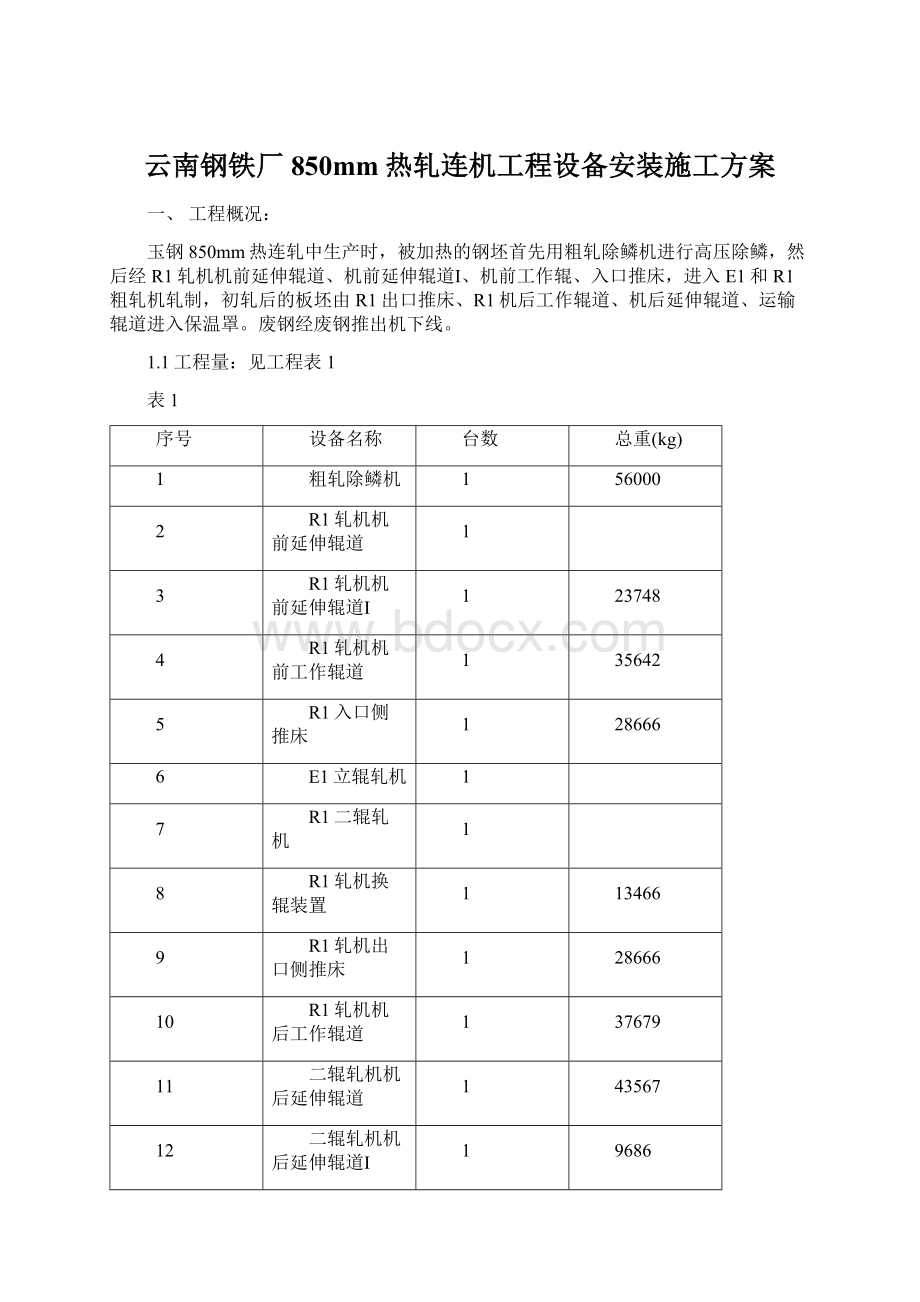
35642
5
R1入口侧推床
28666
6
E1立辊轧机
7
R1二辊轧机
8
R1轧机换辊装置
13466
9
R1轧机出口侧推床
10
R1轧机机后工作辊道
37679
11
二辊轧机机后延伸辊道
43567
12
二辊轧机机后延伸辊道Ⅰ
9686
13
二辊轧机机后运输辊道
76802
14
保温罩
27089
15
废钢推出机
40133
16
R1轧机主传动装置
1.2工程特点
主轧跨内R1二辊轧机,单片牌坊重量49吨、E1轧机牌坊重量47.1345吨。
线上单台32/5吨航车均不能直接将牌坊吊装就位,必须用两台自行式起重卸车及抬吊就位。
或者使用两台车间桥式起起重机加一根扁担梁进行抬吊。
轧机运行速度快,轧制线长,设备关联性非常强,每套设备的安装精度都对前后相关联的设备影响较大,安装定位难度大,必须对轧机的中心标高、基准点的设置位置、测量精度、设备定位检测予以充分重视,特别是E1R1二辊轧机位置精度的控制要求很高。
轧机设备在找平时,无论是采用座浆或其它方法,其底座的找平精度均须严格按公司的内控标准执行,关键设备的基准底板按零误差找平找正。
施工中将与设计院、监理单位、国内配套设备制作商代表、外方专家、甲方代表协作,并接受他们的监督和指导。
此项工程甲方要求在8月10日过钢,为保证甲方尽快投入生产,缩短甲方的投资回收期,使甲方获得更高的经济效益,我方保证在设备到位后与时间竞争,分秒必争地进行机械设备、液压润滑系统、高压水系统的安装。
二、编制依据
2.1玉钢提供850mm轧钢设备施工图
2.2工程合同
2.3玉钢850中宽带钢热连轧机机械技术规格书
2.4《冶金机械设备安装工程施工及验收规范》(轧钢设备)
2.5《冶金机械设备安装工程施工及验收规范》(液压、润滑和气动系统)YBJ207-85
2.6《冶金机械设备安装工程施工及验收规范》通用规定YBJ201—83
2.7十九冶机装公司以往轧钢工程的施工经验及技术总结
2.8十九冶机装公司认证办文件机质办[1997]02号
三、大临布置:
3.1设备堆放场地:
设备安装期间,由于设备较多,为了施工的顺利进行及设备的安装保管,需在初轧区设置20*30M2堆放场地。
并安排专人进行看管。
3.2垫板的研磨平台:
该工程所需垫板较多,且规格各异,精度较高。
需设置专门的垫板研磨平台。
拟在“工具房及材料堆放处”用δ=20mm的钢板及道木铺设(5*25)M2的钢平台,供垫板研磨使用。
3.3用水、用电安排:
在施工期间,需使用大量的电动工具,拟需电量、水量分别为:
200Kw、6M3/天。
四、主要施工措施
3.1施工流程图
3.2施工程序
熟悉施工图,配备施工机具和特殊机械,落实施工人员,编制施工方案,搭设大临设施,垫板加工。
复查土建专业交接的设备基础的中心线,基础外形尺寸、标高,地脚螺栓或预留孔洞的中心线复查。
轧线的设备基础必须塞沉降观测点,在基础验收交付时就开始进行定期沉降观测,若发现基础有不均匀沉降时应采取措施,为减少基础沉降对安装精度的影响,找正时标高应取证偏差。
对所有设备基础上与二次灌浆层相接触的表面均应铲麻面,铲麻面的范围,设备底座的长宽方向大于100-200mm,铲麻面的大小直径约φ30-50mm,深10-20mm均可,局部铲麻面的距离为50-100mm。
座浆坑的长度和宽度应比垫板的长度和宽度大60-80mm,座浆坑凿入基础表面的深度不小于50mm。
设备底座下的垫板的配置和座浆的操作规程参考《机械设备安装工程施工及验收通用规范—GB50231-98》中附录《斜垫板、平垫板》附录F《座浆法放置垫板操作规程》中执行。
座浆时,应用我公司的配合比配料,在座浆的同时做100×
100×
100的混凝土试块9块,分别按7、28天得出试块的强度报告。
对于运输到现场的安装设备进行开箱检查、清点,以图纸为准对设备的外形尺寸、地脚螺栓孔的孔距进行复查,设备制造是否有缺陷,零部件数量进行清单,及时发现设备供应存在的问题,及时向业主和设备供应商反馈。
3.3粗轧机安装
轧机属于重载、高速运转设备,所以安装时对垫板相互接触面要求较高,需对垫板进行配对研磨处理。
要求垫板相互接触面积大于75%,且用0.05mm的塞尺塞入周边,塞入深度不超过垫板长度的1/3。
垫板布置考虑到采用座浆方法,平垫板与斜垫板组合。
首先进行垫板座浆(先座浆法)并找正、找标高→轨座清洗、除漆、修磨→吊装就位、找正、找平、找标高。
找正轨座时,应力求精确,以利保证两法牌坊的安装精度,具体安装技术要求见表2。
表2:
名称
测量工具
备注
底座标高
±
0.30mm
精密水准仪
横向中心
0.50mm
精密经纬仪
纵向中心
水平度
0.05mm/m
精密水准仪
平行度
地脚螺栓的紧固是保证轧机等设备安装质量的又一个重要环节。
此轧机地脚螺栓为M90*2300,使用“游锤法”进行紧固并并判断紧固力。
本工程轧机牌坊与轨座直接结合面要求没有间隙,所以轨座安装时,先将一个入口轨座找正紧固,然后再找正出口轨座。
由于牌坊尺寸较大,高6.535米,单片重49吨,吊装就位采用2台32/5吨行车抬吊,因此就位比较困难。
为了使牌坊容易吊装就位,安装轨座时要求两轨座跨距相对设计尺寸(1400mm+1400mm)有意识的放大0.5~1.0mm,机架安装就位完后将出口侧轨座用100t液压千斤顶复位。
复位前将出口侧轨座的垫板相互间用电焊焊牢,防止松动。
位于主轧跨的E1R1二辊轧机牌坊高6.535米,R1牌坊单片重49吨,E1牌坊重约50吨。
安装时采用两台行车共同吊装。
因此需制作一根抬梁。
(见下图)。
为防止吊装过程中钢丝绳损坏压下螺丝孔,用δ=12mm的钢板卷制成Φ530mm*12mm的圆筒。
并在卷筒和孔之间用胶皮填充,卷筒两端用钢板焊接凸缘,并点焊在机架上。
R1轧机牌坊的吊装
机架是轧机机组众多设备中重量最大的设备,也是轧机构成的重要骨架。
因此对安装质量要求很高,也对机架的吊装提出了较高的要求。
轧机牌坊移到安装位置后,首先将牌坊直立起来,然后才能吊装就位。
考虑到行车吊装能力问题,牌坊直立过程中始终不要离地和向后滑移。
吊装钢绳采用Φ52mm两对配合。
首先轧机牌坊进场后,用制作好的横梁和两台主轧跨32/5t吊车将轧机牌坊吊离车箱,将拖车开走,用枕木轧机基础垫平,将轧机牌坊吊运到指定位置后,两吊车将牌坊直立,待传动侧牌坊吊离地面后,再将基础上的枕木和钢板撤走,再进行安装就位。
吊装完成传动侧,即可以吊操作侧牌坊。
吊装两片牌坊时注意侧量轨座与牌坊连接的侧向楔键中心偏差及配合尺寸,确认入口侧轨座及出口侧轨座安装定位正确。
传动侧、换辊侧两个机架就位于轨座后,找正牌坊,确认无误后,即开始吊装上下横梁。
上下横梁装配紧固后,用100T液压千斤顶将轨座复位,并复查合格后开始对机架进行找平、找正。
检测项目和安装精度如表3:
表3:
检测项目
安装精度
检测方法
机架窗口垂直度
机架侧面垂直度
0.10mm/m
机架轧制线方向水平度
水平仪
机架主传动方向水平度
传动方向中心线
轧制方向中心线
精密经纬仪
机架和轨座密合度
接触面>75%
0.05mm塞尺
轧机机架安装完后即可安装压下装置,首先对压下丝杆和螺母进行检查,清洗。
压下螺母装入机架孔应先检查其端面,要求其端面与机架孔接触面用0.05mm塞尺不能塞入,且接触均匀,吊装时,先按设备出厂装配号,将压下丝杆旋入螺母内。
然后利用压下丝杆端部的吊环进行吊装。
R1压下重19.387吨,用二台行车进行吊装,先用一台行吊的大钩将压下丝杆、螺母吊到机架窗口处,再用另一台的大钩挂上钢丝绳、倒链(25吨)从压下孔中穿过,将压下装置吊起,如果第二台行车不能到位,就用一台50t坦克吊配合。
随即第一台大钩下降,第二台大钩上升。
使吊装重量全部转移到第二台上,摘掉第一台的大钩,第二台行车起升。
当螺母端面快靠到机架孔端面时(50~100mm),再用倒链匀速起吊就位。
最后用固定螺母的倒链将其就位。
装配时一定按设备上所打的字头对号进行。
轧机传动装置主要由主电机、联轴器、人字齿轮箱、传动轴支承座、万向联轴器等构件组成。
人字齿轮箱位于主电室跨与主轧跨之间(由于图纸不全,其具体重量不明),吊装时拟采用主电室跨与主轧跨行车吊装。
垫板采用研磨法,其规格为280mm*150mm。
轴托架、齿轮箱横向中心线以安装好的机架窗口中心线为准。
安装技术要求见表4。
表4:
项目
允许值
1
标高
0.30mm
2
中心线(纵向)
3
中心线
0.50mm
4
0.05/1000
框式水平仪
先一轧机上的轨道为准,安装找正车间内轨道。
待轨道安装完毕,再安装其上的换辊小车及液压装置。
安装换辊装置时应注意:
滑轨座和液压缸中心线偏移,两滑轨面与机架内的滑道表面应在同一水平面上,滑板装到滑轨上时,两滑动面之间必须涂上足够的润滑脂,以防止生锈。
其余安装技术要求按自检记录执行。
检测(技术要求)见下表5:
表5
极限偏差
测量方法
钢轨纵向水平度
0.50/1000
水平仪、水准仪
钢轨横向水平度
0.80/1000mm
轨道轨距差
工作辊轨道中心线
经纬仪
支撑辊轨道中心线
轨道标高
水准仪
液压缸标高
液压缸中心线
8.
液压缸水平度
0.20/1000
3.4立辊轧机:
立辊轧机包括底座,侧框架、轴承座、轧辊及传动装置。
立辊轧机施工时,牌坊等吊装可采用R1轧机的方法进行施工。
3.5轧辊施工(支承辊油膜轴承组装)
油膜轴承为全封闭式的溢流润滑精密轴承,它们通过流体动力产生的油膜而起作用。
油膜轴承是由精加工制作而成,加工精度高、戌合间隙小、结构复杂。
组装前需认真检查各装配尺寸,并认真清洗干净各零部件和油孔、油槽清洗组装过程不能碰伤零件。
轧机油膜轴承需现场组装,组装前参加施工人员应认真熟悉图纸和油膜轴承说明书,不得盲
 升级会员
升级会员 