基于PLC 的四节传送带课程设计毕业设计论文文档格式.docx
《基于PLC 的四节传送带课程设计毕业设计论文文档格式.docx》由会员分享,可在线阅读,更多相关《基于PLC 的四节传送带课程设计毕业设计论文文档格式.docx(18页珍藏版)》请在冰豆网上搜索。
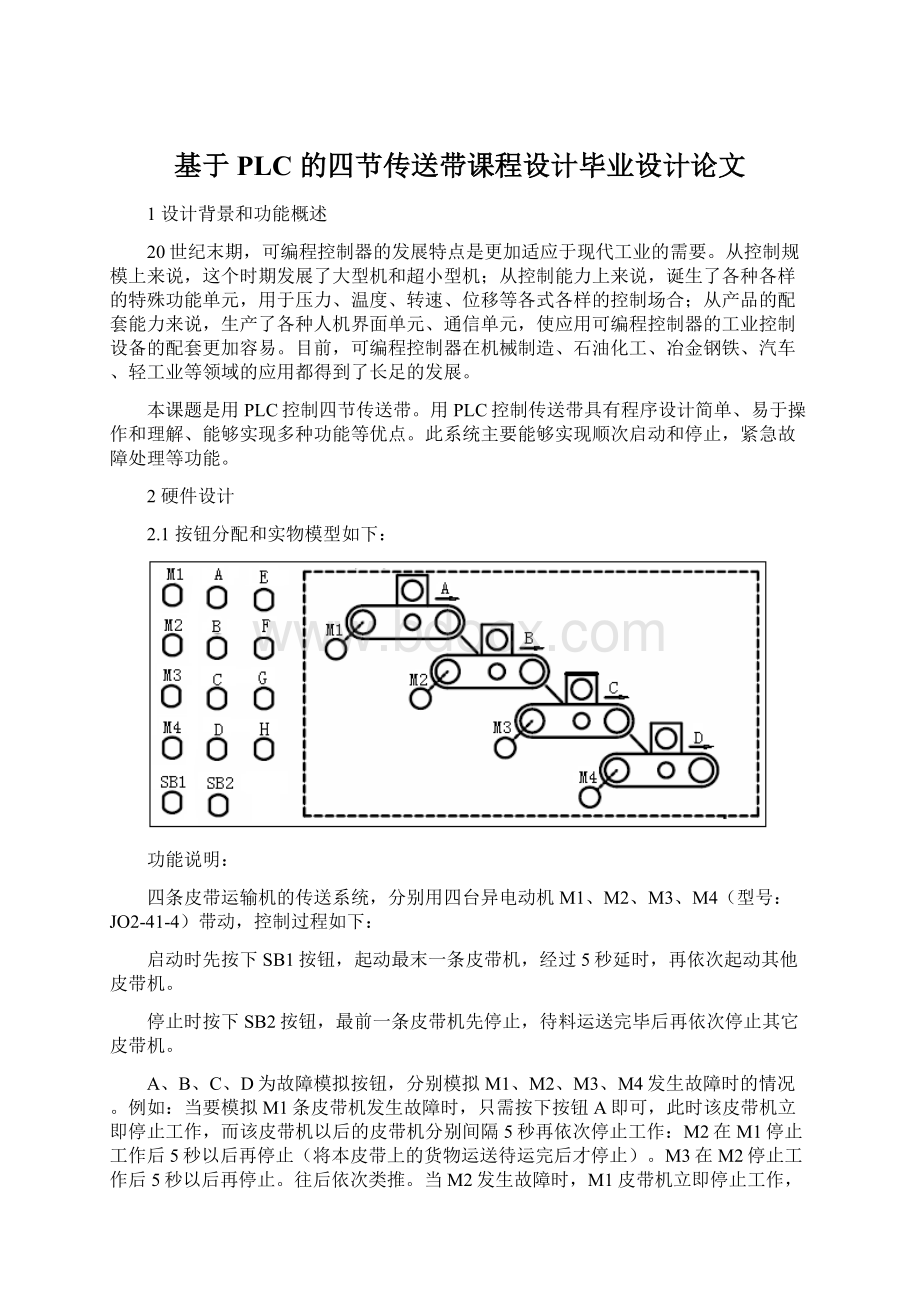
JO2-41-4)带动,控制过程如下:
启动时先按下SB1按钮,起动最末一条皮带机,经过5秒延时,再依次起动其他皮带机。
停止时按下SB2按钮,最前一条皮带机先停止,待料运送完毕后再依次停止其它皮带机。
A、B、C、D为故障模拟按钮,分别模拟M1、M2、M3、M4发生故障时的情况。
例如:
当要模拟M1条皮带机发生故障时,只需按下按钮A即可,此时该皮带机立即停止工作,而该皮带机以后的皮带机分别间隔5秒再依次停止工作:
M2在M1停止工作后5秒以后再停止(将本皮带上的货物运送待运完后才停止)。
M3在M2停止工作后5秒以后再停止。
往后依次类推。
当M2发生故障时,M1皮带机立即停止工作,而M2以后的皮带机则依次间隔5秒以后再停止工作。
M3、M4发生故障时情况与此相同。
E、F、G、H为重物模拟按钮,分别模拟四个皮带机上有重物是的情况。
当按下E时M1皮带机立即工作5秒后停止,而M2立即开始工作且5秒后停止,M3、M4分别间隔5秒后工作然后停止。
停止时只需按下按钮SB2,这时M1皮带先停止工作,然后M2、M3、M4依次停止工作。
2.2选择PLC型号
PLC的选择主要应从PLC的机型、容量、I/O模块、电源模块、特殊功能模块、通信联网能力等方面加以综合考虑。
PLC机型选择的基本原则是在满足功能要求及保证可靠、维护方便的前提下,力争最佳的性能价格比。
选择时应主要考虑到合理的结构型式,安装方式的选择,相应的功能要求,响应速度要求,系统可靠性的要求,机型尽量统一等因素。
2.2.1基本单元
S7-200系列PLC中可提供4种不同的基本型号的8种CPU供选择使用,其输入输出点数的分配见下表:
S7-200系列PLC中CPU22X的基本单元
型号
输入点
输出点
可带扩展模块数
S7-200CPU221
6
4
—
S7-200CPU222
8
2个扩展模块78路数字量I/O点或10路模拟量I/O点
S7-200CPU224
14
10
7个扩展模块168路数字量I/O点或35路模拟量I/O点
S7-200CPU226
24
16
2个扩展模块248路数字量I/O点或35路模拟量I/O点
S7-200CPU226XM
2.2.2编程器
PLC在正式运行时,不需要编程器。
编程器主要用来进行用户程序的编制、存储和管理等,并将用户程序送入PLC中,在调试过程中,进行监控和故障检测。
S7-200系列PLC可采用多种编程器,一般可分为简易型和智能型。
简易型编程器是袖珍型的,简单实用,价格低廉,是一种很好的现场编程及监测工具,但显示功能较差,只能用指令表方式输入,使用不够方便。
智能型编程器采用计算机进行编程操作,将专用的编程软件装入计算机内,可直接采用梯形图语言编程,实现在线监测,非常直观,且功能强大,S7-200系列PLC的专用编程软件为STEP7-Micro/WIN。
本实验采用S7—200CPU226的可编程控制器
2.3PLC的I/O分配连线图如下:
2.4输入/输出接线列表
输入
SB1
A
B
C
D
E
F
G
H
SB2
接线
I0.0
I0.1
I0.2
I0.3
I0.4
I0.6
I0.7
I1.0
I1.1
I0.5
输出
M1
M2
M3
M4
Q0.1
Q0.2
Q0.3
Q0.4
其中I0.0为系统启动按钮,I0.1、I0.2、I0.3、I0.4为故障模拟钮子按钮,I0.6、I0.7、I1.0、I1.1为重物模拟按钮,I0.5为系统停止按钮。
Q0.1、Q0.2、Q0.3、Q0.4为电动机M1、M2、M3、M4的输出。
3软件流程图
PLC本身有多种程序设计语言,如梯形图语言、指令语句表语言、功能表语言等。
其中梯形图语言沿袭传统的电气符号控制图,但简化了符号,编程容易且直观。
根据设计要求,其中两种情况:
皮带机发生故障和皮带机上有重物。
具体流程图如下:
3.1发生故障时的流程图如下:
3.2传送带上有重物时的流程图如下:
4-1软件设计——设计梯形图
面板
M1故障
M2故障
M3故障
M4故障
PLC
Q4.1
Q4.2
Q4.3
Q4.4
4-2、程序2
5调试结果
传送带正常运转时:
当按下启动按钮SB1时,先启动最后一个传送带,然后经过5S的延时,启动第三个传送带,依次经过5S延时,启动其他传送带;
当按下停止按钮SB2时,第一个传送带停止运转,其余传送带按正向依次经过5S的延时停止运转。
传送带发生故障时:
当A传送带发生故障时,第一个传送带停止运转,其余传送带按正向依次经过5S的延时停止运转。
当故障解除时,四个传送带均正常运行;
当B传送带发生故障时,第一、二个传送带停止运转,其余传送带按正向依次经过5S的延时停止运转。
当C传送带发生故障时,前三个传送带停止运转,第四个传送带经过5S的延时停止运转。
当D传送带发生故障时,四个传送带均停止运转。
6结束语
PLC应用技术是一门实践性很强的专业课,可PLC编程控制器技术在当今社会发展异常迅速,各生产厂家也推出了许多强大的新型PLC、各种特殊模块和通信联网器件,使可编程控制器成为集微机技术、自动化技术、通信技术于一体的通用工业控制装置,成为实现工业自动化的一种强有力的工具。
经过这次设计我学到很多很多的的东西,不仅巩固了以前所学过的知识,而且学到了很多在书本上所没有学到过的知识。
而且通过这次课程设计使我懂得了理论与实际相结合是很重要的,只有理论知识是远远不够的,只有把所学的理论知识与实践相结合起来,从理论中得出结论,才能真正的学到知识,从而提高自己的实际动手能力和独立思考的能力。
最后感谢老师的授课和教导!
7参考文献
1吴中俊、黄永红.可编程序控制器原理及应用.北京:
机械工业出版社,2003
2陈金华等编著.可编程控制器(PC)应用技术.北京:
电子工业出版社,1995
3刘顺禧等编著.电气控制技术.北京:
北京理工大学出版社,2000
4廖常初主编.PLC编程及应用.北京:
机械工业出版社,2002
5何衍庆等编著.编程序控制器原理及应用技巧.北京:
化学工业出版社,2000
6陈在平,赵相宾主编.可编程序控制器技术与应用系统设计.北京:
 升级会员
升级会员 