机械制造基本工艺习题集文档格式.docx
《机械制造基本工艺习题集文档格式.docx》由会员分享,可在线阅读,更多相关《机械制造基本工艺习题集文档格式.docx(21页珍藏版)》请在冰豆网上搜索。
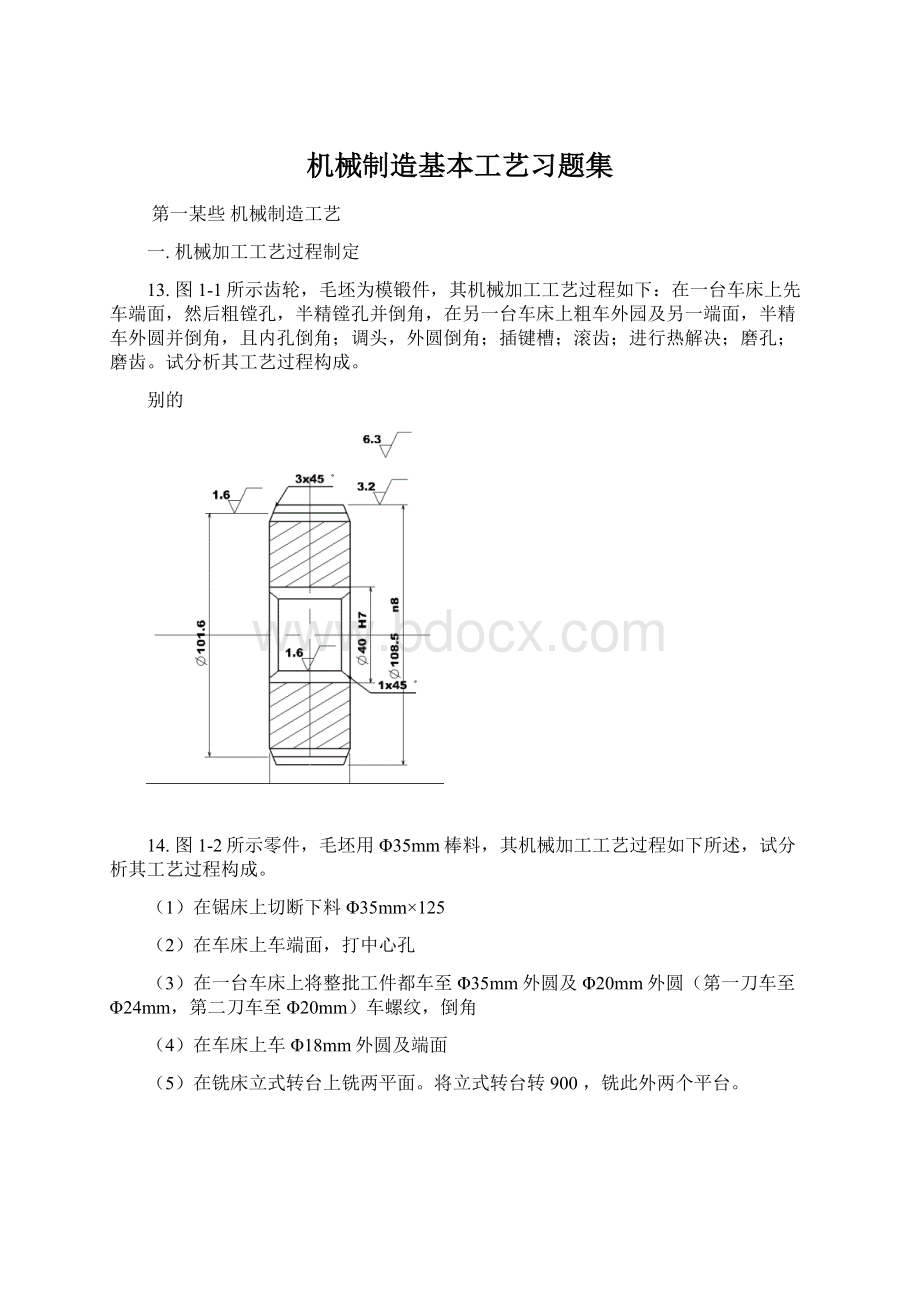
125
(2)在车床上车端面,打中心孔
(3)在一台车床上将整批工件都车至Φ35mm外圆及Φ20mm外圆(第一刀车至Φ24mm,第二刀车至Φ20mm)车螺纹,倒角
(4)在车床上车Φ18mm外圆及端面
(5)在铣床立式转台上铣两平面。
将立式转台转900,铣此外两个平台。
4.在车床上采用三爪卡盘夹持圆棒料车削时,若三爪卡盘三个爪中心与机床主轴回转轴线同轴度偏差为δ(如图a所示)
试问:
(1)对所加工外圆直径有无直接影响?
(2)在加工如图b所示阶梯轴时,先夹持B加工A,C,再调头夹持A加工B,对其同轴度有无影响?
其数值关系如何?
(3)对工件横断面形状有何影响?
5.在车床上镗孔,若浮现如下三种状况:
(A)毛坯孔轴线倾斜,加工余量不均匀(如图示),且刀杆刚度差
(B)刀具很易磨损;
(C)机床主轴颈有椭圆度误差,试分析上述三种状况对孔加工精度影响,并画出加工后孔形状与位置。
6.使用端铣刀铣平面时,有时为了减少铣刀刀刃在已加工表面上啃刀现象,提高加工表面光洁度,减少刀具磨损,将铣刀轴线偏斜一种很小角度,假设主轴轴线与工作台成880(如图所示)。
试预计加工面会产生如何误差?
如铣刀直径为240mm,工作宽为50mm,则此项误差值多大?
7.设在某机床上加工一批轴外圆,其尺寸为Φ20-0.1,已知该工序尺寸分布为正态分布,其均方根偏差δ=0.025,若公差带中点相对曲线中线向左偏了0.03mm(见图),试求此工序加工时合格率和废品率。
8.图示铸件,采用如下工艺过程加工Φ40+0.025孔,
(1)粗镗,
(2)精镗,(3)磨孔,试拟定各工序尺寸和毛坯孔尺寸。
9.加工图示阶梯轴圆柱表面,试拟定Φ38-0.025某些毛坯尺寸,工序尺寸及相应公差。
已知该轴毛坯为45号钢锻件,Φ38-0.025工艺路线为:
(1)粗车,
(2)精车,
(3)淬火,
(4)磨外圆,加工时一头采用卡盘,另一头采用顶针定位:
10.用查表法拟定图中所示套筒加工余量,计算各工序得工序尺寸(和毛坯尺寸),并画出工序余量和工序公差分布图:
已知:
毛坯用自由锻造件,各工艺过程为:
外圆:
粗车——精车——淬火——精磨
孔:
粗镗——精镗——淬火——精磨
端面:
粗车——精车
15.试分析图1-3中各零件加工重要表面时定位基准(粗、精基准)应如何选取?
p2页题15,试分析图1-3中各零件加工重要表面时定位基准(粗、精基准)应如何选取?
16.图1-4所示零件A、B、C面,Φ10H7及Φ30H7孔均已加工过,试分析加工Φ12H7孔时,选用哪些表面定位最合理?
为什么?
20.试计算小轴(图1-8)大端外圆表面加工中各道工序工序尺寸及公差,已知:
零件材料为普通精度得热轧圆钢,工件夹在顶尖上加工,零件加工过程如下:
(1)下料,
(2)车端面,钻中心孔,(3)粗车各面,(4)精车各面,(5)热解决,(6)研磨中心孔,(7)磨外圆。
26.试拟定如图1-14所示轴加工顺序,该零件为45钢,属成批生产,毛坯为棒料,调质硬度HRC25-30。
20.计算小轴(图1-8)大端外圆表面加工中各道工序工序尺寸及公差,已知零件材料为普通精度得热轧圆钢,工件夹在顶尖上加工,零件得加工过程如下:
(1下料,
(2)车端面,打中心孔,(3)粗车各面,(4)精车各面,(5)热解决,(6)研磨中心孔,(7)磨外圆。
21.如图1-9所示套筒材料为45钢,采用下述工艺过程进行加工:
粗镗——半精镗——热解决——磨削,试拟定Φ500.0250mm孔得各工序尺寸及公差。
11.在车床上采用调节法加工图示阶梯轴,加工时,以端面定位,先加工端面3,保证尺寸150-0.05而后加工端面2,加工端面2时应以端面1调节刀具,试计算调节尺寸x。
12.如果更改上题加工过程,在上工序加工出尺寸100+-0.05,本工序以面2定位,加工端面1,试计算本道工序调节尺寸x应为多少才干保证尺寸150-0.05,若无法满足,应采用什么办法?
13.套筒零件轴向设计尺寸如图所示,在本道工序中加工内孔A以及底平面B,为能用普通量具度量,需换算出工序尺寸A,试求A:
88/p22。
图示为套筒零件图,b)为车削工序图,c)为钻孔时三种定位方案加工简图,钻孔时为保证设计尺寸10+-0.1mm,试计算三种定位方案得工序尺寸(A1δ1,A2δ2,,A3δ3)
a)零件图b)车外圆及端面c)钻孔
91.图1-47(a)为衬套零件简图,(b)为按工艺路线绘制得工序图:
工序1:
粗车大端外圆,端面及粗镗孔
工序2:
粗车小端外圆,端面及底面
工序3:
精车大端外圆,端面及精镗孔
工序4:
精车小端外圆,端面及肩面
工序5:
磨内孔及大端端面
工序6:
磨小端外圆及肩面
试用跟踪法(或图论法)拟定工序尺寸及公差。
17.一轴承套轴向尺寸规定如下,已知某些工序尺寸如图a,b,c,d所示,试按极值法校核该工序尺寸能否保证设计规定?
P18题57车销一批轴外圆,其尺寸规定为Ф20-0。
20mm,若一工序尺寸安正态分布,均方差σ=0.025mm,公差带中心不大于分布曲线中心,其偏移值Δ0=0.03mm.试问该批工件常值系统误差及随机误差,并计算合格率和废品率。
58.加工一批工件外圆,图中规定尺寸为Ф26±
0.07mm,若加工尺寸安正态分布,加工后发既有8%工件为废品,且一半废品中尺寸不大于下偏差,试拟定该工序所能达到加工精度。
59.在车床上车销一批小轴,经测量实际尺寸不不大于规定尺寸,从而必要返修小轴为24%,不大于规定尺寸而不能返修为2%。
小轴直径公差为δ=0.16mm,整批工件实际尺寸安正态分布,试拟定该工序均方差σ,并判断车刀调节误差为多少?
在自动机床上加工一批小轴,从中抽检200件,若以0.01mm为组距,将该批工件安尺寸大小分组,所测到数据如下表:
若图纸加工规定为Ф20+0。
04+0.14mm,试求:
1)绘制该批工件实际分布曲线;
2)计算合格率及废品率;
3)计算工艺能力系数,若该工序容许废品率为3%问工序精度能否满足
4)分产生废品因素,并提出改进方案;
二、夹具某些
22.试拟定下列图中加工带有“▽”符号表面所需限制自由度:
1)
2)
3)
23.依照加工规定拟定所需限制自由度,并拟定定位方式和定位元件:
24.判断定位合理性,并加以改进;
c)
(4)已加工面:
M,N,P,孔A待加工面:
B,C空
规定:
(1)L+-δL,
(2)BN,CM
定位方式:
(1)台阶面
(2)定位销
(3)固定V形块
25.如图所示,工件以M面定位加工孔A,求尺寸B定位误差,安图示尺寸能否达到规定?
如何改进?
26.图示零件以Ф20-0。
2mm为基准,在α=90°
V形块中定位,铣平面ⅠⅡ,试求计算尺寸A1,A2,A3定位误差,设Ф50-0。
2mm和Ф80-0。
2mm同轴。
27.已知套筒零件如图所示专心轴Ф30-0。
22-0.008mm定位车外圆,求内外员同轴度定位误差。
28.右图套筒零件以内孔在圆柱销定位,规定保证原始尺寸A及槽于工件轴线对称度
已知定位孔与定位销配合为Ф20D/db
Ф20D=Ф20+0.023
Ф20db=Ф20-0.020-0.007
外圆C尺寸为Ф50+0.035+0.018
求:
(A)δDa(仅考虑工件自然下与定位销接触状况);
(B)夹紧工件时,手扶住套筒状况下槽对称度误差;
(C)夹紧工件时,手不扶住工件,让其自然下坠与定位销接触状况下槽对称度误差;
(C)=0
29.图示箱体零件,规定镗A孔采用一面两销定位方式,定位销孔2—Ф20+0.05试拟定:
(1)定位销中心距公差
(2)定位销直径与公差[安g6(db)]选用
(3)尺寸H、B和C定位误差;
(4)孔A对M面垂直度定位误差
30.图示一种长套筒零件在车床上专心轴车外圆,车出外圆与已加工内孔径允差为0.07。
已知(A)内孔与心轴配合为Ф30D/db
(B)车床主轴径为0.015
(C)心轴外圆相对于两顶尖孔连线径为0.01
(D)有关误差略
试用误差不等式来校核,采用这样夹具,机车加工工件能否满足工件加工规定?
31.图示圆柱体哦女工技在卧式铣床上用如图所示刀具在V型块上定位铣两斜面E规定保证A-0.3,试用不等式校核
(A)过程中由于加工误差引起A尺寸方向上误差为0.08
(B)用图示对刀块来对刀时,由于对刀不精确引起A尺寸方向误差为0.02
(C)夹具安装对刀块及V型块时,其中心偏差为0.01
(D)误差忽视不计
(E)定位基准外圆直径为:
Ф50-0.2
试求:
(A)尺寸A定位误差ΔA
(B)依照算出ΔA,结合其他已知误差,来检查它们与否满足加工规定?
32.如图所示气动夹紧机构,活塞面积F=25cm2,l1=100mm,l2=80mm,α=100,滚子直径D=20mm,销轴直径d=10mm,求夹紧力W。
(提示:
滚子对斜面当量摩擦角为Φ2’,tgΦ’=d/D*tgΦ2,设取f1=f2=0.15)
33.已知工件公差0.5mm,偏心轮与转轴间,偏心轮和工件间摩擦角Φ1=Φ2=8032’,偏心轮手柄长度L=140mm,原始作用力Q=15公斤。
要获得250公斤加快力,需偏心轮直径D和偏心距各多少?
忽视转轴处摩擦力矩。
34.图示铸件底座零件,以底面定位,采用螺旋压板在两处夹紧,设切削力P=500公斤,板长度190mm,原始作用力10公斤,螺旋当量摩擦角6030’,摩擦系数,螺钉与垫块间为0.15,压板与工件间为0.3,工件与支承板间为0.3。
试拟定螺纹直径。
29/p47.农机工艺教研室
有一批d=60-0.012-0.032mm轴件,欲铣一键槽,工件定位如图2-17所示,保证b=10-0.015-0.065mm,h=55.50-0.05mm,键宽对称于轴中心线,其对称度公差为0.08mm,试计算定位误差。
 升级会员
升级会员 