塑胶件检验标准表格文件下载.xls
《塑胶件检验标准表格文件下载.xls》由会员分享,可在线阅读,更多相关《塑胶件检验标准表格文件下载.xls(8页珍藏版)》请在冰豆网上搜索。
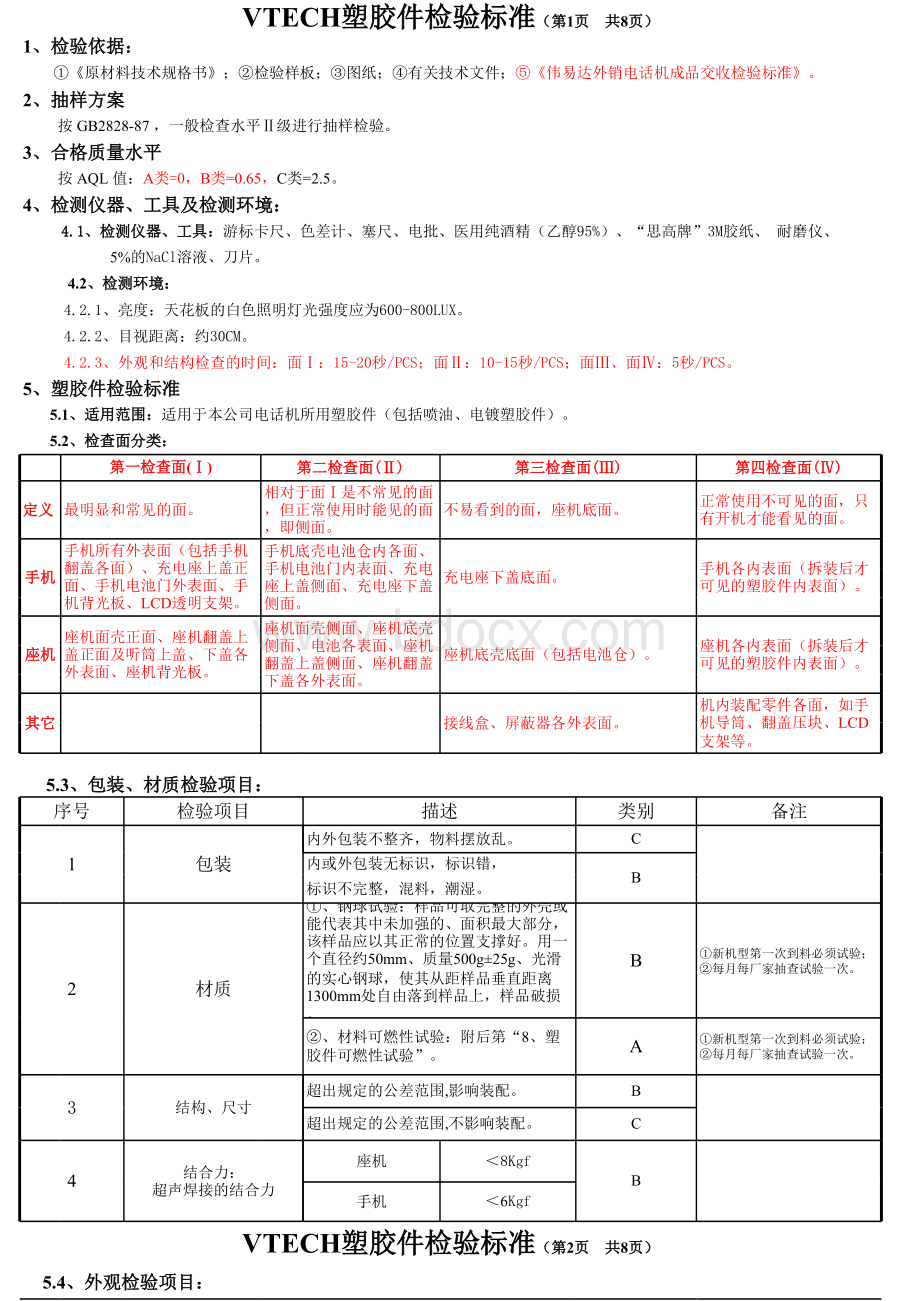
天花板的白色照明灯光强度应为600-800LUX。
4.2.2、目视距离:
约30CM。
4.2.3、外观和结构检查的时间:
面:
15-20秒/PCS;
10-15秒/PCS;
面、面:
5秒/PCS。
5、塑塑胶胶件件检检验验标标准准5.1、适适用用范范围围:
适用于本公司电话机所用塑胶件(包括喷油、电镀塑胶件)。
5.2、检检查查面面分分类类:
第第一一检检查查面面()第第二二检检查查面面()()第第三三检检查查面面()()第第四四检检查查面面()()定定义义最明显和常见的面。
相对于面是不常见的面,但正常使用时能见的面,即侧面。
不易看到的面,座机底面。
正常使用不可见的面,只有开机才能看见的面。
手手机机手机所有外表面(包括手机翻盖各面)、充电座上盖正面、手机电池门外表面、手机背光板、LCD透明支架。
手机底壳电池仓内各面、手机电池门内表面、充电座上盖侧面、充电座下盖侧面。
充电座下盖底面。
手机各内表面(拆装后才可见的塑胶件内表面)。
座座机机座机面壳正面、座机翻盖上盖正面及听筒上盖、下盖各外表面、座机背光板。
座机面壳侧面、座机底壳侧面、电池各表面、座机翻盖上盖侧面、座机翻盖下盖各外表面。
座机底壳底面(包括电池仓)。
座机各内表面(拆装后才可见的塑胶件内表面)。
其其它它接线盒、屏蔽器各外表面。
机内装配零件各面,如手机导筒、翻盖压块、LCD支架等。
5.3、包包装装、材材质质检检验验项项目目:
序号检验项目描述类别备注1包装内外包装不整齐,物料摆放乱。
C内或外包装无标识,标识错,B标识不完整,混料,潮湿。
2材质、钢球试验:
样品可取完整的外壳或能代表其中未加强的、面积最大部分,该样品应以其正常的位置支撑好。
用一个直径约50mm、质量500g25g、光滑的实心钢球,使其从距样品垂直距离1300mm处自由落到样品上,样品破损。
B新机型第一次到料必须试验;
每月每厂家抽查试验一次。
、材料可燃性试验:
附后第“8、塑胶件可燃性试验”。
A新机型第一次到料必须试验;
3结构、尺寸超出规定的公差范围,影响装配。
B超出规定的公差范围,不影响装配。
C4结合力:
超声焊接的结合力座机8KgfB手机6KgfVTECH塑塑胶胶件件检检验验标标准准(第第2页页共共8页页)5.4、外外观观检检验验项项目目:
序序号号项项目目描描述述检检查查面面分分类类接接收收C类类B类类备备注注1污点、杂物、杂色点指明显不同于要求的污点杂物、灰尘点。
A0.2,1个0.2N0.5,N3A0.5,1个或N32个间距应大于50mm;
杂色点需远离商标20mm以上,需远离同色丝印文本10mm以上,宽度0.2mm。
A0.4,1个0.4N1.0,N3A1.0,1个或N3A0.6,1个0.6N1.5,N3A1.5,1个或N3A0.6,1个0.6N1.5,N3A1.5,1个或N32划伤、擦伤、批伤、拖花指塑胶件表面因加工或运输造成的线状损伤痕迹。
5且W0.2,1个15L5,或0.6W0.2N1,L15,或W0.62个间距应大于50mm;
10且W0.4,1个30L10,或1.2W0.4N2,L30,或W1.215且W0.6,3个45L15,或1.8W0.6N3,L45,或W1.8不做要求3刻痕和凹痕指塑胶件表面因模具等造成的线状损伤痕迹。
A0.2,1个0.2A0.5,N0.5,或N32个间距应大于50mm;
A0.4,1个0.4A1.0,N1.5,或N3A0.6,3个0.6A1.5,N1.5,或N9不做要求4披锋指在分型面、顶针孔、镶件等处溢出的多余胶料,外表可见的或可触摸到的。
D0.2D0.2D1.0要求不锋利、不会对人造成伤害。
披锋、毛刺影响到安全、功能、运动、易脱落判为B类。
任何锋利披锋或可能对人造成伤害判为A类。
D0.4D0.4D2.0D0.6D0.6D3.0不做要求5缩水指塑胶件冷却时在表面形成的凹陷。
A4,2个A4,或N22个间距应大于50mm;
因模具设计原因,塑胶生产无法克服的缩水以VTECH认认可可用油性笔特别标注样板为准。
A8,2个A8,或N2A12,6个A12,或N6不做要求6熔接线(夹水纹)指塑胶件成形时流料分流汇合,界面未完全熔合而形成的在表面可见的线状痕迹。
10,W0.2,2个L10,或W0.2,或N22个间距应大于50mm;
因模具设计原因,塑胶生产无法克服的缩水以以VTECHVTECH认认可可用油性笔特别标注样板为准。
20,W0.4,2个L20,或W0.4,或N230,W0.6,6个L30,或W0.6,或N6不做要求VTECH塑塑胶胶件件检检验验标标准准(第第3页页共共8页页)5.4、外外观观检检验验项项目目:
序序号号项项目目描描述述检检查查面面分分类类接接收收C类类B类类备备注注7混色条纹指不可擦除的明显不同于要求颜色的杂色纹。
杂色条纹需远离商标20mm以上,远离同色丝印文本10mm以上,宽度0.2mm。
A8,2个A8,或N2A12,6个A12,或N6不做要求8轻微发白泛指胶件出模时顶白、拉白及贮存、运输过程中受压、受折而产生的轻微痕迹。
不接收2个间距应大于50mm;
不接收L5,2个L5,3个或L5,1个不做要求不做要求9气纹、流纹、阴阳纹气纹:
因气体干扰使胶件表面形成一种雾状发暗痕迹。
流纹:
因冷料被挤入,在胶件表面形成的雾色或亮色的痕迹。
阴阳纹:
胶料表面呈现的光洁度不同或光泽不同痕迹。
A8,2个A8,或N2A12,6个A12,或N6不做要求10烧焦、银纹烧焦:
指局部温度过高而在表面留下的发黄或碳化痕迹。
银纹:
胶件表面因受气体溢出干扰而形成的在光照下呈银色的泡点痕迹。
A8,2个A8,或N2A12,6个A12,或N6不做要求11间隙指塑胶件装配后接合处的间隙。
座机W0.60.8W0.6W0.8座机底壳与电池门W0.30.5W0.3W0.5要求合壳缝不平度W0.2MM。
镜片、CID盒、TAS间隙要求同手柄合壳缝隙。
手机、充电座、手柄W0.30.5W0.3W0.5手机底壳与电池门W0.30.5W0.3W0.512错位指塑胶件装配后接合处的不吻合。
手柄、CID盒、TAS.W0.2,且在拐角处W0.3W0.2,或在拐角处W0.3W0.8座机底壳大于面壳W0.2,且在拐角处W0.3W0.2,或在拐角处W0.3W0.8座机面壳大于底壳W0.4,且在拐角处W0.6W0.4,或在拐角处W0.6W0.813高低脚指合壳后机器高低不平。
充电座L0.2L0.2座机L0.4L0.4VTECH塑塑胶胶件件检检验验标标准准(第第4页页共共8页页)5.4、外外观观检检验验项项目目:
序序号号项项目目描描述述C类类B类类备备注注14缺胶、崩、裂严重缺胶(影响装配、外观等)、崩、裂。
B轻微缺胶,影响外观。
C15颜色与样板颜色不同。
与样板有明显色差。
B判定标准具体见“附录二:
塑胶件颜色检验标准”。
整套塑胶件之间存在明显色差。
同一面变色、脱色、掉色有一处。
C同一面变色、脱色、掉色两处以上。
B7混色条纹指不可擦除的明显不同于要求颜色的杂色纹。
2个间距应大于50mm;
16标识无电池仓极性标识等。
B17碰伤因胶件碰撞硬的物体而在表面产生的凹陷、C缺损、表面粗糙失光等。
18电池门装配电池门装配紧、松或一次装配不到位。
B1、检验时用法码将主机底壳加重到500g左右。
2、电池门装配时须加入电池试装。
3、以底壳后部抬起与桌面成45度自由落下来回5次,电池门应无掉落现象。
19盲点盲点手感差。
“5”字键无盲点。
B5.5、喷喷油油塑塑胶胶件件附附着着力力检检验验:
序号项目描述类别实验方法备注1附著力(不划格子试验)测试表面油墨脱落、胶纸上粘有油墨、胶纸脱色。
B用干净的白布轻轻擦拭待测试面,用“思高牌”3M#600胶纸(粘附力为350-400g/cm2),长2cm1cm牢牢地粘实测试样本,在同一位置快速垂直撕拉两次。
每批次检验两个。
2附著力(划格子试验)外观有剥落、裂痕、起皱分离等现象且附着力在4B级以下。
B用干净的白布轻轻擦拭待测试面,用锋利介刀在油膜面(应该选用平面区域,且介刀为无尖的锐边),刻划11mm(油膜厚度为50um125um)面积为1010mm2的十字槽,且每一条划线深达油层的底层,然后用95%之酒精脱脂,等一分钟后,再用思高牌3M#600胶纸(粘附力为350400g/cm2)牢牢地粘实测试样本刻划区域,在同一位置垂直撕拉两次,仔细观察测试表面有无油墨脱落和胶纸有无粘有油墨(注意:
若有油墨脱落,则请在显微镜下仔细观察脱落的油墨上或脱油区域是否粘有灰尘或其它杂物,若确认为粘有灰尘或杂物,则此次脱油现象不予考虑,重新选择其它位置之平面再次按上述程序进行测试)。
3抗酒精强度外观有鼓起、剥落、脱色。
B用吸管把95%的酒精滴在测试样本面上(面积为1cm2),让其自然干燥。
4耐磨性1.用白色棉布包住1cm1cm的橡皮,把样本和橡15000次后,暴露样皮固定在耐磨仪上(调节压力为500g/cm2,行程首次到料、每三月每本油层底层。
为5cm,以每秒1次的速度),确定测试面(先用干净厂家抽测一次,每次B的白布轻轻擦拭待测试面,且测试面为平面)与棉检验两个。
布擦头平行。
2.每擦5000次检查测试面外观1次。
5环境试验外观有剥落、裂痕起皱、分离等现象。
B按作业规范:
BTL/PZ-WI-034中的“7.6低温贮存、7.7高温贮存、7.8温度循环、7.9冷热冲击”进行。
1、首次到料、每三月每厂家抽测一次;
2、四个试验同时进行,每试验每次两套。
6耐盐水性油膜有脱落、起皱、起泡变色和失光、等现象。
B将样本2/3面积浸入常温下、浓度为5%(重量)的NaCl溶液中24小时后,观察油膜外观。
首次到料、每三月每厂家抽测一次,每次检验两个。
7耐撞损性小于1000次。
B将油漆试件装成成品假机,模拟便用成品机动作试验,直至油膜被撞损之次数。
8渗透测试油膜有脱落、变色、起皱B用材料(a.PE袋b.吸塑)分别剪成直径为1cm的圆块,放于面上,上面平放500gf的重物(即压强为637g/cm2)之后放入60焗炉中48小时后,检查与圆块相接触部位之油膜外观。
VTECH塑塑胶胶件件检检验验标标准准(第第5页页共共8页页)5.6、电电镀镀塑塑胶胶件件附附着着力力检检验验:
检验项目描述类别实验方法备注1.附着力镀层附着力差。
B用无刀尖的刀片划2mm左右间距的网格,深度每批次检验两个。
出胶件底色,用胶纸粘50次应无脱落。
2.抗盐雾试验后表B温度35+/-2,盐水浓度5%,时间2h,每三月每厂家抽测一氧化性面氧化。
试验后自然风干。
次,每次检验两个。
5.7、其其它它:
1、缩略词:
N-数量(个),L-长度(MM),W-宽度(MM),D-直径(MM),A-面积(MM2)。
2、非外露表面的外观存在不影响功能、装配的情况下可不判。
3、测试时间为喷油后48小时;
或厂
 升级会员
升级会员 