立式超声微细电解加工机床系统设计Word格式文档下载.docx
《立式超声微细电解加工机床系统设计Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《立式超声微细电解加工机床系统设计Word格式文档下载.docx(51页珍藏版)》请在冰豆网上搜索。
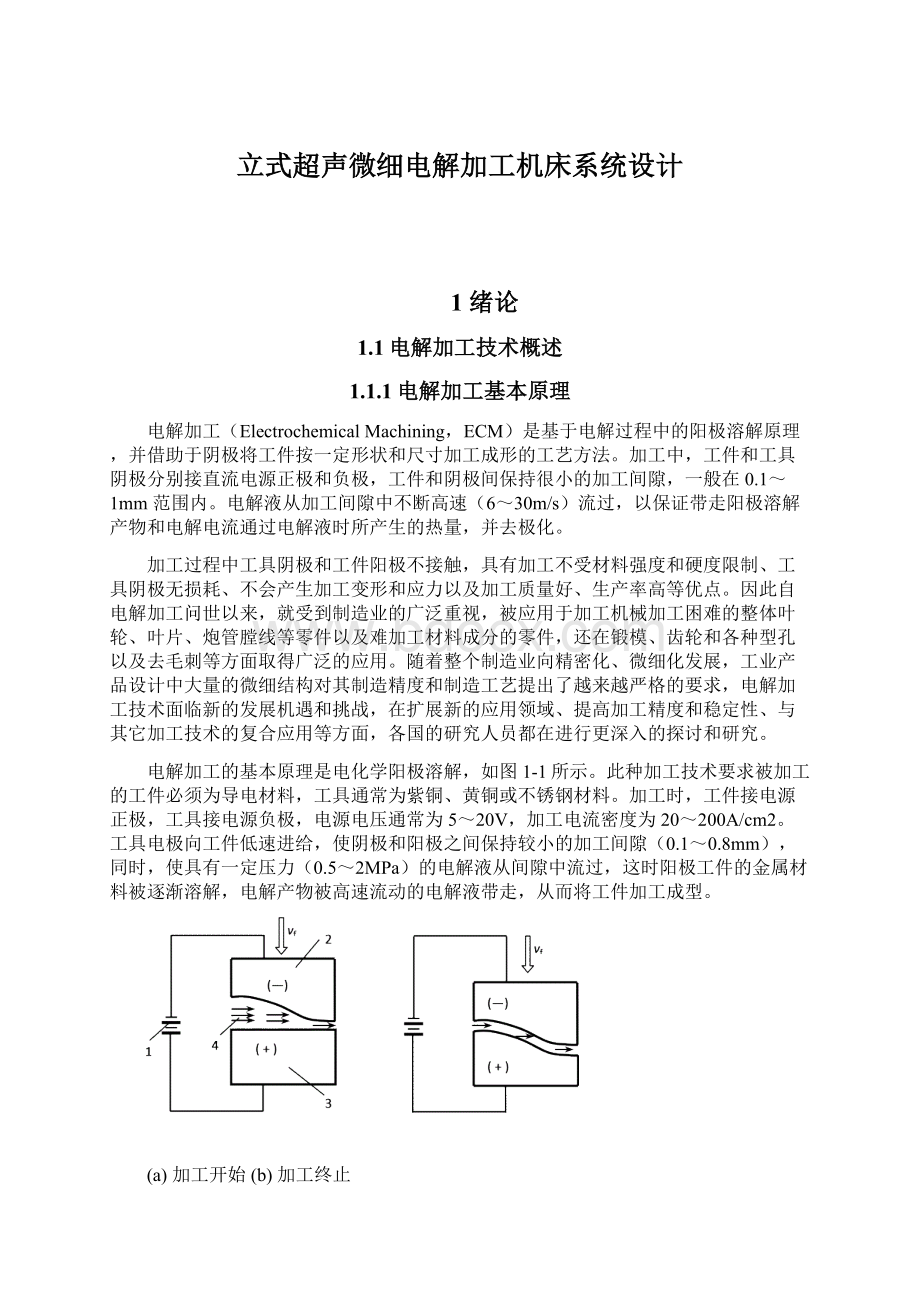
工具电极向工件低速进给,使阴极和阳极之间保持较小的加工间隙(0.1~0.8mm),同时,使具有一定压力(0.5~2MPa)的电解液从间隙中流过,这时阳极工件的金属材料被逐渐溶解,电解产物被高速流动的电解液带走,从而将工件加工成型。
(a)加工开始(b)加工终止
图1-1电解加工原理简图
Figure1-1SchemeofECM
1—电解加工电源;
2—工具阴极;
3—工件阳极;
4—电解液
根据法拉第第二定律,推导出电解加工中阳极工件成型规律的方程组,可写作:
(1-1)
上式中
—间隙电解液中的欧姆压降(
);
—阴、阳极之间的电压(
—电解加工的阴、阳极电极电位值总和(
—电流密度(
—电解液的电导率(
—电解加工间隙(
—工件的加工速度(
—电流效率;
—被电解物质的体积电化学当量(
)。
1.1.2电解加工的工艺特点
与常规的切削加工方法相比,切削加工是依靠硬的工具挤压软的工件,使工件上多余的金属脱离工件基体到达成型目的。
然而,在电解加工中,阴、阳极是不接触的,在阳极上发生电化学溶解反应,阳极的金属原子一个一个地脱离阳极表面,在阴极上发生析氢反应。
因此,电解加工具有如下特点:
(1)加工范围广。
电解加工是一种非接触式加工,工具材料可以是较软的易加工的金属材料,电解加工不受被加工材料的强度、硬度、韧性的限制,几乎可以加工所有的导电材料,加工后工件材料的金相组织基本不发生变化。
因此,它常用于加工硬质合金、高温合金、淬火钢、不锈钢等难切削加工材料以及薄壁、易变形工件。
(2)加工效率高。
常规的切削加工需要多次切削才能达到零件的尺寸精度,然而,电解加工通过简单的进给运动,一次进给加工出复杂的型面、型腔等,而且加工速度可以随电流密度成比例地增加。
据统计,电解加工的加工效率是电火花加工的5~10倍。
美国Sermatech公司使用电解加工工艺加工发动机部件,提高了生产效率,使得加工时间降低为传统切削加工时间的一半。
而且电解加工速度不直接受加工精度和表面粗糙度的限制。
(3)加工质量好。
型面和型腔的加工精度可达
0.05~0.20mm;
型孔和套料的加工精度可达
0.03~0.05mm;
对于一般中、高碳钢和合金钢,可稳定地达到Ra1.6~0.4μm。
(4)无工具阴极损耗。
在电解加工过程中,工具阴极上只发生析氢反应,而不发生金属溶解反应。
(5)进给运动简单。
电解加工的进给运动通常是直线运动,而没有复杂的曲线运动。
(6)对难加工材料复杂形状工件的批量生产,电解加工是一种低成本的工艺。
尽管电解加工具有诸多的优点,但是也存在一些局限性,主要表现为:
(1)加工精度和加工稳定性不高。
电解加工中,影响加工精度和稳定性的因素较多,包括电解液流场、加工间隙电场、加工电源电压、进给速度等10多个因素。
(2)工具阴极的设计和修正比较麻烦,周期长,因而电解加工只适合大批量生产。
对于单件小批量生成,成本较高。
(3)电解加工所需的附属设备较多,占地面积较大,而且机床需要足够的刚性和防腐蚀性能,造价较高。
电解产物需进行妥善处理,否则将污染环境。
综上所述,电解加工对难加工材料、复杂形状零件的批量生产是一种高效、高表面质量、经济的工艺方法,只要加工对象选择得当,发挥出电解加工的优势,就能收到良好效果。
1.1.3电解加工的产生、发展及应用
电解加工在国外是五十年代出现的。
由于它具有效率高、质量好,复杂型面可一次成型,以及不受被加工材料机械性能的限制,工具耗损小等优点,所以受到普遍重视。
六十年代,在航空发动机叶片及锻模加工方面取得了比较显著的成效,因此,得到比较迅速的发展。
我国最早在五十年代末、六十年代初首先应用于兵器、航空等方面,以后陆续应用于汽车、拖拉机、化工等部门。
近年来应用范围有了不断扩大,机床自动化程度也在迅速提高。
同时,在提高精度、阴极设计等理论研究方面也取得了积极的进展。
但是,在70年代以后,随着国际市场经济竞争形式的变化,产品更新换代快,生产批量减小,是的电解加工的适用范围也发生变化。
总体看应用范围有所减小,但应用要求却越来越高,由于电解加工的技术特点,在某些领域又得到新的应用。
80年代以来电解加工的应用主要有:
叶片型面加工、炮管膛线加工、模具加工、整体叶盘加工、特殊孔类加工、钛合金及高温耐热合金薄壁机匣加工、电解去毛刺、电解研磨复合抛光、在线电解修整超细金刚石及CBN磨轮等。
对于21世纪科学技术发展的趋向,国内外专家、学者都有精辟的论述。
基于此并综观近20年来电解加工的应用与发展状况,大致可以预测今后电解加工的发展及应用方向,其中,基于电解加工基本原理的新工艺、新技术不断发展和应用的有:
高频、窄脉冲电流电解加工;
高速、高压、小间隙电解加工;
数控仿型电解加工;
复合电解加工;
微精电解加工等。
同时,计算机控制技术在电解加工中将得到更高水平的应用,电解加工是一项综合电化学、流体力学、电磁学、机械学和自动控制等多学科交叉的加工工艺技术,其加工过程受到多因素、多参数的影响。
因此电解加工过程的参数化控制、加工参数的优选,成为提高电解加工技术经济指标的必要保证。
阴极设计中CAD/CAM的应用以及电解加工设备的计算机控制等都将成为未来电解加工领域应用和发展的方向。
计算机控制技术在电解加工领域的发展和扩大应用,不仅整体提高电解加工的工艺水平,还将促进柔性电解加工和多阴极、多工位、多型腔电解加工技术的发展,将大大增加电解加工的快速制造能力。
为适应高新技术的发展、新型军工型号研制的需要,以及提高电解加工自身的水平,近二十余年,国内外在提高电解加工精度及扩大电解加工的应用等方面进行了大量的研究工作。
新型电解液、脉冲电流电解加工、复合电解加工、数控展成电解加工等新兴工艺方法以及CNC自动生产线、CNC自动机床等新兴电解加工设备的出现,为实现上述战略目标展现了广阔的前景。
1.2微细电解加工技术概述
随着越来越多的微细结构出现在工业应用中,微细加工的研究得到越来越广泛的重视。
近几年来由于许多其它领域的新技术、新工艺的引入以及对电解加工过程机理的更深入研究,电解加工一改原来加工精度不高的特点,被应用于高精度微细结构的加工中,在微细电解技术方面的研究也迅速发展起来。
微纳米加工的尺寸多在几微米以下,而普通小型加工尺寸为毫米级,中间的这段范围(几微米至几百微米)称为mesoscale,随着现代工业向精密化、微细化发展,微电子、航空航天、精密仪器和精密模具等领域中出现了越来越多的金属微细结构,而其中大部分的尺寸都是mesoscale,它们的加工精度、加工质量、加工效率等对产品的性能、质量和成本有很大的影响,由于上述原因,国外近年来越来越重视mesomachining的研究,因此研究这一经济、高效和实用的微细加工技术显得很有意义。
目前微细电解加工发展方向主要有两方面:
一是不断追求微细电解加工的极限加工能力,探求微纳米尺度上的加工;
二是针对目前工业制造中大量存在的mesoscale(尺寸从几微米至几百微米)的微细结构,研究如何采用电解加工经济、高效地进行加工。
目前,国内外开展这方面的研究主要包括针对硅材料的半导体微细加工技术和针对金属等非硅基材料的微细加工技术,前者研究比较系统、成熟;
而针对金属材料,目前发展了许多不同的加工技术(如LIGA技术、微细电火花加工技术、激光加工技术等),虽然加工精度和加工尺寸均能达到较高的水平,但是存在加工效率低、成本昂贵、加工范围有限等缺点。
近年来微细电解加工技术在整个微细制造领域,尤其是在mesomachining研究中正受到越来越广泛的重视,美国、德国、日本等发达国家的科研机构相继开展了这方面的研究,并在加工机理、加工精度等关键问题上取得了一定的进展。
作为一种新的很有应用前景的微型机械加工技术,微细电解加工在国内的研究才刚刚起步,需要迎头赶上。
1.3超声加工技术概述
超声加工,是利用超声振动工具在有磨料的液体介质中产生磨料的冲击、抛磨、液压冲击及由此产生的气蚀作用来去除材料,或给工具或工件沿一定方向施加超声频振动进行振动加工,或利用超声振动使工件相互结合的加工方法。
1.3.1超声加工原理
超声加工的基本装置如图所示。
装置主要由超声波发生器、换能振动系统、磨料供给系统、进给压力施加系统和工作台等部分组成。
超声波发生器的作用是将220V或380V的交流电转换成超声频电振荡信号;
换能器的作用是将超声频电振荡信号转换为超声频机械振动;
并借助于变幅杆把振幅扩大到0.05~0.1mm左右(超声发生器产生的超声频振幅很小,仅0.005~0.01mm,一般情况下不能直接用于去除材料的加工),驱动工具作超声振动,其振动方向如图1-2中的箭头所示。
(a)超声加工装置(b)加工区的放大图图
图1-2超声加工系统构成示意图
Figure1-2Schemeofultrasonicmachiningsystem
1-超声波发生器;
2-换能器;
3-变幅杆;
4-工具头;
5-磨料;
6-工件;
7-容器;
8-泵;
9-磨料供给管头;
10-工作台;
11-进给压力F;
12-工具振动方向;
13-振动位移振幅分布
超声加工时,在成形工具头和工件之间加入液体和磨料混合的悬浮液(磨料常采用氧化铝、碳化硼、碳化硅、金刚石粉等,液体常用水或煤油等),使工具头以一定的作用力压在工件上。
这样,当工具头作纵向振动时冲击磨料颗粒,迫使液体中悬浮的磨粒以很大的速度和加速度不断地撞击、抛磨被加工工件表面。
超声加工主要是利用磨料颗粒的“连续冲击”作用,由于超声振动的加速度非常大,所以磨料颗粒的加速度(或冲击力)也是非常大的,无数磨料颗粒连续不断的冲击,使加工工件的表面被破碎、去除。
同时,磨料悬浮液因工具头端部的超声振动而产生“空化”现象,令间隙内液体形成空腔,促使液体钻入被加工材料的微裂缝处,加剧了加工效果。
所谓“空化作用”,是指当工具头端面以很大的加速度离开工件表面时,加工间隙内形成很大的负压和局部真空,使得工作液内瞬间形成很多微空腔,当工具头端面以很大的加速度接近工件表面时,空泡重新闭合,又引起较强的液压冲击波。
上述作用迅速地、反复地施加在工具头与工件之间微小间隙内的磨料悬浮工作液里,可以大大强化加工过程。
假如不用
 升级会员
升级会员 