模具安装SOPWord格式.doc
《模具安装SOPWord格式.doc》由会员分享,可在线阅读,更多相关《模具安装SOPWord格式.doc(5页珍藏版)》请在冰豆网上搜索。
5/5
编制部门
编制
审核
批准
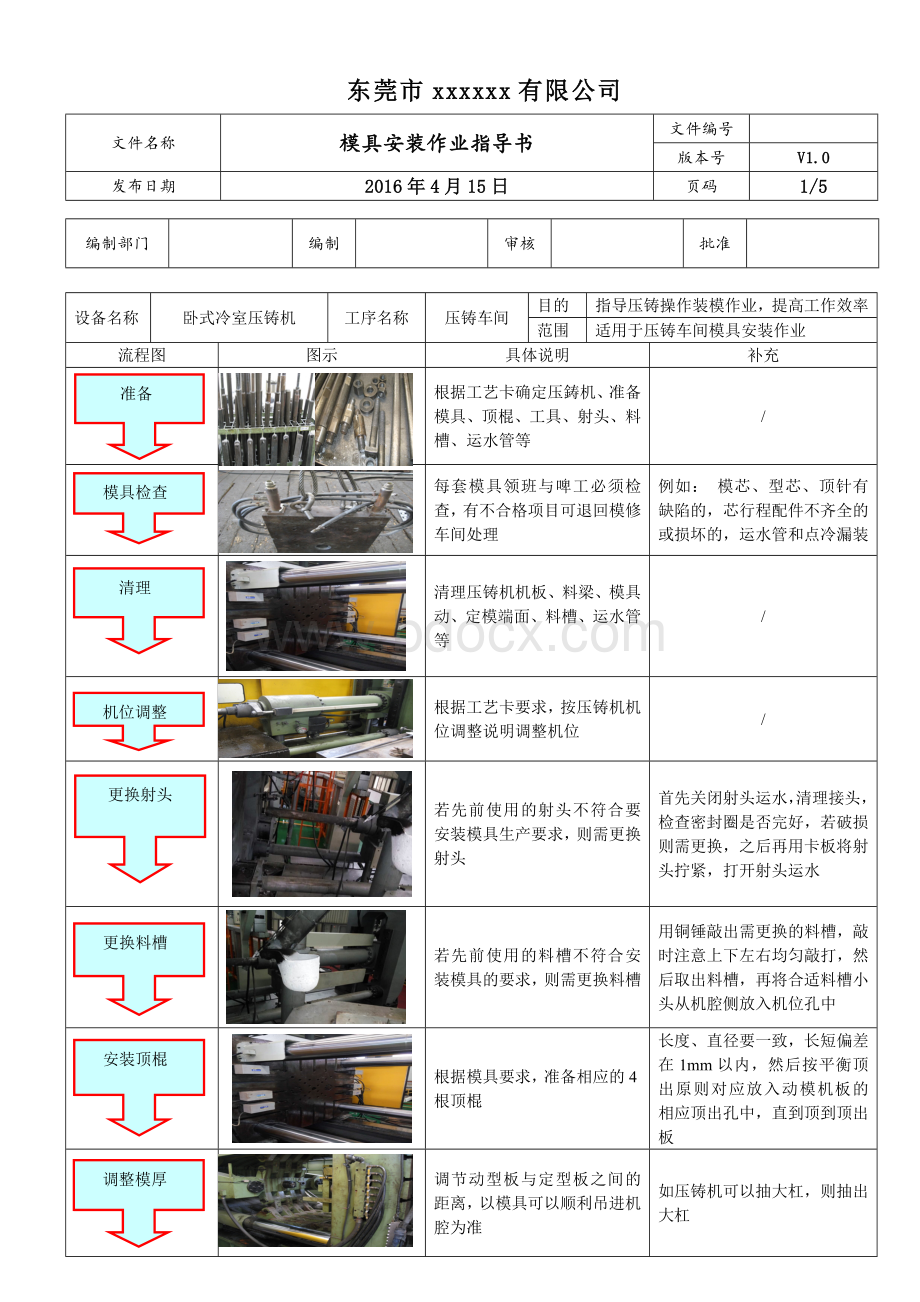
设备名称
卧式冷室压铸机
工序名称
压铸车间
目的
指导压铸操作装模作业,提高工作效率
范围
适用于压铸车间模具安装作业
流程图
图示
具体说明
补充
准备
根据工艺卡确定压鋳机、准备模具、顶棍、工具、射头、料槽、运水管等
/
模具检查
每套模具领班与啤工必须检查,有不合格项目可退回模修车间处理
例如:
模芯、型芯、顶针有缺陷的,芯行程配件不齐全的或损坏的,运水管和点冷漏装
清理
清理压铸机机板、料梁、模具动、定模端面、料槽、运水管等
机位调整
根据工艺卡要求,按压铸机机位调整说明调整机位
更换射头
若先前使用的射头不符合要安装模具生产要求,则需更换射头
首先关闭射头运水,清理接头,检查密封圈是否完好,若破损则需更换,之后再用卡板将射头拧紧,打开射头运水
更换料槽
若先前使用的料槽不符合安装模具的要求,则需更换料槽
用铜锤敲出需更换的料槽,敲时注意上下左右均匀敲打,然后取出料槽,再将合适料槽小头从机腔侧放入机位孔中
安装顶棍
根据模具要求,准备相应的4根顶棍
长度、直径要一致,长短偏差在1mm以内,然后按平衡顶出原则对应放入动模机板的相应顶出孔中,直到顶到顶出板
调整模厚
调节动型板与定型板之间的距离,以模具可以顺利吊进机腔为准
如压铸机可以抽大杠,则抽出大杠
用吊车将模具吊入压铸机腔,在浇口套中放入一些渣包等碎铝,多少以放入旧冲头后,冲头有1/2左右在外为准。
然后放入一个相配套的旧冲头,调整模具位置使模具法兰面与定模板平行,使冲头对准料糟止口,控制吊车,使旧冲头部分进入料槽,再启动压铸机,(能抽大杠的,先还原抽出的大杠)手动合模,将模具压向定模板,若完全合模后仍不能将模具压住,则按住开模按扭,将动模板适当打开,再将调型厚开关打开,按住模薄按扭,适当调整,使合模后能压住模具为准,再将调型厚开关关闭。
手动合模使定模与定模板紧贴,再按开模,稍微松开模具,再调整吊车,使模具在机板的平衡位置,模具边与对应机板上下相差不超过5mm为佳,再合模,将模具压紧,然后安装定模模码,安装模码时要注意模码的上平面务必与机板平面平行,若不平行,则使用不同厚度的垫块,使其平衡。
要在能装模码的T型槽都装上模码
安装合模状态的模具,吊入模具
安装拉杆
装好后,手动完全开模,找到模具拉杆孔和机板对应的拉杆孔,将拉杆放入机板拉杆孔中,然后手动慢速合模,到机板距离模具150-200mm左右时,停止合模,将拉杆旋入对应的拉杆孔中,并用扳手拧紧,且要便于拆除。
4根拉杆都拧紧后,完全合模,再装上动模的所有模码,注意保证模码与机板要平行,若不平则要加垫块,确认紧固后,撤掉吊车
若模具不用装拉杆,则直接在动模上装上模码即可
安装运水
在模具运水孔中旋入运水管,所有能装运水管的运水孔都要装,将压铸机的运水胶管插到运水管上,然后打开运水阀,检查与之对应出水管的位置和该运水道是否畅通,OK后关闭运水阀,再将回水胶管插上,依次完成所有运水的安装
有点冷的,在点冷总接头上分别装上进、出水管
调整模压
手动开模,打开型厚开关,按住模厚按扭,将动型板适当打开,关闭型厚开关,手动合模,检查曲肋状态和动、定模之间的结合程度,再根据情况调整型厚,如此反复,直到合模后曲肋完全伸开,动、定模之间结合紧密为止
完成安装
手动开模将顶针顶出,检查顶针伸出长度,是否能让铸件取下,如不便取件,则调整顶针顶出位置,直到铸件能方便地取出为止
再手动走射杆,推出浇口套中的渣包和旧冲头
整理
将用过的工具放回原处,将吊车停在适当位置,并清理机边杂物,如不用的旧冲头等
安装动定模分开的模具,装定模
将定模吊入压铸机机腔内,调整模具法兰位置,将模具止口对准料槽止口,移动吊车,将定模顺着料槽止口拉入,前后控制吊车,使模具两侧与定型板两侧平行,宽、窄相差不超过5mm为佳
安装模码时要在能装模码T型槽都装上模码,安装模码时要注意模码的上平面务必与机板平面平行,若不平行,则使用不同厚度的垫块,使其平衡,确认紧固后,撤掉吊车
装动模
检查动模的抽芯是否处于插入状态,如果抽芯处于抽出状态,必须用铜锤将抽芯打入到位;
或将动模吊入压铸机,接上油管,利用油压,将抽芯压入到位,若动模有下抽芯,则需用合适的木棍支撑住,以免由于重力作用而滑出。
动模吊入压铸机后,吊至分型面与导柱轻接触,再调节吊车升降使最下端的两条导柱能进入导套,然后利用吊车吊着动模向定模方向缓慢移动使导柱尽量进入导套。
开机,打开型厚调节开关,调节动型板向定型板移动,减少闭合距离,使型板能锁紧模具,再关闭型厚调节开关,检查确认抽芯处于插入到位状态后合模,同时移动吊车,使模具闭合。
吊车保持在模具正上方,然后手动开模,将机板与动模拉开适当距离,使拉杆能顺利插入机板对应的拉杆孔,按照平衡顶出和拉回的原则将4根相同型号的拉杆、顶棍放入适当的拉杆孔中,顶棍要完全插入,直至顶住顶针板,然后合模,使机板与模具之间相距150~300mm,再将拉杆旋入模具顶针板适当的顶针孔中,并用板手拧紧,松紧程度要便于拆出,合模装动模模码,动模两侧有T型槽的全部都要安装模码,注意模码上表面要与机板相平行
确认模码紧固后,撤掉吊车,在动机板后的顶针板处将拉杆末端装上垫圈并拧上螺母,每个拉杆要上2个螺丝,4个拉杆螺母松紧要一样,以便平衡拉回顶针
安装抽芯油管
确认模具抽芯油缸各接头、油管接口是否完好接好后再将压铸机需用的抽芯油阀接口处的堵头拆除,并清理干净,将进出油管两端分别接到压铸机抽芯进出油接口上,拧紧。
如果压铸机本身抽芯数少于模具抽芯,则需要将模具相近或类似的两个抽芯用三通将进、出油管分别连接后,再将三通接到压铸机的对应接口上
所有抽芯油管接好后,启动压铸机,确认机器处于手动状态,并在控制面板上选中所选抽芯,旋动所选抽芯开关,检查各抽芯动作是否正确和油管、各接头处是否有漏油现象。
如有漏油需立即处理,直到没有漏油为止
接行程线
抽芯油管装好后,通知电工接行程线
接好后试机需验证是否正确无误后,通知工艺员或领班设置抽芯动作顺序
手动开模,打开型厚开关,按住模厚按扭,将动型板适当打开,关闭型厚开关,手动合模,检查曲肋状态和动、定模之间的结合程度,再根据情况调整型厚,如此反复,直到合模后曲肋完全伸开,动、定模之间结合紧密为止。
合模时必须确认模具抽芯入且到位
清理现场
模具安装时需要注意的问题
1.模具安装时需要经过吊车培训并合格者方可吊模装模。
2.安装模具时切勿用手辅助模具方向或定位。
3.检查模具抽芯出入油的接头是否有少牙,如果少牙马上更换接头。
 升级会员
升级会员 