轧盖密封性验证方案_精品文档Word文档格式.doc
《轧盖密封性验证方案_精品文档Word文档格式.doc》由会员分享,可在线阅读,更多相关《轧盖密封性验证方案_精品文档Word文档格式.doc(6页珍藏版)》请在冰豆网上搜索。
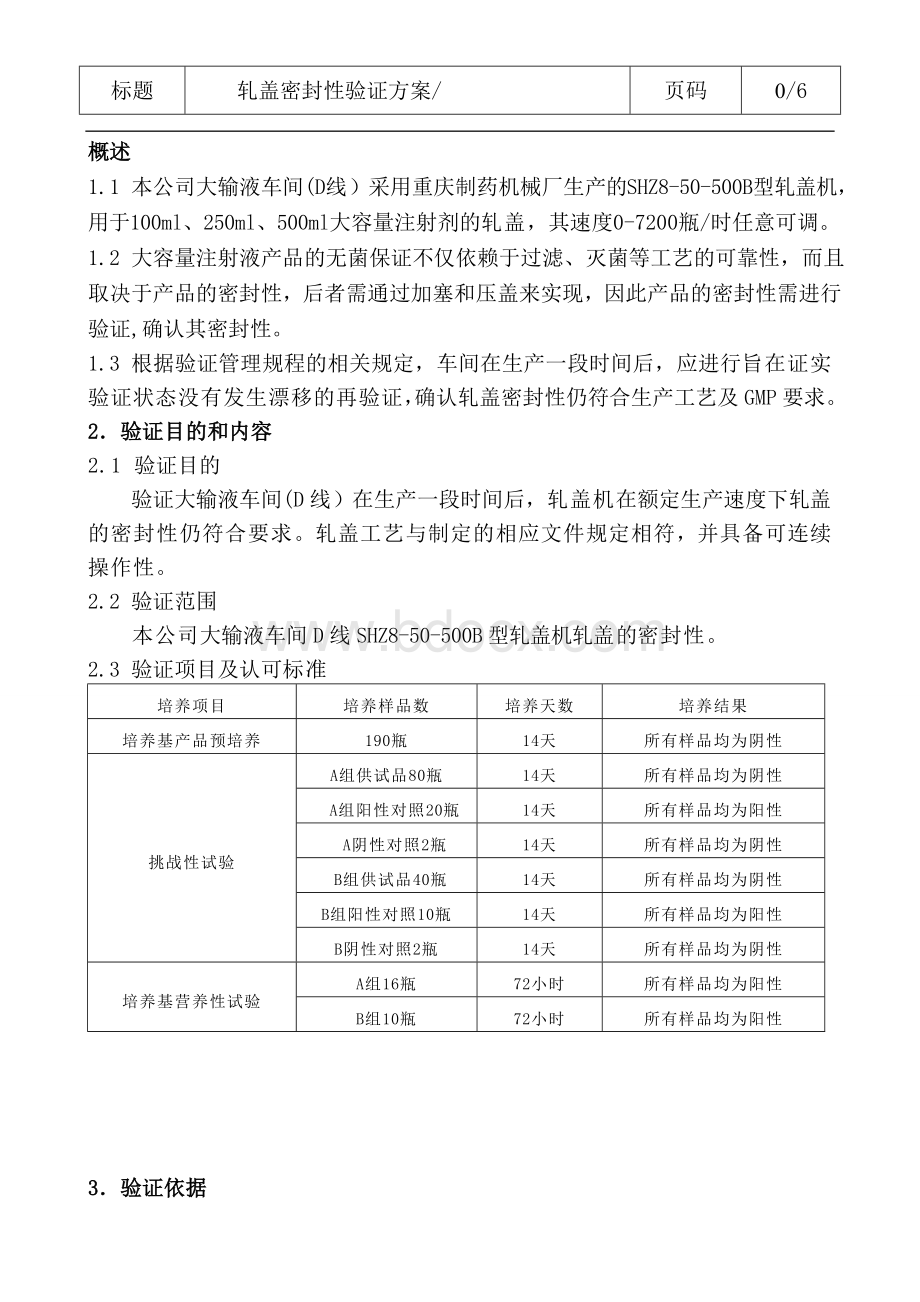
2.3验证项目及认可标准
培养项目
培养样品数
培养天数
培养结果
培养基产品预培养
190瓶
14天
所有样品均为阴性
挑战性试验
A组供试品80瓶
A组阳性对照20瓶
所有样品均为阳性
A阴性对照2瓶
B组供试品40瓶
B组阳性对照10瓶
B阴性对照2瓶
培养基营养性试验
A组16瓶
72小时
B组10瓶
3.验证依据
3.1《药品生产验证指南》(国家食品药品监督管理局)
3.2《药品生产质量管理规范》(2010年修订)
3.3《中华人民共和国药典》(2010版二部)
3.4《SHZ8-50-500B压盖轧盖机操作程序》
4.验证方法
4.1按正常生产条件生产,洗瓶后将配制的营养肉汤培养基灌装于输液瓶中,塞塞、轧盖,并在水浴灭菌柜中115℃灭菌30分钟,制得样品。
样品灌注量及数量如下:
规格灌注量灌装量轧盖量
100ml100ml200瓶200瓶
250ml250ml200瓶200瓶
500ml500ml200瓶200瓶
4.2培养基产品预培养试验:
样品进行外观检查,剔除破损产品。
随机抽取外观检查合格的样品各190瓶,倒置于30℃~35℃温度条件下培养14天,逐日观察并记录。
有菌生长以“+”表示,无菌生长以“-”表示。
(若有菌生长则试验无效,需重新试验)。
培养基产品预培养结果
培养开始日期
年月日
培养结束日期
培养
温度℃
检查情况
检查人
复核人
天数
1天
8天
2天
9天
3天
10天
4天
11天
5天
12天
6天
13天
7天
备注:
4.3挑战试验
4.3.1随机抽取4.2试验后的样品80瓶,浸入菌悬液中8小时后,冲洗样品外表面残余菌悬液,并用消毒液进行表面消毒,作为A组供试品。
取A组供试品于30℃~35℃温度条件下培养14天,逐日观察并记录。
(有菌生长以“+”表示,无菌生长以“-”表示。
A组供试品均应无菌生长)。
4.3.2随机抽取4.2试验后的样品20瓶,不浸入菌悬液,用消毒液进行表面消毒,每瓶中接种0.1ml浓度为10cfu/ml~100cfu/ml的大肠埃希菌[CMCC(B)44102]菌液,作为A组阳性对照,于30℃~35℃温度条件下培养14天,逐日观察并记录。
(有菌生长以“+”表示,无菌生长以“-”表示,A组阳性对照均应有菌生长)。
4.3.3随机抽取4.2试验后的样品2瓶,不浸入菌悬液,作为A组阴性对照,于30℃~35℃温度条件下培养14天,逐日观察并记录。
A组阴性对照均应无菌生长)。
A组挑战性试验结果
年月日
年月日
培养温度℃
A组
供试样品
阳性对照
阴性对照
样品倒置,开始浸入菌悬液的初始浓度cfu/ml
样品倒置,浸入菌悬液8小时后浓度cfu/ml
检验人:
复核人:
4.3.4随机抽取4.2试验后的样品40瓶,去塑盖后,浸入菌悬液中8小时,冲洗样品外表面残余菌悬液,并用消毒液进行表面消毒,作为B组供试品。
取B组供试品于30℃~35℃温度条件下培养14天,逐日观察并记录。
B组供试品均应无菌生长)。
4.3.5随机抽取4.2试验后的样品10瓶,去塑盖后,不浸入菌悬液,用消毒液进行表面消毒,每瓶中接种0.1ml浓度为10cfu/ml~100cfu/ml的大肠希埃菌[CMCC(B)44102]菌液,作为B组阳性对照,于30℃~35℃温度条件下培养14天,逐日观察并记录。
(有菌生长以“+”表示,无菌生长以“-”表示,B组阳性对照均应有菌生长)。
4.3.6随机抽取4.2试验后的样品2瓶,去塑盖后,不浸入菌悬液,作为B组阴性对照,于30℃~35℃温度条件下培养14天,逐日观察并记录。
B组阴性对照均应无菌生长)。
B组挑战性试验结果
B组
4.4培养基营养性试验
4.4.1A组培养基营养性试验:
随机抽取通过4.3.1试验后未长菌的A组供试品各16瓶,每瓶中接种0.1ml浓度为10cfu/ml~100cfu/ml的大肠希埃菌[CMCC(B)44102]菌液,作为A组培养基营养性检查用样品。
将此样品于30℃~35℃温度条件培养72小时,每24小时观察一次并记录。
所有样品均应有菌生长,否则整个试验无效,需要重新试验)。
A组培养基营养性检查试验结果
入箱日期
出箱日期
培养时间
24h
48h
72h
4.4.2B组培养基营养性试验:
随机抽取通过4.3.1试验后未长菌的B组供试品10瓶,每瓶中接种0.1ml浓度为10cfu/ml~100cfu/ml的大肠希埃菌[CMCC(B)44102]菌液,作为B组培养基营养性检查用样品。
B组培养基营养性检查试验结果
5.验证的实施组织
部门
部门职责
责任人
工作划分
备注
生产部
方案起草、培训、组织实施、书写报告
技术指导
协助完成验证工作并复核
进行操作、复核
按《SHZ8-50-500B压盖轧盖机操作程序》、《轧盖密封性验证方案/ 》进行操作
大输液车间(D线)生产人员
质量部
取样、检验、出报告
质量部相关人员
进行操作
公司验证委员会
方案审定、批准、实施、发放验证合格证
方案审核
方案批准
6.验证周期
根据《验证范围及周期管理制度》(SMP-YZ001)之有关规定,大输液车间(D线)轧盖密封性经验证合格并使用一个阶段后,应分别对各个规格的轧盖密封性进行旨在证实已验证状态没有发生漂移的验证。
本方案规定轧盖系统在没有大的变动和改造的情况下,再验证周期为两年,在系统发生变化时应进行验证,合格后方能投入使用。
 升级会员
升级会员 