IATF16949-22工装管理Word文档格式.doc
《IATF16949-22工装管理Word文档格式.doc》由会员分享,可在线阅读,更多相关《IATF16949-22工装管理Word文档格式.doc(6页珍藏版)》请在冰豆网上搜索。
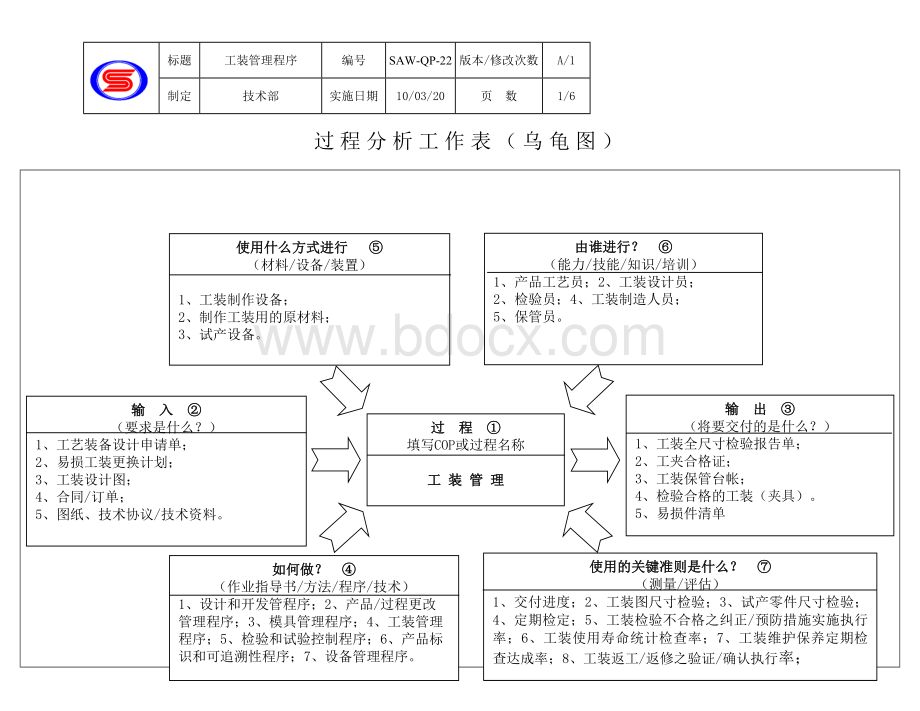
1、产品工艺员;
2、工装设计员;
2、检验员;
4、工装制造人员;
5、保管员。
使用什么方式进行⑤
(材料/设备/装置)
1、工装制作设备;
2、制作工装用的原材料;
3、试产设备。
输出③
(将要交付的是什么?
)
1、工装全尺寸检验报告单;
2、工夹合格证;
3、工装保管台帐;
4、检验合格的工装(夹具)。
5、易损件清单
输入②
(要求是什么?
1、工艺装备设计申请单;
2、易损工装更换计划;
3、工装设计图;
4、合同/订单;
5、图纸、技术协议/技术资料。
过程①
填写COP或过程名称
工装管理
使用的关键准则是什么?
⑦
(测量/评估)
1、交付进度;
2、工装图尺寸检验;
3、试产零件尺寸检验;
4、定期检定;
5、工装检验不合格之纠正/预防措施实施执行率;
6、工装使用寿命统计检查率;
7、工装维护保养定期检查达成率;
8、工装返工/返修之验证/确认执行率;
如何做?
④
(作业指导书/方法/程序/技术)
1、设计和开发管程序;
2、产品/过程更改管理程序;
3、模具管理程序;
4、工装管理程序;
5、检验和试验控制程序;
6、产品标识和可追溯性程序;
7、设备管理程序。
过程分析工作表(乌龟图)
1目的
规定了生产工装管理的内容和方法,确保工装符合产品生产过程的要求。
2范围
适用于本公司产品所涉及到的工装的管理。
3定义无
4职责
4.1采购课负责选择和确定工装加工单位。
4.2技术部、品管部负责对工装验收。
4.3生产部各课负责工装的维修、保养和管理。
5程序内容
5.1 工装计划编制
5.1.1技术部根据设计部新产品图纸,将工装纳入新产品试制全过程中。
5.1.2工装计划内容:
a..模具b.CNC加工定位块c.CNC夹具d.防油漆盖子e.喷涂运输线挂钩f.金属制轮圈栈架g.热处理篮子
5.1.3由于模具的特殊情况,另制定«
模具管理程序»
但本程序的一些基本条款同样适合模具的管理。
5.1.4生产部和技术部根据公司生产经营及新产品开发的需要结合工装的具体使用情况,于每年年底前制定下一年度的工装加工计划,报总经理批准后由财务部落实资金。
5.1.5因市场变化及其它原因需临时增补工装时,各有关部门应写出报告,经生产部、技术部、财务部审核后报总经理批准后予以增补,并下达通知单。
5.2 工装的加工单位选择
5.2.1本公司或本集团内能够加工的工装件(例如CNC加工定位块、防漆盖子、金属制轮圈栈架、喷涂运输线挂钩、热处理篮子等)应尽量在本公司或本集团内加工。
5.2.2自己不能加工或时间紧迫来不及需外购或外加工的,采购课应会同生产部、技术部、品管部按«
采购控制程序»
的规定评价和选择工装采购或加工单位。
5.2.3经评价合格的单位应列入«
合格供方名册»
,工装必须在合格供方范围的单位加工。
5.2.4CNC加工定位块由技术部出图纸,根据需要定数量由集团内部加工制作。
5.2.5防漆盖子、金属制轮圈栈架、喷涂运输线挂钩、热处理篮子等工装由各使用部门或生管课出图纸,根据生产需要定数由集团内部加工制作,或委外加工。
委外加工单位应列入«
。
5.2.6CNC车加工夹具及其它设备上的工装配件,由保全课根据随设备进厂的图纸或手册中的规格要求向原设备制造厂购买,以保证工装的质量和适用性。
如果对设备的工装进行改进,则应由各使用部门与技术部共同研究,画出图纸并经厂领导决定,由集团内部制作或委外加工。
5.3工装的加工制作
5.3.1采购课在收到«
年度加工计划»
或«
加工通知»
后,应及时向合格的加工单位要求加工制作,生产部应对加工过程进行监督和控制加工进度。
5.3.2各种加工图纸均由技术部负责复验,并做记录。
加工完成后,图纸由采购课负责回收,并交还技术部按«
文件和资料控制程序»
执行。
5.4工装验收
5.4.1各种工装(特别是模具)加工完进公司必须由技术部、品管部和生产部共同验收合格才能投入使用,技术部保存验收记录
5.4.2任何工装(包括模具)在刚投入使用之际,各使用单位及技术部相关人员一定要在生产试用期间内进行跟踪检查,发现问题及时解决,不能影响正常生产及产品质量。
5.5工装使用和保养
5.4.1CNC加工定位块:
技术部及各使用单位应有专人保养和维护,应有明细表且物帐两清,每次使用前要擦干净,测量准确无误再使用;
每次使用后要仔细检查是否损坏,擦洗干净或涂上防护油放入专用的柜内进行保存。
5.4.2涂装防油漆盖子:
涂装课应有专人保养和维护,应有明细表且物帐两清,每次使用前要进行检测,使用后用箱子集中收集;
当盖子上的油漆过多影响使用时,要采取措施清除干净,以保证生产之需。
5.4.3喷涂运输挂钩:
应有专人负责,经常注意观察是否变形或损坏,如有要及时挑出整理;
对粉末线挂钩要注意涂料是否过厚,如影响生产要及时清理挂钩上的涂层,以保证运输线畅通及质量稳定
5.4.4热处理篮子:
应有专人负责,每次使用之前应注意观看是否变形,当损坏达到可能影响热处理炉运转或产品质量时,应堆放在指定地点,以便维修人员进行修整。
5.4.5金属制轮圈栈架:
5.5.5.1铝材质的轮圈栈架及包塑铁管轮圈栈架应属于CNC加工以后的轮圈堆码使用,特别是喷涂后的轮圈(报废的除外)不准用裸露的铁管或角铁制成的轮圈栈架堆码。
5.5.5.2每次使用栈架时,都应注意检查一下栈架是否牢靠,包塑是否齐全,如发现有毛病会影响堆码或造成轮圈损伤,应将其堆放于指定地点,以便维修人员进行修整。
5.4.6CNC加工夹具:
操作人员在使用机床之前都应仔细检查一遍,每班加工第一个轮圈或更换夹具后加工的第一个轮圈都应检查一下,是否因为夹具造成轮圈的损坏,如有发现应及时报告进行整改或更换。
5.6 工装的修整:
5.6.1CNC定位块、CNC夹具重要工装的修整应由技术部发出“修改指令”同时注明修整部件和修整尺寸等必要的技术参数。
5.6.2加工单位(包括外协)应严格按技术部的要求进行工装的修整。
5.6.3工装修整完成后,技术部应对重要工装进行验收并保存记录
5.6.4修整后的工装在第一次使用时,若发现异常情况,使用部门应及时通知技术部了解情况及时处理。
5.6.5防漆盖子、金属制轮圈栈架、喷涂运输线挂钩、热处理篮子等工装的修整可由使用单位通知保全课或冷作组进行整修,修整完后由使用单位派人验收。
5.7工装报废
5.7.1CNC定位块、CNC夹具、报废
这两项报废由使用部门提出申请技术部认可,技术主管经理批准才能实施。
5.7.2其余工装报废
其余工装报废由使用部门提出,或保全课认可无法再修理,报技术部认可。
5.8模具的管理参见«
6.记录方式
6.1CNC定位块由技术部登记、验收、发放,并由技术部保存记录。
6.2CNC夹具,由加工课登记,技术部保存验收记录,采购课保存加工单位评审记录。
6.3其余工装由各使用单位登记,并保存验收记录,采购课保存加工单位评审记录。
7.相关文件
7.1采购控制程序
7.2文件和资料控制程序
7.3模具管理程序
8.记录表式
8.1工装验收报告
8.2合格供方名册
8.3工装修改指令
8.4中心孔定位块清单
8.5工装登记验收清单
 升级会员
升级会员 