垫片冲压模具设计Word文件下载.docx
《垫片冲压模具设计Word文件下载.docx》由会员分享,可在线阅读,更多相关《垫片冲压模具设计Word文件下载.docx(24页珍藏版)》请在冰豆网上搜索。
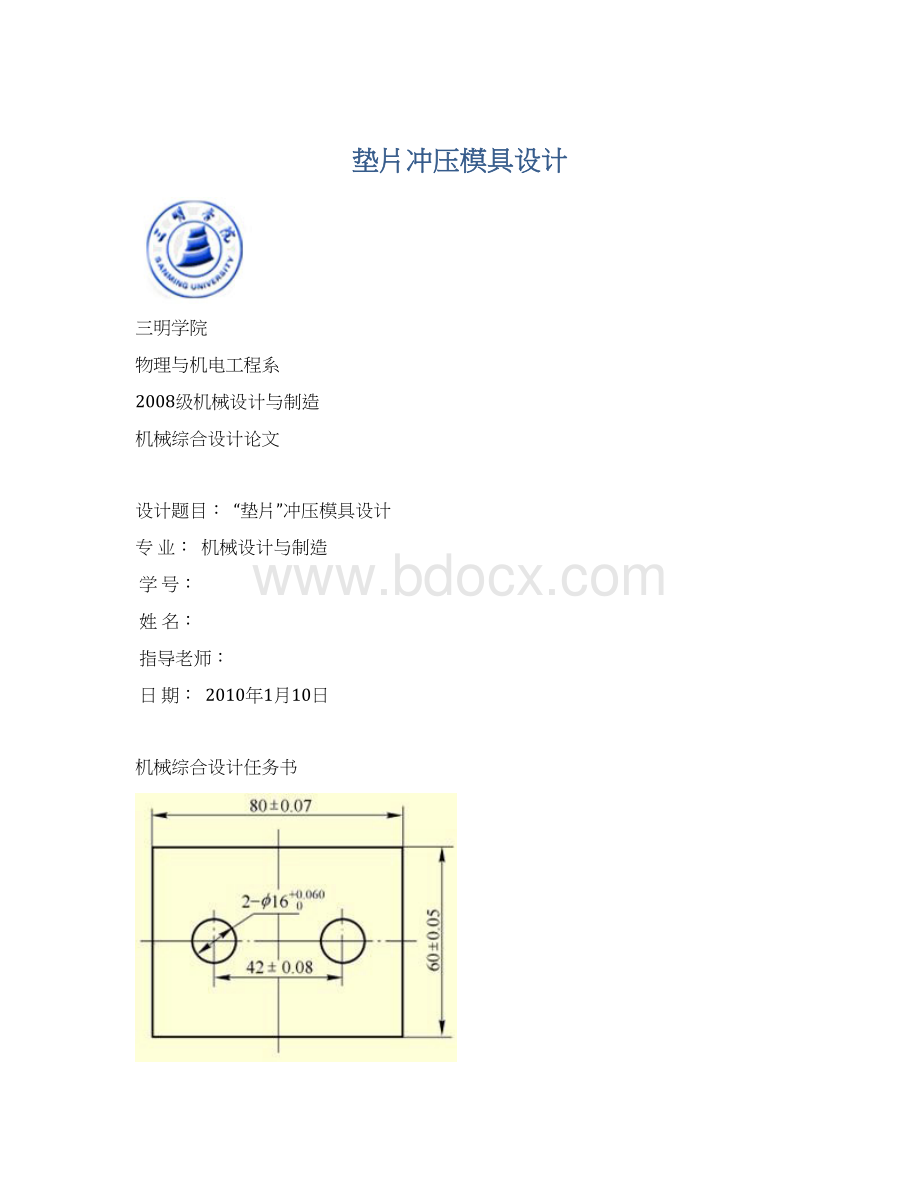
Q235钢,板料厚度t=2mm生产批量:
大批量
同学,请你根据图示制件,完成下列设计任务:
1零件的冲压工艺性分析
2相关的工艺计算
3总体模具设计
4模具的零部件设计
5绘制模具总装图1张(A1),凸模、凹模及其它非标准零件图3—5张(A4)
6设计说明书1份,20页左右(不少于5000字)
设计要求:
1图纸可以手绘或CAD绘制,CAD绘制者必须交纸质图及电子版图
2设计必须认真仔细,允许讨论,但严禁抄袭、复制或复印
3装配图及零件图的绘制必须严格按标准进行,经指导老师审核后方可打印
4说明书必须按统一的格式撰写,要求设计和计算过程叙述详尽、术语规范、语句通顺,否则不予接收
参考资料:
《冲压设计资料》王孝培主编、《冷冲模图册》、《冷冲模设计指导》、《中国模具设计大典》,也可自行参考其它相关文献。
摘要
冲裁是利用模具使板料产生分离的冲压工序,包括落料、冲孔等。
冲压模具(简称冲模)是冲压生产的主要工艺装备,其设计的合理与否对冲压件的表面质量、尺寸精度、生产率以及模具的寿命有很大的影响。
冲压技术广泛应用于航空、汽车、电机、家电、通信等行业的零部件的成形的加工。
据国际生产技术协会预测,到本世纪中,机械零部件中60%的粗加工、80%的精加工要有模具来完成加工。
因此,冲压技术对发展生产、增加效益、更新产品等方面具有重要作用。
此次毕业设计零件为垫板,首先对垫板的冲压工艺进行了分析,通过分析比较,确定其冲压工艺方案及模具结构类型,并进行了必要的冲压工艺参数计算,完成了垫板落料冲孔复合模结构设计过程,包括模具工作零件、定位零件、卸料与推件装置的设计,标准模架和导向零件的选用。
最后绘制出了本次设计的模具总装图及模具主要零件的零件图。
本文对落料冲孔复合模的设计过程进行了较为详细的说明,初步设计出给定冲压件的冲压模的结构及尺寸,简单垫片零件的冲压模具设计提供了一种较简单有效的思路。
关键词:
工艺性分析工艺方案确定倒装复合模
目录
第一章绪论…………………………………………………………6
第二章冲压件工艺性分析及工艺方案的确定………………………8
2.1冲压件工艺分析…………………………………………8
2.2冲压工艺方案的确定……………………………………8
2.2.1模具结构形式的确定……………………………9
第三章冲压工艺计算………………………………………………10
3.1.排样设计与计算…………………………………………10
3.1.1搭边值的确定…………………………………10
3.1.2排样方案的选择………………………………10
3.2冲压力的计算……………………………………………12
3.2.1落料力………………………………………12
3.2.2冲孔力…………………………………………12
3.2.3卸料力………………………………………12
3.2.4推件力…………………………………………12
3.2.5压力机的初步选定……………………………13
3.3压力中心的确定……………………………………13
3.4工作零件刃口尺寸计算…………………………………14
3.4.1间隙值的确定…………………………………14
3.4.2工作零件刃口尺寸的计算……………………14
第四章模具总体设计及部分零件设计……………………………16
4.1工作零件的结构设计……………………………………16
4.1.1凸模的结构设计………………………………16
4.1.2凹模的结构设计………………………………16
4.1.3凸凹模的结构设计………………………………17
4.2卸料零件的设计…………………………………………18
4.3模架的选用………………………………………………20
4.4冲裁模闭合高度的校核…………………………………21
4.5定位零件的设计…………………………………………21
4.6模柄的选用………………………………………………21
第五章结束语……………………………………………………22
致谢
参考文献
第一章绪论
冲压是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
而我们把在冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺设备,称为冲压模具(俗称冲模)。
冲模可根据工艺性质和工序组合程度分类,其中按照工艺性质可分为:
冲裁模、弯曲模、拉深模、成形模;
根据工序组合又可分为单工序模、复合模、级进模。
模具作为高效率的生产工具的一种,是工业生产中使用极为广泛与重要的工艺装备。
采用模具生产制品和零件,具有生产效率高,可实现高速大批量的生产;
节约原材料,实现无切屑加工;
产品质量稳定,具有良好的互换性;
操作简单,对操作人员没有很高的技术要求;
利用模具批量生产的零件加工费用低;
所加工出的零件与制件可以一次成形,不需进行再加工;
能制造出其它加工工艺方法难以加工、形状比较复杂的零件制品;
容易实现生产的自动化的特点。
设计出正确合理的模具不仅能够提高产品质量、生产率、具使用寿命,还可以提高产品经济效益。
在进行模具设计时,必须清楚零件的加工工艺,设计出的零件要能加工、易加工。
充分了解模具各部件作用是设计者进行模具设计的前提,新的设计思路必然带来新的模具结构。
与机械加工及塑性加工的其它方法相比,冲压加工无论在技术方面还是经济方面都具有许多独特的优点。
主要表现如下。
(1)冲压加工的生产效率高,且操作方便,易于实现机械化与自动化。
这是因为冲压是依靠冲模和冲压设备来完成加工,普通压力机的行程次数为每分钟可达几十次,高速压力要每分钟可达数百次甚至千次以上,而且每次冲压行程就可能得到一个冲件。
(2)冲压时由于模具保证了冲压件的尺寸与形状精度,且一般不破坏冲压件的表面质量,而模具的寿命一般较长,所以冲压的质量稳定,互换性好,具有“一模一样”的特征。
(3)冲压可加工出尺寸范围较大、形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁、覆盖件等,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均较高。
(4)冲压一般没有切屑碎料生成,材料的消耗较少,且不需其它加热设备,因而是一种省料,节能的加工方法,冲压件的成本较低。
但是,冲压加工所使用的模具一般具有专用性,有时一个复杂零件需要数套模具才能加工成形,且模具制造的精度高,技术要求高,是技术密集形产品。
所以,只有在冲压件生产批量较大的情况下,冲压加工的优点才能充分体现,从而获得较好的经济效益。
模具的标准化及专业化生产,已得到模具行业和广泛重视。
因为冲模属单件小批量生产,冲模零件既具的一定的复杂性和精密性,又具有一定的结构典型性。
因此,只有实现了冲模的标准化,才能使冲模和冲模零件的生产实现专业化、商品化,从而降低模具的成本,提高模具的质量和缩短制造周期。
目前,国外先进工业国家模具标准化生产程度已达70%~80%,模具厂只需设计制造工作零件,大部分模具零件均从标准件厂购买,使生产率大幅度提高。
模具制造厂专业化程度越不定期越高,分工越来越细,如目前有模架厂、顶杆厂、热处理厂等,甚至某些模具厂仅专业化制造某类产品的冲裁模或弯曲模,这样更有利于制造水平的提高和制造周期的缩短。
我国冲模标准化与专业化生产近年来也有较大发展,除反映在标准件专业化生产厂家有较多增加外,标准件品种也有扩展,精度亦有提高。
但总体情况还满足不了模具工业发展的要求,主要体现在标准化程度还不高(一般在40%以下),标准件的品种和规格较少,大多数标准件厂家未形成规模化生产,标准件质量也还存在较多问题。
另外,标准件生产的销售、供货、服务等都还有待于进一步提高。
第2章冲压件工艺性分析
2.1冲压件工艺性分析
该材料形状简单,只有落料和冲孔两个工序。
材料为Q235钢,具有良好的塑性和冲压性能,适合冲裁。
由文献[3]表9-13查出,冲裁件内外形所能达到的精度为IT8~IT10。
工件结构形状相对简单,长方体形状的,并且存在尖角,其中还有两个大小相等,直径为φ
的孔,孔中心与边缘之间的距离公差为
0.08mm,可以冲裁。
将以上精度与工件简图中标注的尺寸公差相比较,可认为该工件的精度要求能够在冲裁加工过程中得到保证,其他的尺寸标注等情况,也符合冲裁的工艺要求。
2.2冲压工艺方案的确定
方案一:
先冲孔,后落料。
单工序模生产。
方案二:
冲孔—落料复合冲压。
复合模生产。
方案三:
冲孔—落料级进冲压。
级进模生产。
表2.1各类模具结构及特点比较
模具种类比较项目
单工序模
级进模
复合模
无导向
有导向
零件公差等级
低
一般
可达IT13—IT10级
可达IT10—IT8级
零件特点
尺寸不受限制厚度不受限制
中小型尺寸厚度较厚
小零件厚度0.2—6mm可加工复杂零件,如宽度极小的异形件
形状与尺寸受模具结构与强度限制,尺寸可以较大,厚度可达3mm
零件平面度
中小型件不平直,高质量制件需较平
由于压料冲件的同时得到了较平,制件平直度好且具有良好的剪切断面
生产效率
较低
工序间自动送料,可以自动排除制件,生产效率高
冲件被顶到模具工作表面上,必须手动或机械排除,生产效率较低
安全性
不安全,需采取安全措施
比较安全
模具制造工作量和成本
比无导向的稍高
冲裁简单的零件时,比复合模低
冲裁较复杂零件时,比级进模低
适用场合
料厚精度要求低的小批量冲件的生产
大批量小型冲压件的生产
形状复杂,精度要求较高,平直度要求高的中小型制件的大批量生产
结合表2.1分析知:
方案一模具结构简单,制造周期短,制造简单,但需要两副模具,成本高而生产效率低,难以满足大批量生产的要求。
方案三只需一副模具,生产效率高,操作方便,精度也能满足要求,但模具轮廓尺寸较大,制造复杂,成本较高。
方案二也只需一副模具,制件精度和生产效率都较高,且工件最小壁厚大于凸凹模许用最小壁厚模具强度也能满足要求。
冲裁件的内孔与边缘的相对位置精度较高,板料的定位精度比方案三低,模具轮廓尺寸较小,制造比方案三简单。
通过对上述三种方案的分析比较,该工件的冲压生产采用方案二为佳。
2.2.1模具结构形式的确定
正装式复合模适用于冲制材质较软或板料较薄的平直度要求较高的冲裁件,还可以冲制孔边距较小的冲裁件。
倒装式复合模不宜冲制孔边距较小的冲裁件,但倒装式复合模结构简单,又可以直接利用压力机的打杆装置进行推件卸件可靠,便于操作,并为机械化出件提供了有利条件,所以应用十分广泛。
根据零件分析,制件的精度要求较低,孔边距较大,为提高经济效益和简化模具结构,适宜采用倒装复合模生产。
根据以上分析确定该制件的生产采用倒装式复合模具生产。
第三章零件工艺计算
3.1排样设计与计算
冲裁件在条料上的布置方法称为排样。
排样设计包括选择排样方法、确定搭边值、计算条料宽度和送料步距,计算材料利用率,画排样图。
3.1.1搭边值的确定
搭边的作用是补偿定位误差,保持条料有一定的刚度,以保证零件质量和送料方便。
搭边过大,浪费材料。
搭边过小,冲裁时容易翘曲或被拉断,不仅会增大冲件毛刺,有时还有拉入凸、凹模间隙中损坏模具刃口,降低模具寿命。
或
 升级会员
升级会员 