某工厂管道安装施工方案pWord文档下载推荐.docx
《某工厂管道安装施工方案pWord文档下载推荐.docx》由会员分享,可在线阅读,更多相关《某工厂管道安装施工方案pWord文档下载推荐.docx(27页珍藏版)》请在冰豆网上搜索。
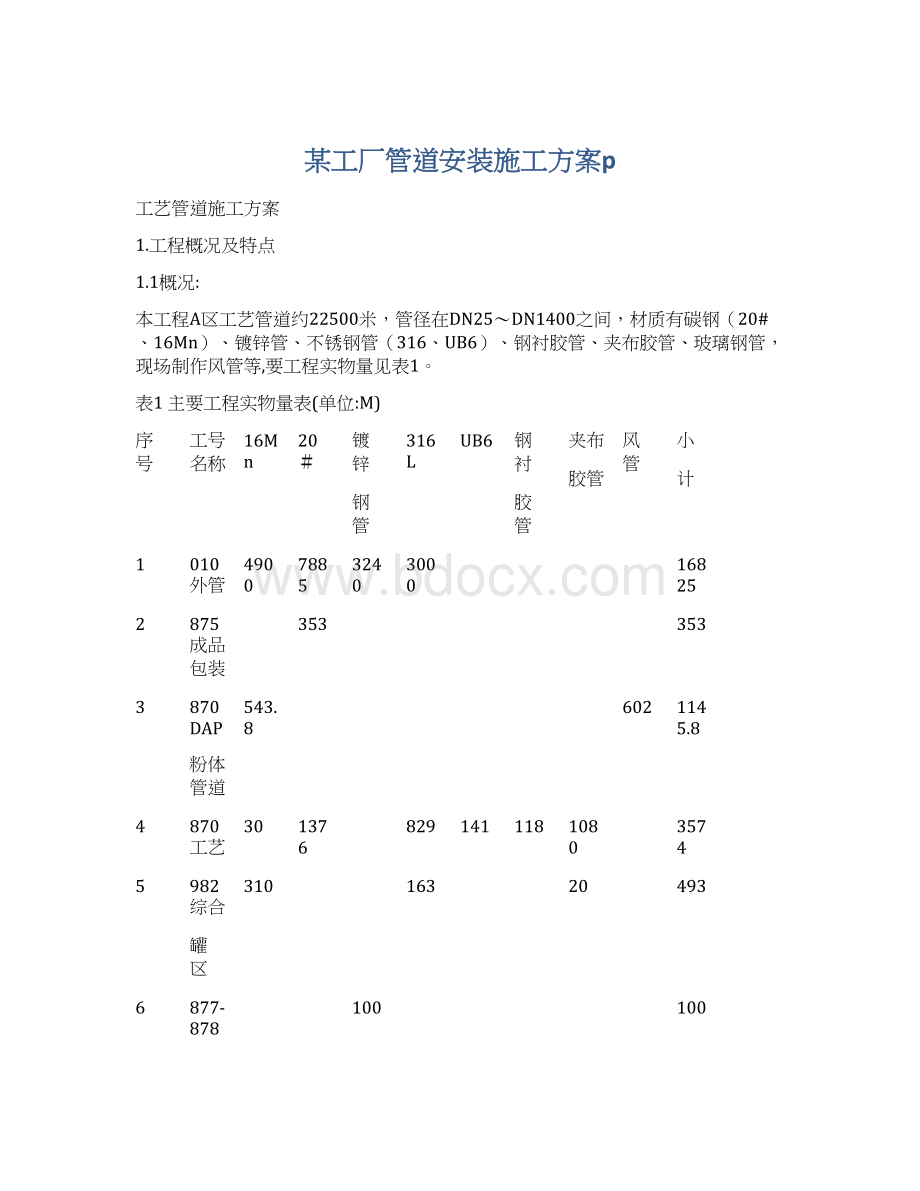
3240
3000
16825
2
875成品包装
353
3
870DAP
粉体管道
543.8
602
1145.8
4
870工艺
30
1376
829
141
118
1080
3574
5
982综合
罐区
310
163
20
493
6
877-878
100
7
合计
5783.8
9614
3340
3992
1150
8
总计
24740.8
1.2工程特点
本装置管道主要分布6层29M高框架中,管道布置紧凑复查,框架层间交叉作业难度大,介质腐蚀性较强,管道密封要求较高,材质种类繁多,316L,UB6钢焊接难度大,质量要求高,因此,必须精心组织,精心施工,采取先进的施工工艺和方法,确保工期和质量.
2编制依据
1.1本方案编制依据招标图纸,招标文件,及以下规范。
2.2装置工艺管道施工应执行的规程,规范如下表4所示。
附表4:
执行的规程规范
名称
编号
工业金属管道工程施工及验收规范
GB50235--97
现场工业管道焊接工程施工及验收规范
GB50236--98
钢熔化焊对接对射线照相和质量分级
GB3323--87
3.主要施工工序
交工
材料验收
管道加工厂预制和伐门试压合格,运往现场
管道安装,固定口无损探伤合格
施工准备
管道系统试压
管道系统吹洗
系数单体试车
系统管道联动试车
4.施工准备
4.1技术学习与培训
为保证本装置工艺管道施工进度与质量,确保施工顺利进行,针对本装置工艺管道施工内容与特点,于工程开工前举办工艺管道学习班,组织全体施工人员进行图纸,规程,规范的学习,进行工艺流程,施工组织设计,施工方案,工艺特点与施工难度的交底工作。
使参与施工的全体人员对整个工程施工的作业程序,布置,工艺流程与结构,有较熟悉的了解,掌握施工过程中的重点与难点及关键工序的质量控制,并在本装置推广先进的施工技术与操作方法。
对焊工进行针对本工程材质的培训与考试,所有焊工须持证上岗,为本工程特殊材质焊接培训一批精干焊工,通过学习与培训,提高施工人员的理论水平与操作技能及质量安全意识,以确保装置施工优质高效完成。
4.2技术资料的准备
施工前组织技术人员学习规程,规范,图纸,认真编制装置工艺管道施工方案,并向班组交底,绘制单线图,进行焊接工艺评定及试验,拟定焊接工艺规程,配备足够数量的符合本装置工艺管道施工需要的各类材质的持证合格焊工,并检查合格证上项目应与焊接位置一致,且在有效期内。
按施工总进度计划编制工艺管道施工进度网络计划,施工机具计划和劳动力进点计划,编制施工材料计划表,以配合单线图领料与施工。
4.3管道加工厂的设置
本装置管道工程采用先进的工业化的施工方法,-----管道加工厂预制,管道加工厂机械化流水作业,完整的工艺程序为:
在加工厂内使用各种类型的专用机械设备,加工制作各类型的另件,检查与修理伐门,将管子,管件,按单线图下料切割,加工预制坡口,装配成管道组合件,并进行试验,合格后封闭管端,运往现场进行固定口的组装。
管道加工厂预制深度为40%—50%,加工能力为1000吨/年。
利用现场877#或878#车间作为临时管道加工厂,具体布置如图1所示,加工厂机具配备见表2所示。
4.4施工现场准备
按工艺管道施工方案的要求,布置现场工艺管道施工组对场地及平台,搭设电焊机,气焊工具临时工棚,现场临时仓库及材料堆场,现场设立二级焊条库,库内设焊条烘烤箱和恒温箱,除湿机,通风机,干湿温度计及焊条贷架等,所有计量器具应有计量标识经校验合格且在有效期内。
按公司Q/SHF建立完善的焊条的烘烤,发放管理制度。
吊车进退场道路畅通,施工临用水,用电接到使用地点。
工艺施工机具表
序号
规格
单位
数量
备注
汽车起重机
50t
台
25t
运输汽车
8t
电瓶车
5t
等离子切割机
LGK---100
氩弧焊机
WSA4---300
硅整硫焊机
GS---400SS/12KW
16
坡口机
GPJ---351
9
半自动切割机
GT—100A
10
砂轮切割机
圆盘φ300
11
台式砂轮机
φ100
12
试压泵
SY---600
13
台式钻床
φ25
14
摇臂钻床
φ50
15
红外线烘箱
300---500℃
恒温箱
100---200℃
17
除湿机
18
套丝切割机
Z3T---R4
19
电动磨光机
φ100---φ125
24
X光机
TX2505---3005
1000T/年管道加工厂平面布置图1
等离子切割机棚
氩弧焊机棚
不锈钢组对木板平台
不
锈
钢
材
料
堆
放
地
伐门试压检查修理平台
试压泵
成品库
电瓶车
碳钢管组对钢平台
玻璃钢管组对木板平台
电焊机棚
氩弧焊机棚
碳钢
材料堆放场地
玻璃钢材料堆放场地
气
焊
工
具
棚
砂轮切割机
砂轮机
摇臂钻床
台式钻床
办
公
室
生活间
成品库
行
车
大
门
碳钢坡口机
电动葫芦
不锈钢坡
口机
消防器材
70000
18000
5.主要施工方法
5.1材料验收
5.1.1全部管子,管件应有制造厂的质量证明书,且符合设计文件的规定,钢管的质量证明书上有合同号,供方的名称或印记,产品标准号,钢的牌号,炉罐号,批号,重量和件数,品种名称规格质量等级,技术临督部门的印记。
5.1.2对于大直径的钢管,检查每根管端应有印记,印记包括钢的牌号,产品规格,产品标准号,供方印记和注册商标等应齐全,合金钢管的钢的牌号后有炉号,批号。
5.1.3对于小直径的钢管,成捆供贷,检查其标牌,应标明供方印记或注册商标,钢的牌号,炉号,批号,合同号,产品规格,标准号,重量,根数,制造日期,供方临督部门的印记等应齐全.
5.1.4焊接钢管或镀锌钢管无印记,但有标牌,标牌内容同上。
5.1.5对合金钢管要按规范要求进行光镨分析,检查其化学成份应符合设计及合同规定。
5.1.6对设计要求进行晶间腐蚀试验的不锈钢管子及管件,检查制造质量证明书上晶间腐蚀试验结果应符合设计规定,如末注明,在检验时应按“不锈钢腐蚀试验方法GB4334.1-9”中有关规定补充试验。
5.1.7全部管子,管件应进行外观检查,其表面应无裂纹、结疤、麻点、夹杂物、折皱、重皮、划痕、严重锈蚀等缺陷。
对玻璃钢复合管不能有压碎、断裂、凿痕等现象。
5.1.8钢衬胶管采用电火花法检查钢管内衬胶层应完整,表面应光滑柔软无折纹,不应有深度在0.5mm以上的裂纹,坑注,气泡等缺陷。
5.1.9各种材质与规格的管子应按规范规定进行检查,检查直径、壁厚、弯曲度等,均应符合材料标准的规定。
5.1.10全部阀门应做外观检查,检查项目包括:
a.阀门型号规格、铭牌、编号、压力等级、材质标注应符合图纸设计要求。
b.外部和可见的表面,螺纹、密封面应无损伤、锈蚀现象,铸造阀体应无砂眼、缩孔、气孔、裂纹等有害性缺陷。
c.该批阀门到现场后,应根据该批的同一制造厂、同一规格、同一型号按
比例进行抽查强度试验和严密性试验。
5.2材料的存放
5.2.1由于本工程工艺管道材质的区别,碳钢管、镀锌管、不锈钢管、玻璃钢管,钢衬胶管,要分几个堆场堆放,严禁混放,碳钢管允许露天存放,但要垫平道木和盖篷布,不锈钢管要堆放在木板上,所有阀门要检查两端口封闭状况,小型管件和阀门要放在货架上。
5.2.2玻璃钢管和钢衬胶管的堆放地点要避免阳光和热源的辐射,且室内温度在5~40℃范围内。
搬运和堆放时,要轻拿轻放,避免强烈震动或碰撞。
5.2.3所有存放的材料均要作出明显标识,注明规格、材质、合格证号、数量等内容。
5.3焊材的存放
5.3.1现场设立焊条二级库,有专人看管,库内应装有性能良好的去湿机、通风机、干(湿)温度计及焊条烘烤设备,并挂有产品合格证和校验合格证。
5.3.2焊条严格按规范要求分类,按规格摆放整齐,挂标识。
5.3.3焊条库应建立一套完整的焊条保管、发放制度。
5.4管道的加工厂预制
5.4.1管道预制安装前完成单线图的测绘工作,设备安装就位后,按施工图逐根进行单线图的测绘,绘出单根管线的走向,标高,坐标,规格,长度,角度,坡度,另配件,及支座的位置,管线的起止点设备的名称,位置等。
还要把仪表接口位置,系统吹洗增加管口位置测绘出来。
5.4.2所有管道均应在加工厂预制,预制深度达50%左右,所有管道按单线图下料,必须进行钢号移植。
各种材质的管道预制时分开进行,预制完毕要作好标记。
管道加工预制流程如图2所示。
5.4.3切割
5.4.3.1碳钢管道可采用氧乙炔焰或用机械(砂轮切割机)切割下料。
镀锌管用机
械方法切割。
不锈钢管道用等离子或机械方法切割,用砂轮进行切割或修磨时,要使用专用砂轮片。
5.4.3.2切割后的坡口要平整,坡口表面要清理干净,碳钢管用锉刀和砂轮机清理,不锈钢管用专用角向磨光机清理。
加工不锈钢管及碳钢管的工具不能混用。
5.4.3.3对焊壁厚相同的管子、管件时,其内壁要做到平齐,内壁错边量应符合规范规定。
5.4.4预制
5.4.4.1管道预制过程中要充分考虑现场条件,按照方便运输和安装的原则来确定预制深度和活口位置,活口处应留50~100mm的下料余量,以便安装时调整,仪表一次元件开孔预制时应按图同时进行加工。
5.4.4.2管道组成件应按单线图规定的数量、规格、材质选配,并应按单线图标明管系号和按预制顺序标明各组成件的顺序号。
5.4.4.3管道组成件的焊接、无损探伤、加工、组装和检查,应符合规范有关规定。
5.4.4.4预制管段应具有足够的刚性,必要时可进行加固,以保证存放及运输过程中不产生变形。
5.4.4.5预制完毕的管段,应将内部清理干净,及时封闭管口,保持管内清洁。
5.4.5管道焊接
5.4.5.1焊接方法的选择:
碳钢管当管径比较
 升级会员
升级会员 