机械制造基础CA6140杠杆工艺过程卡与工序卡Word文档格式.doc
《机械制造基础CA6140杠杆工艺过程卡与工序卡Word文档格式.doc》由会员分享,可在线阅读,更多相关《机械制造基础CA6140杠杆工艺过程卡与工序卡Word文档格式.doc(8页珍藏版)》请在冰豆网上搜索。
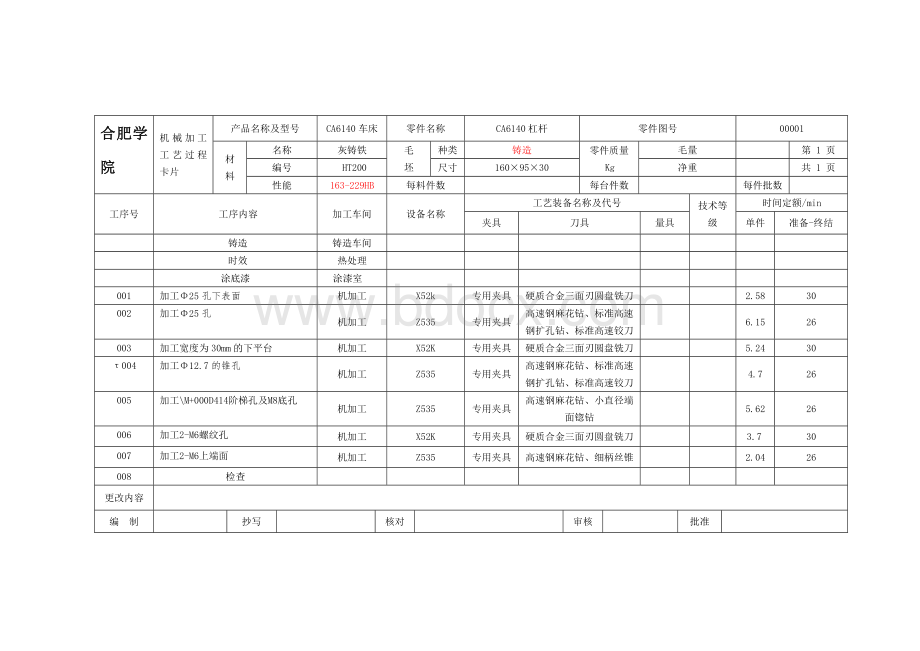
HT200
尺寸
160×
95×
30
净重
共1页
性能
163-229HB
每料件数
每台件数
每件批数
工序号
工序内容
加工车间
设备名称
工艺装备名称及代号
技术等级
时间定额/min
夹具
刀具
量具
单件
准备-终结
铸造
铸造车间
时效
热处理
涂底漆
涂漆室
001
加工Φ25孔下表面
机加工
X52k
专用夹具
硬质合金三面刃圆盘铣刀
2.58
002
加工Φ25孔
Z535
高速钢麻花钻、标准高速钢扩孔钻、标准高速铰刀
6.15
26
003
加工宽度为30mm的下平台
X52K
5.24
τ004
加工Φ12.7的锥孔
4.7
005
加工\M+000D414阶梯孔及M8底孔
高速钢麻花钻、小直径端面锪钻
5.62
006
加工2-M6螺纹孔
3.7
007
加工2-M6上端面
高速钢麻花钻、细柄丝锥
2.04
008
检查
更改内容
编制
抄写
核对
审核
批准
机械加工
工序卡片
第1页
831009
共
7
页
车间
工序名称
材料牌号
粗、精铣Φ25通孔下表面
HT200
同时加工件数
力学性能
1
设备型号
设备编号
工作液
立式铣床
夹具名称
夹具编号
单件时间
min
准备—终结
时间/min
专用夹具v
2.58
工步号
工步内容
工艺
装备
主轴转速
r/min
切削速度m/mim
背吃刀量mm
进给量
mm/r
进给
次数
时间定额
机动
辅助
粗铣Φ25通孔下表面
专用铣夹具、硬质合金三面刃圆盘铣刀
300
94.2
1.9
57.6
0.34
0.41
2
精铣Φ25通孔下表面
75
24
0.1
108
1.42
河南
农业大学
第2页
钻、扩、铰Φ25H7的通孔
26
钻Φ22的通孔
专用钻夹具、高速麻花钻Φ22
195
17
0.43
1.77
扩孔至Φ24.7
高速钻夹具、标准高速钢扩孔钻Φ24.7
275
23.1
0.57
0.22
3
铰通孔到Φ25H7
专用钻夹具、标准高速铰刀Φ25
100
7.8
1.6
0.21
第3页
粗、精铣宽度为30mm的下平台
同时加工
件数
30
粗铣宽度为30mm的下平台
5.76
2.21
精铣宽度为30mm的下平台
第4页
钻锥孔Φ12.7
004
26
钻Φ12的孔
专用钻夹具、高速钢麻花钻Φ12
11.22
5
0.58
扩孔至Φ12.7
专用钻夹具、标准高速钢扩孔钻Φ12.7
21.3
第5页
钻M8底孔及锪钻Φ14阶梯孔
钻Φ7的孔
专用钻夹具、高速钢麻花钻Φ7
900
19.8
10
0.25
0.07
攻M8的螺纹孔
专用钻夹具、细柄机用M8丝锥
360
8.88
1.5
0.05
锪钻Φ14阶梯孔
专用钻夹具、小直径端面锪钻Φ14
7.35
0.23
0.19
第6页
粗、精2-M6端面
粗铣2-M6的上端面
0.17
精铣2-M6的上端面
1.05
第7页
26
 升级会员
升级会员 