管母线安装施工方案文档格式.docx
《管母线安装施工方案文档格式.docx》由会员分享,可在线阅读,更多相关《管母线安装施工方案文档格式.docx(11页珍藏版)》请在冰豆网上搜索。
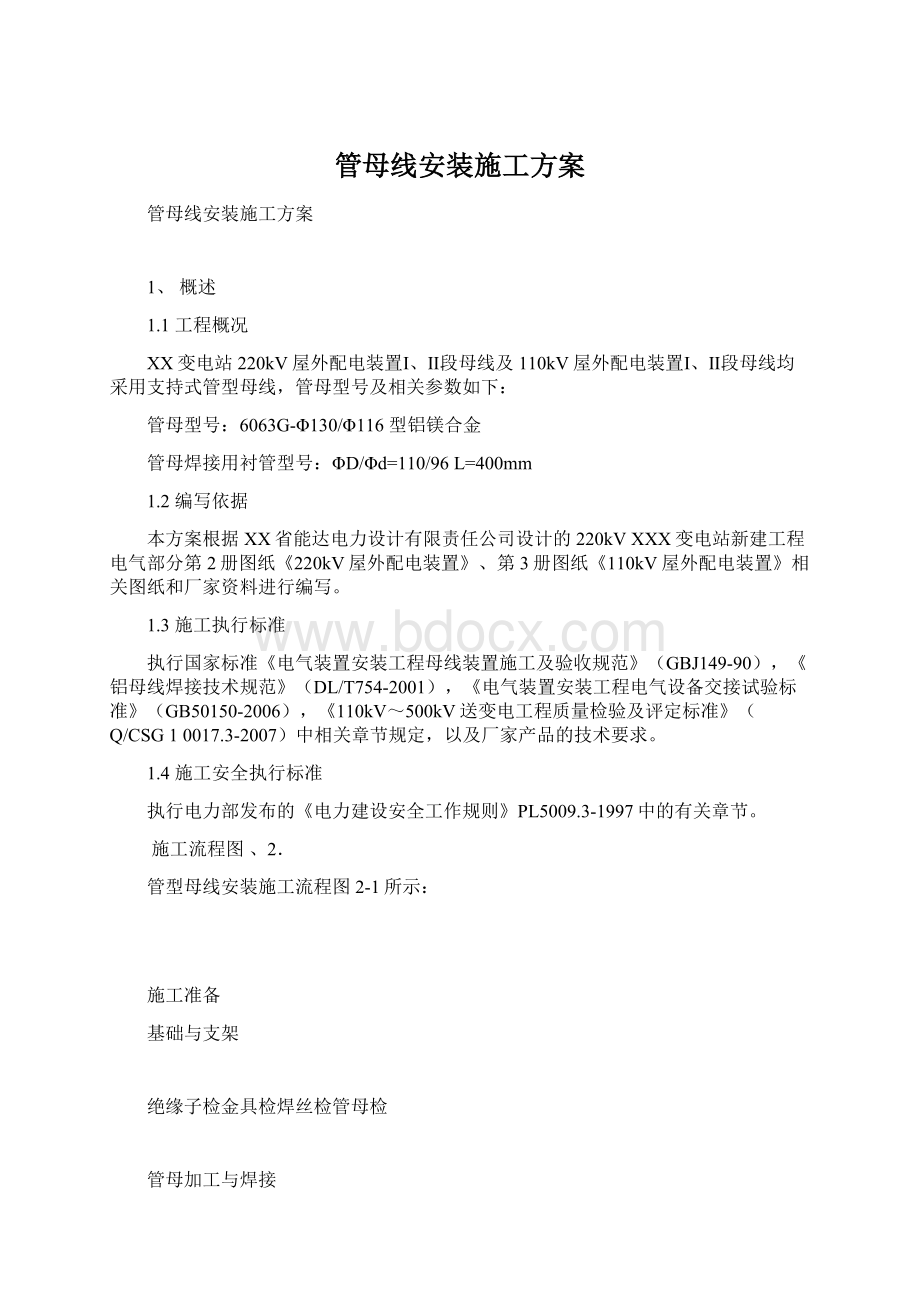
基础与支架
绝缘子检金具检焊丝检管母检
管母加工与焊接
绝缘子组装
管母吊装
管母调整
消缺与验收
施工流程及技术要求3、施工准备3.1
3.1.1基础与支架交接验收
3.1.1.1使用全站仪对基础轴线进行复测。
3.1.1.2核实接地线敷设部位符合设计要求,焊接质量符合规范。
3.1.2技术要求
3.1.2.1施工图纸(电气部分第2册《220kV屋外配电装置》、第3册图纸《110kV屋外配电装置》的相关图纸各1份),母线安装记录表格(附后)等技术资料齐全,以满足现场施工需要。
3.1.2.2技术人员已对施工人员进行技术交底和安全交底,氩弧焊工、起重指挥应作为重点交底对象。
3.1.2.3根据铝管加工长度和施工图纸,已计算确定每根管母线的连接方式、焊接段数。
3.1.3场地准备
3.1.3.1场地平整、清洁,管母校正平台、焊接导轨现场加工制作完毕,且应布置在安装场地附近,以便母线焊接完后不再搬运,就近平直堆放待吊装。
3.1.3.2吊车布置到位并经模拟试吊,作业空间可满足起重机械的作业要求,2台吊车起吊管母可同步作业。
3.1.3.3已装设专用施工电源箱,作业场地照明充足,具备夜间施工条件。
3.1.3.4氩弧焊机已经试焊,风冷系统正常,可满足连续作业要求。
3.1.4人员准备
3.1.4.1为确保管母按期优质的完成安装任务,现场施工人员选派经验丰富、有高度责任心的人员担任,具体人员组织如下:
施工负责人:
1人技术负责人:
1人
安全员(兼):
1人电气安装工:
5人
起重工:
2人氩弧焊工:
3人
普工:
3.1.4.2所有施工人员上岗前,应根据本工程管母的安装特点进行专业培训,并提前熟悉现场及设备情况。
特殊工种作业人员须持证上岗。
3.1.5机具材料准备
3.1.5.1主要安装工机具见表3-1.
序号名称规格或型号单位数量备注
汽车吊8t12台台21WSE-500P氩弧焊机
2250mm台80-3Φ母线坡口机Φ~380V、418kVA
1台电焊机
1套5气割工具
6砂轮切割机台2
台1
只2现场加工焊接导轨271个
瓶28
氮气若干
序号名称单位数量备注
kg30
3t30.4m规格S331
7金属切割机8拉链葫芦1铝镁合金焊丝
9烘箱10台钻绞磨机11可调力矩扳手1213手工工具普通扳手14全站仪15水准仪16
自动恒温1台台12台1各套各套2把各4台11
台
QL1800、QL900寸、10寸1812寸、
GTS332型
17水平尺0.5m只2
50m各1把185m卷尺、10m、0.5m、1m
119各把钢板尺
只202掉线锤
213t×
15m尼龙吊带4副Φ822棕绳3100m
各7m铝合金梯4m、架232
配炉丝3kW524只电炉盘
25若干枕木
现场加工1校正平台26个表3-1管母安装主要安装工机具表
3.1.5.2主要施工材料见表3-2
瓶2无水丙酮30
kg310硝酸kg10烧碱4
20㎡白布5
5不锈钢丝刷6把
7
20
纱布张320#
表3-2管母安装主要施工材料表
3-4
、3-3装置性材料见表3.1.5.3
序号
名称规格单位数量备注
1161036米Φ6063G-Φ130/
L=400mm
ΦD/Φd=110/96根78
72只ZSW4-252/8K-3H=2300mm252活动型套MGG1-130
固定型84MGG2-130套
72套T型线夹MGT-10036套MGSS-130
12MGZ-130套
MGF-130
72套
1管母线
2管母线焊接用衬管
棒式支柱绝缘子3
管母线固定金具4
5管母线固定金具
管母线6
管母伸缩节7
封端球8
9封端盖
表3-3220kV管母安装装置性材料表
828米1166063G-Φ130/Φ
66
ΦD/Φd=110/96根
96只ZSW-110/16-4H=1150mm108MGG1-130活动型套固定型MGG2-130套108
型线夹T
MGT-130
套
3
30MGSS-130管母伸缩节7套
MGZ-130封端球812套
封端盖9
60
套MGF-130
表3-4110kV管母安装装置性材料表
3.1.6装置性材料开箱检查
3.1.6.1铝管检查
铝管型号、规格是否符合设计要求,内外径是否满足规范要求,试验报告、材质证明、合格证是否齐全。
.
母线表面是否光洁平直,无裂纹或损伤。
母线轴线弯曲度是否符合规范要求,见表3-5
母线规格(
mm)单位长度内的弯度(
mm)
全长
L内的弯度(
直径为
150以下<
3.0<
3.0×
L
<
4.0<
4.0
×
250150︿L
表3-5管母轴线弯曲度要求表
3.1.6.2焊丝检查
型号是否与管母材质相匹配,其中含镁量为5%,其它元素不大于0.4%,合格证和试验报告是否齐全。
3.1.6.3绝缘子检查
型号是否符合设计,外观检查是否完好、无裂纹,胶合处是否填料完整、结合牢固。
3.1.6.4金具检查
型号、规格是否符合设计,如管母线封断球(封端盖)与配合安装的管母线内径是否吻合,合格证是否齐全,外观检查是否完好,表面是否光洁、无毛刺。
3.1.7焊接试件
已完成焊接试件,要求测试用试件的焊接材料、接头型号、焊接位置、工艺等应与实际施工时相同。
焊接试件送有关部门进行如下实验,当下列试验项目合格,方可进行正式焊接。
表面及断口检验:
焊缝表面不应有凹陷、裂缝、未熔合、未焊透等缺陷。
焊缝应采用X光无损探伤,其质量检验应按有关标准的规定。
焊缝抗拉强度试验:
铝及铝合金母线,其焊接接头的平均最小抗拉强度不得低于原材料的75%。
直流电阻测定:
焊接直流电阻应不大于截面、同长度的原金属的电阻值。
3.2管母线加工
3.2.1管材切断前,应根据整段母线平断面图和到货管材长度,计算每段铝管焊接长度,保证母线对接焊缝的部位离支柱绝缘子的固定金具距离不小于50mm,并应避开各间隔的跳线金具安装位置,管口切断面应平整且与轴线垂直。
衬管应按设计图纸下料。
3.2.2使用坡口机将每个管接头预加工好坡口,坡口应光滑、均匀、无毛刺,如管母线厚度为7mm,加工后应达到以下标准:
钝边厚度1.5mm,坡口角度60-70°
:
管母线厚度为5mm,加工后应达到以下标准:
钝边厚度1mm,坡口角度60-65°
。
3.2.3使用台钻按图纸在管母接头处加工补强孔,最后在校正平台上逐根校直管材,直至符合规范要求。
3.3管母线焊接
3.3.1因管母线较长,需要在焊接场地设置一条焊接轨道,以使管材能自由转动和左右移动,便于焊接操作机装配。
焊接导轨用5根6m的[14槽钢直接焊接,并于槽钢槽口内上侧装好滚轴(每隔1m1对),加工过程中必须保证其槽钢及滚轮中心线之弯折偏移≦0.2%,中心线偏移≦0.5mm,。
导轨加工好后,根据现场实际情况,安放好导轨,使之与3mm水平误差≦.
主要机具配合良好。
3.3.2焊接前,焊丝采用温度50-60摄氏度8-10%氢氧化钠(烧碱)溶液浸泡约2分钟,然后以30%的稀硝酸液清洗中和处理,在冷水洗2-3分钟,抹干。
热风吹干,用塑料布包扎防尘待焊,处理后可置于烘箱中烘干待用,烘箱温度宜在100℃。
3.3.3施焊之前,应将母线坡口俩侧表面各50mm范围内清刷干净,可用白布蘸丙酮将坡口及坡口侧各50mm内的油污处理干净,晾干后用干净的不锈钢丝刷清刷干净,直至露出金属光泽,并及时焊接,以免再次氧化。
3.3.4将铝管吊至焊接导轨上,调整铝管使其对口平直,弯曲偏移≦0.2%,中心线偏移≦0.5mm,对口管间隙为1mm。
3.3.5管母线焊接采用氩弧焊,为防止管母线焊接后强度降低,采用衬管熔点补偿措施,补强衬管纵向轴线应位于焊缝口中央,衬管与管母线的间隙应小于0.5mm。
3.3.6管母线焊接工艺无特殊要求,关键是预热和保温,以保证焊接质量。
预热和保温可采用多个电炉环绕法加热(100-150℃),焊接过程中还应采用防风措施。
3.3.7焊接时,先在补强孔定位焊接后,在于坡口处将管母及衬管焊接牢固。
焊接过程中焊枪始终保持平焊,由其他人员在俩端缓慢旋转铝管,保证焊缝厚薄均匀。
母线对接焊缝的上部应有2-4mm的加强高度,焊缝应成圆弧形,所有焊缝、焊点应平整、光滑,不应有毛刺、凸凹不平之处,且无肉眼可见的裂缝、凹陷、缺肉、未焊透、气孔、光渣等缺陷。
每个焊缝应一次焊完,除瞬间间断弧外不得停焊。
管母线焊完、3.3.8
焊口未冷却前不得移动或受力。
若需翻动管母,必须对其两端和中间同时加力推动,避免焊缝受力过度。
3.4支柱绝缘子安装
3.4.1支柱绝缘子安装前,应经试验合格,外观检查瓷瓶无缺陷或裂纹,铸铁法兰浇合牢固,螺栓孔位对称,擦拭绝缘子外表光洁。
3.4.2支柱绝缘子采用8吨吊车吊装,用吊带或棕绳绑扎,吊装前应将管母线托架及管母固定金具安装好,以减少高空作业
 升级会员
升级会员 