SY4201.2-2019石油天然气建设工程施工质量验收规范设备安装塔类检验批表格文档格式.docx
《SY4201.2-2019石油天然气建设工程施工质量验收规范设备安装塔类检验批表格文档格式.docx》由会员分享,可在线阅读,更多相关《SY4201.2-2019石油天然气建设工程施工质量验收规范设备安装塔类检验批表格文档格式.docx(14页珍藏版)》请在冰豆网上搜索。
3
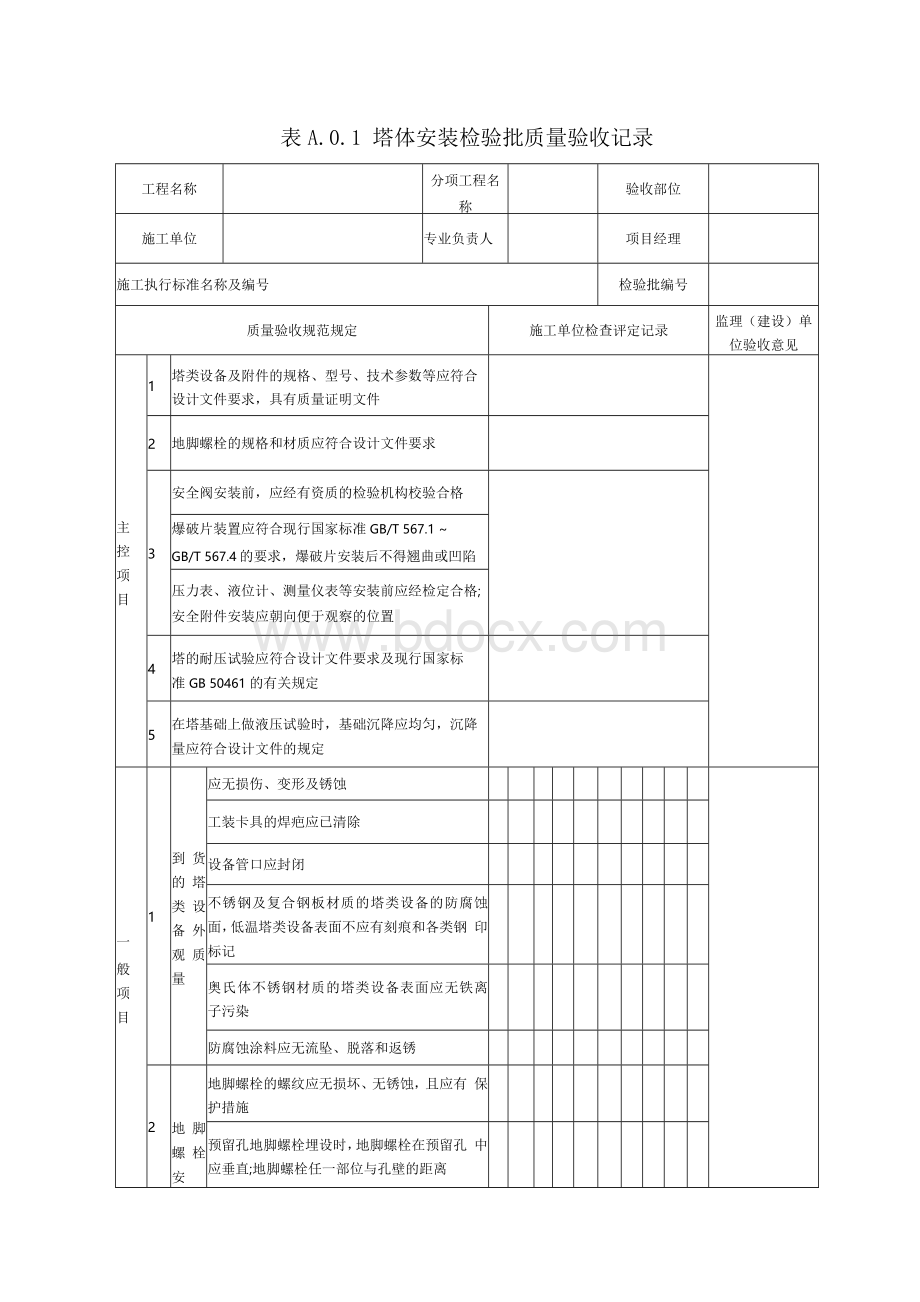
安全阀安装前,应经有资质的检验机构校验合格
爆破片装置应符合现行国家标准GB/T567.1~
GB/T567.4的要求,爆破片安装后不得翘曲或凹陷
压力表、液位计、测量仪表等安装前应经检定合格;
安全附件安装应朝向便于观察的位置
4
塔的耐压试验应符合设计文件要求及现行国家标准GB50461的有关规定
5
在塔基础上做液压试验时,基础沉降应均匀,沉降量应符合设计文件的规定
一
般项目
到货的塔类设备外观质量
应无损伤、变形及锈蚀
工装卡具的焊疤应已清除
设备管口应封闭
不锈钢及复合钢板材质的塔类设备的防腐蚀面,低温塔类设备表面不应有刻痕和各类钢印标记
奥氏体不锈钢材质的塔类设备表面应无铁离子污染
防腐蚀涂料应无流坠、脱落和返锈
地脚螺栓安
地脚螺栓的螺纹应无损坏、无锈蚀,且应有保护措施
预留孔地脚螺栓埋设时,地脚螺栓在预留孔中应垂直;
地脚螺栓任一部位与孔壁的距离
装
不应小于15mm,与孔底的距离应大于50mm
续表A.0.1
施工执行标准名称及编号
检验批编号
地脚螺栓安装
预留孔中的混凝土达到设计强度后,方可拧紧地脚螺栓
地脚螺栓的螺母和垫圈齐全,锁紧螺母与螺母、螺母与垫圈、垫圈与设备底座间的接触应良好;
紧固后螺纹露出螺母不应少于2个螺距;
螺纹外露部分应涂防锈脂
垫铁安装
垫铁的规格应符合本规范附录D的要求
每个地脚螺栓近旁至少应有1组垫铁,有加强筋的塔底座,垫铁应垫在加强筋下;
相邻两垫铁组的中心距不应大于500mm
每组垫铁的块数不应超过5块,斜垫铁下面应有平垫铁;
放置平垫铁时,最厚的放在下面,薄的放在中间;
斜垫铁应成对相向使用,搭接长度不应小于全长的3/4,相互间的偏斜角度不应超过3°
;
垫铁组高度宜为30mm~80mm
垫铁直接放置在基础上,与基础接触应均匀,其接触面积应大于50%
设备找正后,各组垫铁均应被压紧,垫铁之间和垫铁与支座之间应均匀接触,垫铁应露出设备支座底板外缘10mm~30mm,垫铁组伸人支座底板长度应超过地脚螺栓,垫铁组层间应进行焊接固定
般项
塔体安装允许偏差
(mm
支座纵、横轴线位置
D。
≤2000
>2000
10
标高
±
垂直度
H≤3000
H/1000
H>3000
H/1000且≤50
方位
15
施工单位检查评定结果
项目专业质量检查员:
年月 日
监理(建设)
单位验收结论
监理工程师:
(建设单位项目代表) 年 月 日
表A.0.2塔体分段组焊检验批质量验收记录
分段到货塔类设备及附件的规格、型号、技术参数等应符合设计文件要求,具有合格的质量证明文件
分段到货塔类设备简体坡口表面不得有裂纹分、层、夹渣等缺陷;
低温钢、标准抗拉强度下限值大于或等于540MPa钢及铬铝钢经火焰切割的坡口表面,应进行磁粉检测或渗透检测;
磁粉检测和渗透检测按现行行业标准NB/T47013的有关规定进行质量评定,合格级别为I级
焊接材料性能应符合设计或焊接工艺文件的要求,并有质量证明文件
现场组焊的塔类设备焊接前应按现行行业标准NB/T47014的要求进行焊接工艺评定,施焊前应根据经批准的焊接工艺评定报告编制焊接工艺规程
属于压力容器的塔类设备现场组焊时应按现行特种设备安全技术规范TSG21的要求制备产品焊接试件;
产品焊接试件的尺寸、试样截取和数量、试验项目、合格标准和复验要求应符合设计文件和现行行业标准NB/T47016的有关规定
6
属于压力容器的塔类设备,其焊接头外观质量应符合本规范第5.2.6条规定
7
常压塔类设备的焊接接头不得有裂纹、未焊透、未熔合、表面气孔、外露夹渣、未焊满
8
现场组焊塔类设备的焊缝需要进行焊后热处理时,应按设计文件及相关规范要求编制热处理工艺文件,并严格按热处理工艺控制热处理过程;
热处理结束后,应形成完整的热处理记录,热处理结果应符合设计文件规定
9
现场组焊塔类设备的焊缝无损检测应符合设计文件
要求和现行国家标准GB50461的相关规定
续表A.0.2
焊缝返修应按评定合格的焊接工艺进行;
压力容器同一部位焊缝返修次数不宜超过2次;
如超过2次,返修措施应经制造单位技术负责人批准,并应将返修次数、部位和返修情况等记人设备的质量证明文件
11
有耐腐蚀要求的奥氏体不锈钢和复合钢设备现场组焊焊缝应进行酸洗钝化处理,焊缝的酸洗钝化应在无损检测和热处理后进行,宜采用酸洗钝化膏一次性完成酸洗和钝化过程
分段到货塔类设备半成品验收应对照设备排板图检查分段位置、简体组装标记
分段到筒体
承受内压
货塔类圆度
≤Di/100,且≤25
设备半成品外形尺寸允许偏差
(mm)
承受外压
≤0.5Di/100,且≤25
常压
≤Di/100,且≤30
筒体凹凸处凹入深度
以母线为基准测量,不超过该凹凸处长度或宽度的
1%
分段处外圆周长
公称直径<DN800
DN800~DN1200
DN1300~DN1600
DN1700~DN2400
DN2600~DN3000
13
DN3200~DN4000
DN4200~DN6000
18
DN6200~DN7600
21
公称直径>DN7600
24
分段到货塔类设备半成品外形尺寸允许偏差
分段处端面不平度
≤
Di/1000,且≤2
每段筒体高度及各段筒体累计高度
上下两封头焊缝之间的距离H
30m
1.3H/1000,且不超过±
20
>
40
底座环底面至筒体下封头于筒体链接焊缝的距离H4
2.5H4/1000,且不超
过±
每段筒体直线度
任意3000长度
全长H≤15000
全长H>
15000
0.5H/1000+8
分段到货塔类设备筒体环向焊缝组对错边量允许偏差
δ≤20
≤1/4δ
20<
δ≤40
≤5
40<
δ≤50
≤1/8δ
δ>
50
≤1/8δ,且≤20
单面焊接
≤2
复合钢板
复层表面为基准,≤复层厚度的50%,且≤2
定位焊缝焊接时应执行正式的焊接工艺,并由合格焊工施焊
定位焊缝尺寸
厚度≤6、长度≥30、间距300~400
厚度≤8、长度≥50、间距400~500
施工单位检查
 升级会员
升级会员 