硫酸浓度与比重对照表.docx
《硫酸浓度与比重对照表.docx》由会员分享,可在线阅读,更多相关《硫酸浓度与比重对照表.docx(11页珍藏版)》请在冰豆网上搜索。
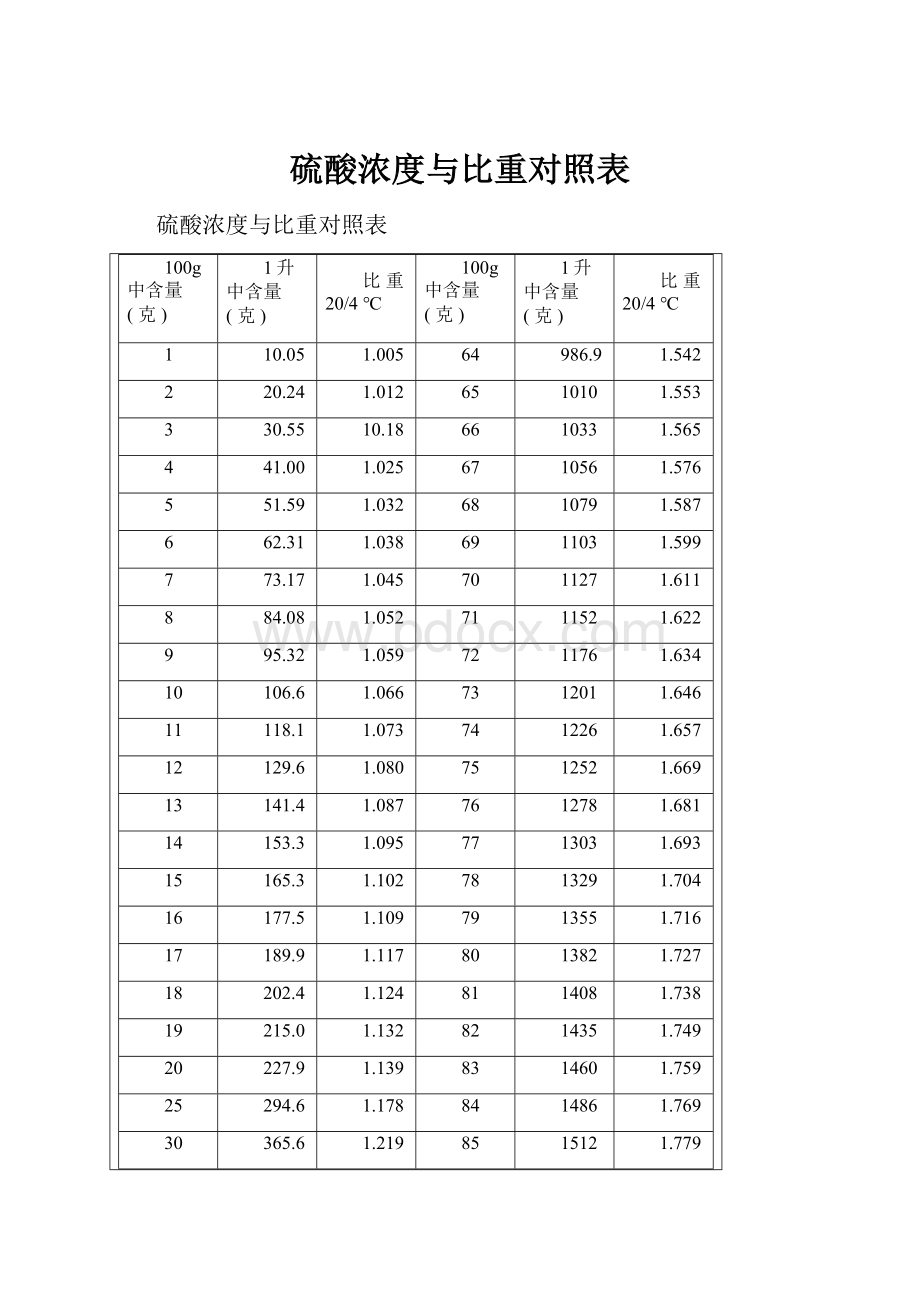
硫酸浓度与比重对照表
硫酸浓度与比重对照表
100g中含量
(克)
1升中含量
(克)
比重
20/4℃
100g中含量
(克)
1升中含量
(克)
比重
20/4℃
1
10.05
1.005
64
986.9
1.542
2
20.24
1.012
65
1010
1.553
3
30.55
10.18
66
1033
1.565
4
41.00
1.025
67
1056
1.576
5
51.59
1.032
68
1079
1.587
6
62.31
1.038
69
1103
1.599
7
73.17
1.045
70
1127
1.611
8
84.08
1.052
71
1152
1.622
9
95.32
1.059
72
1176
1.634
10
106.6
1.066
73
1201
1.646
11
118.1
1.073
74
1226
1.657
12
129.6
1.080
75
1252
1.669
13
141.4
1.087
76
1278
1.681
14
153.3
1.095
77
1303
1.693
15
165.3
1.102
78
1329
1.704
16
177.5
1.109
79
1355
1.716
17
189.9
1.117
80
1382
1.727
18
202.4
1.124
81
1408
1.738
19
215.0
1.132
82
1435
1.749
20
227.9
1.139
83
1460
1.759
25
294.6
1.178
84
1486
1.769
30
365.6
1.219
85
1512
1.779
35
441.0
1.260
86
1537
1.787
40
521.1
1.303
87
1562
1.795
45
606.4
1.348
88
1586
1.802
50
697.6
1.395
89
1610
1.809
51
716.5
1.405
90
1633
1.814
53
755.1
1.425
91
1656
1.819
55
794.9
1.445
92
1678
1.824
56
815.2
1.456
93
1700
1.828
57
835.7
1.466
94
1721
1.831
58
856.5
1.477
95
1742
1.834
59
877.6
1.488
96
1762
1.8355
60
899.0
1.498
97
1781
1.8364
61
920.6
1.509
98
1799
1.8361
62
942.4
1.520
99
1816
1.8342
63
964.5
1.531
100
1831
1.8305
硝酸的百分比浓度、当量浓度
及比重对照表
百分比浓度%
当量浓度N
比重D4-20
百分比浓度%
当量浓度N
比重D4-20
百分比浓度%
当量浓度N
比重D4-20
1.00
0.16
1.0036
27.14
5.00
1.1609
53.00
11.13
1.3278
2.00
0.32
1.0091
28.00
5.18
1.1666
54.00
11.47
1.3336
3.10
0.50
1.0152
29.00
5.40
1.1733
55.00
11.69
1.3393
4.00
0.65
1.0201
30.00
5.62
1.1800
56.18
12.00
1.3459
5.00
0.81
1.0256
31.73
6.00
1.1916
57.00
12.22
1.3505
6.11
1.00
1.0318
32.00
6.06
1.1934
58.00
12.48
1.3560
7.00
1.15
1.0369
33.00
6.29
1.2002
59.00
12.75
1.3614
8.00
1.32
1.0427
34.00
6.51
1.2071
59.95
13.00
1.3664
9.00
1.50
1.0485
35.00
6.74
1.2205
61.00
13.28
1.3719
10.00
1.67
1.0543
36.12
7.00
1.2213
62.00
13.55
1.3769
11.83
2.00
1.0651
37.00
7.20
1.2270
63.69
14.00
1.3851
12.00
2.03
1.0661
38.00
7.44
1.2335
64.00
14.08
1.3866
13.00
2.21
1.0721
39.00
7.67
1.2399
65.00
14.35
1.3913
14.00
2.40
1.0781
40.37
8.00
1.2487
66.00
14.62
1.3959
15.00
2.58
1.0842
41.00
8.15
1.2527
67.41
15.00
1.4022
16.00
2.77
1.0903
42.00
8.30
1.2591
68.00
15.16
1.4048
17.22
3.00
1.0978
43.00
8.64
1.2655
69.00
15.43
1.4091
18.00
3.15
1.1026
44.48
9.00
1.2750
70.00
15.70
1.4134
19.00
3.34
1.1088
45.00
9.13
1.2783
71.10
16.00
1.4180
20.00
3.54
1.1150
46.00
9.38
1.2847
72.00
16.25
1.4218
21.00
3.74
1.1213
47.00
9.63
1.2911
73.00
16.52
1.4258
22.31
4.00
1.1296
48.46
10.00
1.3005
74.00
16.79
1.4298
23.00
4.14
1.1340
49.00
10.14
1.3040
74.77
17.00
1.4328
24.00
4.34
1.1404
50.00
10.39
1.3100
75.00
17.06
1.4337
25.00
4.55
1.1469
51.00
10.65
1.3160
76.00
17.34
1.4375
26.00
4.76
1.1534
52.35
11.00
1.3240
盐酸浓度与比重对照表
HCL含量(克)
比重20/4℃
HCL含量(克)
比重
20/4℃
100g中含量
1升中含量
100g中含量
1升中含量
1
10.03
1.003
22
243.8
1.108
2
20.16
1.008
24
268.5
1.119
4
40.72
1.018
26
293.5
1.129
6
61.67
1.028
28
319.0
1.139
8
83.01
1.038
30
344.8
1.149
10
104.7
1.047
32
371.0
1.159
12
126.9
1.057
34
397.5
1.169
14
149.5
1.068
36
424.4
1.179
16
172.4
1.078
38
451.6
1.189
18
195.8
1.088
40
479.2
1.198
20
219.6
1.098
磷酸浓度与比重对照表
H3PO含量(克)
比重20/4℃
H3PO含量(克)
比重20/4℃
100g中含量
1升中含量
100g中含量
1升中含量
1
10.04
1.004
55
758.5
1.379
3
30.49
1.014
60
855.6
1.426
5
51.37
1.025
65
958.8
1.475
8
83.36
1.042
70
1068
1.526
10
105.3
1.053
75
1184
1.579
15
162.4
1.082
80
1306
1.633
20
222.7
1.113
85
1436
1.689
25
286.6
1.146
90
1571
1.746
30
354.2
1.180
96
1746
1.819
35
425.6
1.216
98
1807
1.844
40
501.6
1.254
100
1870
1.870
45
581.9
1.293
50
667.5
1.335
氯化钠溶液浓度与比重对照表
%
比重
%
比重
10℃时
20℃时
10℃时
20℃时
1
1.00707
1.00534
14
1.10491
1.10085
2
1.01442
1.01246
16
1.12056
1.11621
4
1.02920
1.02680
18
1.13643
1.13190
6
1.04408
1.04127
20
1.15254
1.14779
8
1.05907
1.05589
22
1.16891
1.16395
10
1.07419
1.07068
24
1.18557
1.18040
12
1.08946
1.08566
26
1.20254
1.19717
脱脂、除锈、磷化工艺中出现的问题、原因及解决办法
一、脱脂部分
问题
原因
解决方法
脂脂不彻底
1、脱脂液浓度低
2、脱脂时间短
3、脱脂液温度太低
4、局部油脂太厚
5、脱除的油脂浮在脱脂液表面部分太厚
1、增加脱脂剂的含量
2、延长脱脂处理时间
3、将脱脂液升温
4、利用擦拭等方法进行预处理
5、将脱脂液中较厚的油层撇出
喷淋式处理泡沫溢出药液槽
1、消泡剂加入量太少
2、消泡剂失效
1、补加消泡剂
2、更换消泡剂
喷淋处理过程中喷嘴堵塞
1、脱脂剂没有彻底溶解
2、脱脂剂或脱脂槽有杂物
1、将脱脂剂彻底溶解后再启动高压泵
2、消除杂物
二、除锈部分
问题
原因
解决方法
除锈不彻底
1、除锈时间短
2、除锈液浓度低
3、高温形成的氧化皮太厚,太致密
4、工件表面有油脂层
5、除锈液中铁离子含量过高,除锈液失效
1、延长除锈时间
2、增加酸的含量,并按比例加入添加剂
3、延和长酸洗时间,增加酸的浓度或采用其他机械方法辅助除锈
4、除锈前进行脱脂处理
5、更换除锈液
除锈液酸雾太大或工件经除锈液处理后有氢脆或过腐蚀现象产生
1、酸的浓度太高
2、除锈液中添加剂加入量不足
3、处理时间过长
1、加水稀释调整酸的浓度,使其保持在技术要求的浓度围
2、按酸液的不同,按比例加入添加剂
3、缩短处理时间
硫酸比重与温度变化关系:
依GB/T11198.1-11198.15
ρ20=ρt[1+.000025(20-t)-(20-t)k]
式中,ρ20-----是20℃时的密度g/cm3
ρt-----是测定时密度计指示的密度,
0.000025是密度计玻璃膨胀系数
t------测定时试样的温度
K-----试样密度的温校正系数,如下表
序号 比重围 K 备注
1 1.151~1.200 0.0007
2 1.221~1.420 0.0008
3 1.421~1.560 0.0009
4 1.561~1.700 0.001
5 1.701~1.770 0.0011
6 1.771~1.840 0.0012
三、磷化部分
问题
原因
解决方法
磷化膜结晶
粗糙多孔
1、游离酸含量高;
2、硝酸根不足;
3、表面有残酸;
4、工件表面过腐蚀;
5、亚铁离子含量过高。
1、用中和剂降低游离酸度;
2、补充磷化A液;
3、加强中和水洗;
4、控制酸洗浓度和时间,补加添加剂;
5、加双氧水消除过剩的亚铁离子。
磷化膜过薄
无明显结晶
1、游离酸度低;
2、总酸度高;
3、工件表面有硬化层;
4、新配磷化液亚铁离子含量过低;
5、磷化液温底太低。
6、磷化时间太短;
1、加B液后用中剂调整酸比;
2、加水后用中剂调整酸比;
3、加强酸洗;
4、增加亚铁离子;
5、适当提高处理温度。
6、适当延长磷化时间;
磷化膜耐蚀性差在干燥过程中出现返锈现象
1、磷化膜结晶过粗;
2、总酸度低;
3、工件表面有残酸;
4、表调明显呈酸性,表调失效;
5、游离酸度不在技术指标围;
6、磷化温度低;
7、磷化时间太短;
8、促进剂含量不足;
9、工件在干燥过程中有重叠现象;
10、工件局部有积水现象。
1、用中和剂降低游离酸度;
2、添加A液提高总酸度;
3、加强除锈后的水洗;
4、调整或更换表调剂;
5、调整游离酸度及酸比;
6、适当提高磷化温度;
7、适当延长磷化时间;
8、按要求添加促进剂;
9、把工件单体摆放;
10、改变工件放置角度。
磷化膜不均匀有“泛彩”现象
1、除油不净;
2、工件表面有硬化状态;
3、工件因热处理方法不同;
4、促进剂溶解不均;
5、磷化的各项技术指标中有未在围的情况。
1、加强脱脂;
2、3、加强除锈使工件表面状况接近一致或进行磷化前的表面调整。
4、使促进剂溶解均匀后再进行磷化处理;
5、调整磷化液及磷化处理的各项指标。
磷化后工件
有挂灰现象
1、游离酸度过低,溶液不稳定;
2、磷化液中促进剂含量过高;
3、磷化液中反应生成的沉淀物过多;
1、提高游离酸度(添加B液);
2、停止加入促进剂;充分搅拌让其反应或自然消耗;
3、清除磷化液中底部残渣。
问题
原因
解决方法
磷化液呈深绿褐色(不含高温磷化)
磷化效果不佳
1、磷化液中亚铁离子含量过高;
2、磷化液长时间使用没有及时添加
补充,过份疲劳。
1、用双氧水处理;
2、用A液B液同时将磷化液的游离酸度和总酸度同时按比例提高,再用中和剂降到指标围,加入促进剂再倒槽清理残渣即可恢复状态,并使磷化液的使用少加勤加。
钢铁塑性加工磷化液处理后冷挤压时磷化膜出现条状脱落
1、润滑剂中有杂质;
2、润滑剂温度低;
3、润滑前工件表面有杂质和沉淀物。
1、清除杂质或提高游离碱度;
2、适当提高润滑剂温度;
3、调整磷化液清除底部沉淀并加强磷化后水洗。
黑色磷化处理后的铸铁及钢铁黑度不够,结晶粗糙,磷化膜与金属基体附着力差
1、亚铁离子含量失控;
2、游离酸度高;
3、总酸度过高。
1、控制铁离子;
2、降低游离酸度;
3、降低总酸度。
磷化处理后的工件表面有返锈现象
1、工件表面油污未去除彻底;
2、工件过腐蚀;
3、磷化液游离酸度太低;
4、工件在磷化或干燥过程中有重叠现象;
5、工件表面有积水现象。
1、加强脱脂处理;
2、缩短除锈时间或向除锈液中加入添加剂;
3、向磷化液中加入磷酸,提高游离酸度;
4、工件要分隔摆开;
5、改变工件放置角度。
 升级会员
升级会员 