木制品作业指导书.docx
《木制品作业指导书.docx》由会员分享,可在线阅读,更多相关《木制品作业指导书.docx(18页珍藏版)》请在冰豆网上搜索。
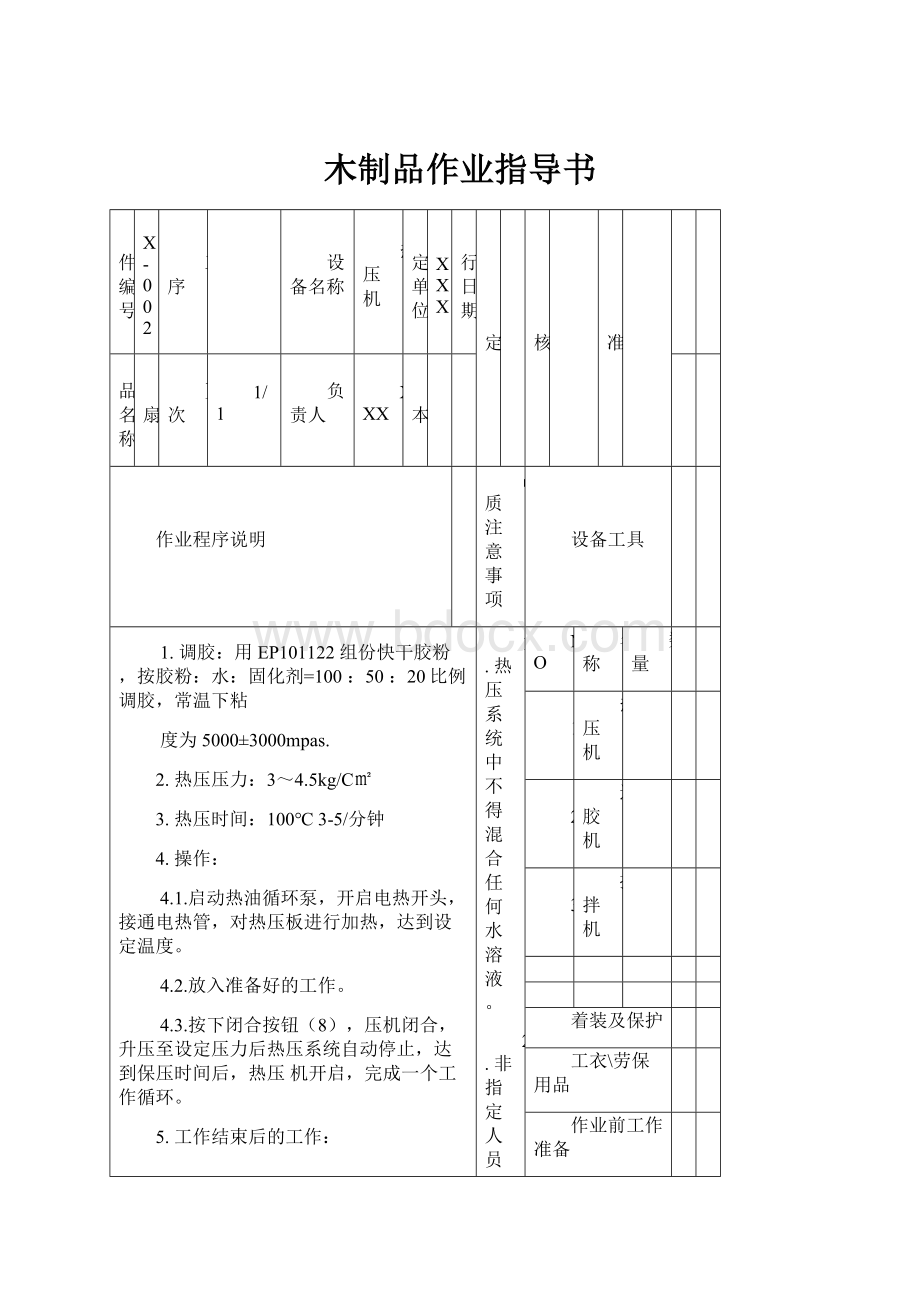
木制品作业指导书
文件编号
XX-002
工序
设备名称
热压机
制定单位
XXXX
发行日期
制定
审核
核准
产品名称
门扇
页次
1/1
负责人
XXX
版本
A
作业程序说明
品质注意事项
设备工具
1.调胶:
用EP101122组份快干胶粉,按胶粉:
水:
固化剂=100:
50:
20比例调胶,常温下粘
度为5000±3000mpas.
2.热压压力:
3~4.5kg/C㎡
3.热压时间:
100℃3-5/分钟
4.操作:
4.1.启动热油循环泵,开启电热开头,接通电热管,对热压板进行加热,达到设定温度。
4.2.放入准备好的工作。
4.3.按下闭合按钮(8),压机闭合,升压至设定压力后热压系统自动停止,达到保压时间后,热压机开启,完成一个工作循环。
5.工作结束后的工作:
5.1.使热压板处于最低位置。
5.2.关闭压缩空气源,切断电源。
5.3.清洁机器,放掉气源处理件中气水分离器中的积水。
6.设备一极维护
1.热压系统中不得混合任何水溶液。
2.非指定人员不得操作和调整设备。
3.清洁时防止烫伤。
NO
名称
数量
1
热压机
2
过胶机
3
搅拌机
着装及保护
工衣\劳保用品
作业前工作准备
1.统一工作服。
2.配戴手套,口罩。
文件编号
XX-003
工序
缝皮
设备名称
缝皮机
制定单位
XXXX
发行日期
制定
审核
核准
产品名称
门扇
页次
1/1
负责人
XXX
版本
A
作业程序说明
品质注意事项
设备工具
1.操作前的安检:
1.1.检查安全防护装置是否正确、牢固可靠。
1.2.检查各传动连接部件是否紧固。
1.3.气压是否正常:
约0.2mpa
1.4.检查转盘转向是否正确。
2.操作选择
2.1.手动功能:
2.1.1.打开总电源,按下按钮“3”,机床进入手动工作状态,再按“2”则电热管加热,根据
木片的厚度调整转轮压力,并根据胶线的熔点选择合适的加热档位。
2.1.2.调好压力,以保证胶线能够均匀热熔。
2.1.3.踩下脚踏开头,提起压力转轮,在分料器两边放置加工木皮并向前推进垫起电刷开头,
并推至压力转轮底,将胶线头拉至压力轮底,然后放下压轮将两片木皮和胶线头压紧。
2.1.4.松开脚踏开头,送料转盘启动,待拼完再踩下开关,辅助轮下压将胶线截断,手动程
序完成。
2.2.自动功能:
在选择自动按钮“2”后同2.1。
3.设备一极保护。
1.拼接线居中。
2.根据胶线熔点调节温度,确保胶线有效粘合。
3.注意:
烫手!
NO
名称
数量
1
内六角板手
1
2
12~14呆板手
1
3
锣丝刀
2
着装及保护
工衣\劳保用品
作业前工作准备
1.统一工作服。
2.配戴手套,口罩。
文件编号
XX-004
工序
磨刀
设备名称
磨齿机
制定单位
XXXX
发行日期
制定
审核
核准
产品名称
齿接材料
页次
1/1
负责人
版本
A
作业程序说明
品质注意事项
设备工具
1.开始磨削前,将手动/自动开关调到手动位置,拔动松、压紧、推齿、磨削进给开关,检查动作是否准确无误。
2.装上锯条,按上述动作要求,以砂轮为基准,检查据条角度、推齿位置、磨削深度是否符合要求。
3.推齿位置松、压紧、磨削进给准确无误后,将手动/自动开关调到自动位置,开始工作。
4.下班前,设备一极保养。
NO
名称
数量
1
2
3
着装及保护
工衣\劳保用品
作业前工作准备
1.统一工作服。
2.配戴手套,口罩。
文件编号
XX-005
工序
砂光
设备名称
宽带砂光机
制定单位
XXXX
发行日期
制定
审核
核准
产品名称
门扇
页次
1/1
负责人
版本
A
作业程序说明
品质注意事项
设备工具
1.安装砂带,拧紧锁紧手把,张紧砂带。
2.接通气源。
3.调节压力表,便气压符合机床所需压力范围,打开电源控制旋钮。
4.机床操作面板示意图及厚度指示器校准,砂光量小于0.3mm/次。
5.按订单要求确认待砂光的半成品厚度。
6.试砂光:
门扇砂光要求2人平放于输送带上,出货端平行出砂光机。
加工量大的半成品不允许一次砂光到位,必须符合4.要求。
7.确认合格后,批量砂光。
8.砂光完毕,关闭电路、气路,用风枪吹净灰尘。
9.设备一极保养:
按设备保养卡要求。
10.产品标识。
1.精密设备专人开机。
NO
名称
数量
1
宽带砂光机
2
风枪
3
着装及保护
工衣\劳保用品
作业前工作准备
1.统一工作服。
2.配戴手套,口罩。
文件编号
XX-006
工序
封边
设备名称
自动封边机
制定单位
XXXX
发行日期
制定
审核
核准
产品名称
门、框
页次
1/1
负责人
XXX
版本
A
作业程序说明
品质注意事项
设备工具
1.打开电源总开关,指示灯(3)亮。
2.加温选择开关(16)拔到“1”位,调节温控器(4)。
3.温控器显示温度达到设定的温度,才按下输送带(6)。
4.根据封边件规格大小,将封边卷条选择开关(11)拔到一定位置,安装封边料。
5.检查气压控制系统中各气压。
6.根据需要,选择抛光按钮
(2)。
7.按下变频器启动按钮(7),工作开始封边。
8.工作完毕关机:
8.1.确定输送带上无工作。
8.2.按下变频器停止按钮(14)
8.3.各工作单元高频马达完全停下来。
8.4.关闭电源,机器处于关机状态。
9.清洁
10.设备一极保养:
按设备保养卡要求。
11.产品标识。
NO
名称
数量
1
2
3
着装及保护
工衣\劳保用品
作业前工作准备
1.统一工作服。
2.配戴手套,口罩。
文件编号
XX-007
工序
选切皮
设备名称
切皮机
制定单位
XXXX
发行日期
制定
审核
核准
产品名称
页次
1/1
负责人
版本
A
作业程序说明
品质注意事项
设备工具
1.选皮:
按订单要求选皮,不能有孔节、虫眼、腐杇、蓝变等。
2.切皮:
2.1.先截长度,再截宽度,根据订单要求,长度预留加工量2-3CM,宽度预留
加工量1-2CM。
2.2.合上电源,检查设备是否正常,清洁工作台。
2.3.将选好的木皮放于截床中,双手按下截切按钮,原则上四面都须整齐。
3.工作完毕,清洁,设备养护。
1.长度与木纹(直纹)大体平行,宽度与木纹垂直。
2.严禁单手按截切按钮。
3.非指定人员不能操作和调整设备。
NO
名称
数量
1
2
3
着装及保护
工衣\劳保用品
作业前工作准备
1.统一工作服。
2.配戴手套,口罩。
文件编号
XX-008
工序
开料
设备名称
多片锯
制定单位
XXXX
发行日期
制定
审核
核准
产品名称
复合门框
页次
1/1
负责人
XXX
版本
A
作业程序说明
品质注意事项
设备工具
1.检查机器,电源是否正常。
2.对照订单,调试机器。
3.检查生产的产品是否符合订单要求,即首件检验。
4.符合以上要求,才能进行生产。
5.生产完毕,设备清洁和保养。
6.产品标识。
1.注意产品质量是否符合订单要求。
2.产品规格及订单编号。
NO
名称
数量
1
多片锯
2
2
辅助板手
2
3
锯片
着装及保护
工衣\劳保用品
作业前工作准备
工作人员上班前工作服,穿着整洁,带口罩、眼罩及手套。
文件编号
XX-009
工序
打槽线
设备名称
四面刨
制定单位
XXXX
发行日期
制定
审核
核准
产品名称
实木门
页次
1/1
负责人
XXX
版本
A
作业程序说明
品质注意事项
设备工具
1.操作师傅是经过专业培训合格的人员。
2.严禁带手套,及穿松散服装,不准穿拖鞋。
3.开机前应检查电源、刀具、皮带确保安全生产。
4.调整好应加工的尺寸、大小、规格确保产品质量合格。
5.安装刀具时必须关闭电源总开关。
6.生产完毕,设备清洁和养护。
7.产品标识。
1.加工的产品要平整光滑,无毛刺,槽线按规格大小不得有误差。
2.非指定人员不能操作和调整设备。
NO
名称
数量
1
四面刨
1
2
3
着装及保护
工衣\劳保用品
作业前工作准备
工作人员上班前工作服,穿着整洁,带口罩、眼罩。
文件编号
XX-010
工序
打榫
设备名称
打榫机
制定单位
XXXX
发行日期
制定
审核
核准
产品名称
实木门
页次
1/1
负责人
XXX
版本
A
作业程序说明
品质注意事项
设备工具
1.操作人员是经过专业培训合格,才能进行操作。
2.严禁带手套,及穿松散服装操作本机。
3.开机前应检查电源、刀具、锯片等以确保安全生产。
4.开机时应检查主轴,刀具的旋转方向是否正确,然后正式启动。
5.调试修理时,必须关闭电源总开头,确认刀具完全停止。
6.生产完毕,设备清洁和养护。
7.产品标识。
1.榫头必须要和槽线合好。
2.非指定人员不能操作和调整设备。
NO
名称
数量
1
双头打榫机
1
2
单头打榫机
1
3
着装及保护
工衣\劳保用品
作业前工作准备
工作人员上班前工作服,穿着整洁,带口罩、眼罩。
文件编号
XX-011
工序
框组装
设备名称
拼板机
制定单位
XXXX
发行日期
制定
审核
核准
产品名称
户内门
页次
1/1
负责人
XXX
版本
A
作业程序说明
品质注意事项
设备工具
1.按订单要求,确认待拼零件。
2.清理机械卫生,做好准备工作。
3.合上电闸,检查设备电路、气压是否正常。
4.涂胶:
此工序用“组装黄胶”,涂胶量为双面涂胶240g/㎡,要求均匀到位。
5.上驾压合,整架压合时间在20分钟内完成。
6.框止口须垫垫方,防止变形。
7.加压:
压力为0.5时间:
2小时。
8.产品下架养护时间:
4小时后深加工。
9.设备一极保养。
10.产品标识
1.防止变形。
2.防止错位。
3.非指定人员不能操作和调整设备。
NO
名称
数量
1
拼板机
1
2
3
着装及保护
工衣\劳保用品
作业前工作准备
在工作过程必须戴口罩,工衣整洁。
文件编号
XX-012
工序
定长
设备名称
拉锯
制定单位
XXXX
发行日期
制定
审核
核准
产品名称
门框
页次
1/1
负责人
XXX
版本
A
作业程序说明
品质注意事项
设备工具
1.拉锯定长度。
2.确认订单长度及产品长度。
3.合闸检查设备是否正常。
4.清理台面卫生。
5.放稳产品,放下气压阀门,固定产品。
6.开头刀具。
7.均匀推进滑动台面。
8.退回台面,关闭气阀,取出产品。
9.整齐堆放,清理端头毛刺。
10.复核产品长度符合订单要求。
11.工作完毕,设备一极保养。
12.产品标识清楚。
1.合理截料,严禁长料短用。
2.允许公差±5mm。
3.专人操作。
NO
名称
数量
1
双头锯
2
2
手拉锯
1
3
着装及保护
工衣\劳保用品
作业前工作准备
在操作过程中必须戴口罩,穿工衣。
文件编号
XX-013
工序
色油
设备名称
全自动喷涂机
制定单位
XXXX
发行日期
制定
审核
核准
产品名称
门扇
页次
1/1
负责人
版本
A
作业程序说明
品质注意事项
设备工具
1.操作前的检查,确认正常运转。
2.A坐标:
喷面数据顺序为:
180、0、90、270。
喷边数据顺序为:
270、180、90、0。
3.右补和左补的数据是:
80。
4.终点的数据在100左右。
5.喷面没有边距和边次;边距数据为200左右,边次数据为单数。
6.喷边没有进给和偏移,偏移数在-30左右。
7.角度就是门的正反面,数据90为正面,180为反面。
8.绝对坐标的主轴数据为0,是原点。
9.相对坐标的主轴数据为0,是起点。
10.色油配比;面油:
固化剂:
稀料:
色精=0.5:
0.25:
1:
0.07
11.机喷完毕,由油工师傅检查,对侧面和线位进行颜色修整。
整体颜色与色板大体一致。
12.设备一级保养。
13.填写流程卡单。
NO
名称
数量
1
喷枪
1
2
3
着装及保护
工衣\劳保用品
作业前工作准备
在操作过程中必须戴防毒口罩,穿工衣。
文件编号
XX-014
工序
底漆
设备名称
制定单位
XXXX
发行日期
制定
审核
核准
产品名称
门扇
页次
1/1
负责人
版本
A
作业程序说明
品质注意事项
设备工具
1.确认半成品合格。
2.调油比例:
主剂:
固化剂:
稀料=1:
0.5:
0.5
3.喷涂前吹干净表面灰尘。
4.门扇以一个半“十”字压枪喷涂,内外封边进行补枪处理。
5.喷距:
150~200mm。
6.喷幅:
100~200mm。
7.喷涂量:
180~240g/㎡
8.气压标准:
>4公斤。
1.喷涂到位。
2.无流油。
3.无桔皮。
4.无气泡等。
5.无针孔。
NO
名称
数量
1
喷枪
1
2
3
着装及保护
工衣\劳保用品
作业前工作准备
在操作过程中必须戴防毒口罩,穿工衣。
文件编号
XX-015
工序
面漆
设备名称
制定单位
XXXX
发行日期
制定
审核
核准
产品名称
门扇
页次
1/1
负责人
版本
A
作业程序说明
品质注意事项
设备工具
1.确认半成品合格。
2.将产品表面颗粒、污垢处理干净。
3.调油比例:
主剂:
固化剂:
稀料=1:
0.6:
0.5
4.门扇以一个半“十”字压枪喷涂,内外封边进行补枪处理。
5.喷距:
150~200mm。
6.喷幅:
100~200mm。
7.喷涂量:
150~180g/㎡
8.气压标准:
>4公斤。
1.喷涂到位。
2.无流油。
3.无桔皮。
4.无气泡等。
5.无针孔。
NO
名称
数量
1
喷枪
1
2
3
着装及保护
工衣\劳保用品
作业前工作准备
在操作过程中必须戴防毒口罩,穿工衣。
文件编号
XX-016
工序
包装
设备名称
制定单位
XXXX
发行日期
制定
审核
核准
产品名称
门扇
页次
1/1
负责人
版本
A
作业程序说明
品质注意事项
设备工具
1.确认待包装产品是经过质检检验合格的产品。
2.确认产品与订单保持一致。
3.选择与产品规格相适的包装袋和包装箱。
4.清洁产品。
5.套包装袋并封口。
6.包箱时,两端放入保护板条;用封箱胶先将长边横粘5道,宽边3道压实,再将封箱胶顺接口封牢固。
7.码堆整齐:
42扇/码。
8.打好包装带。
9.填写标识卡。
1.喷涂到位。
2.无流油。
3.无桔皮。
4.无气泡等。
5.无针孔。
NO
名称
数量
1
胶带
1
2
打包机
1
3
着装及保护
工衣\劳保用品
作业前工作准备
在操作过程中必须戴防毒口罩,穿工衣。
 升级会员
升级会员 