操作.docx
《操作.docx》由会员分享,可在线阅读,更多相关《操作.docx(18页珍藏版)》请在冰豆网上搜索。
操作
$TEXT$BEGIN$
[71750]
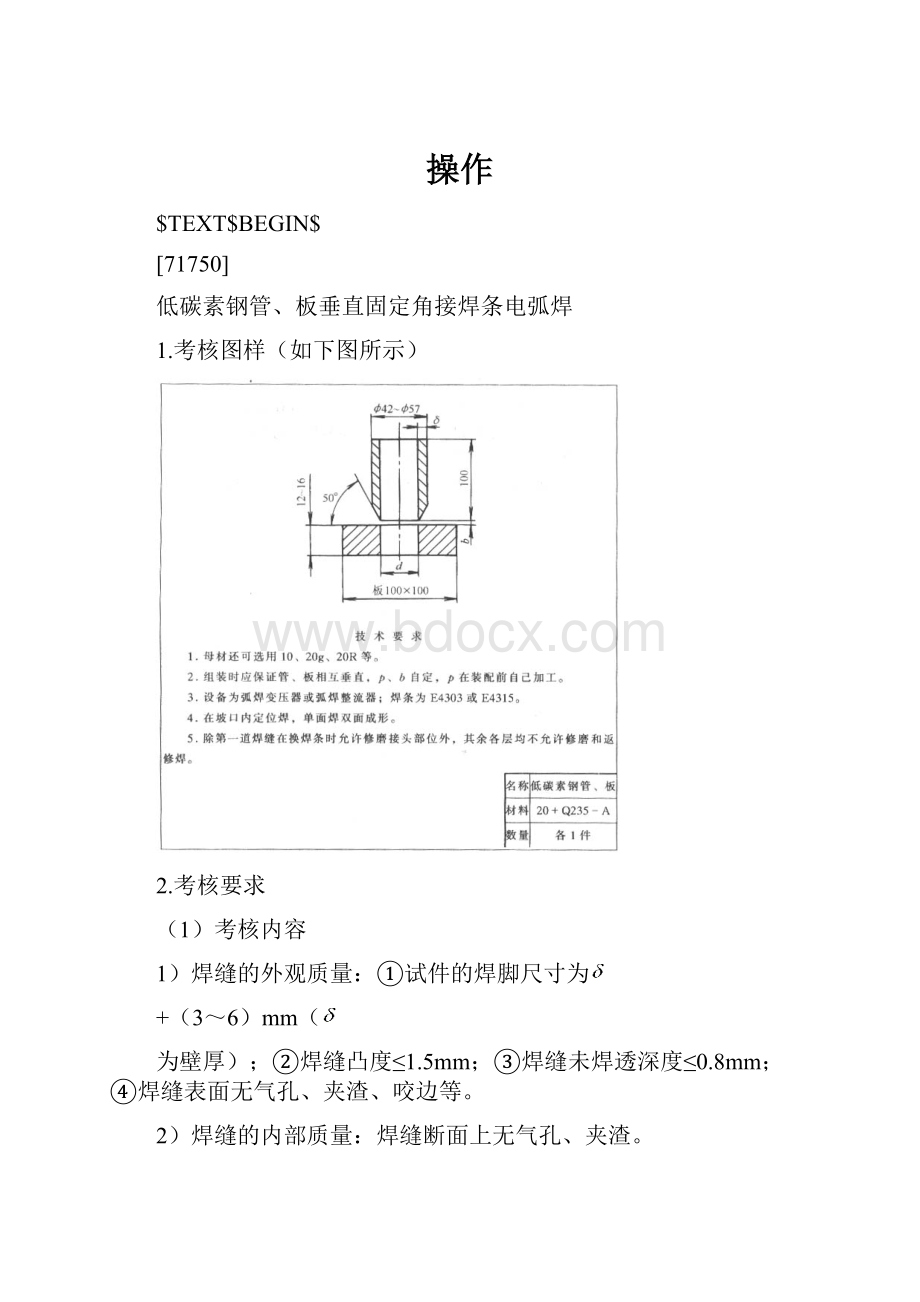
低碳素钢管、板垂直固定角接焊条电弧焊
1.考核图样(如下图所示)
2.考核要求
(1)考核内容
1)焊缝的外观质量:
①试件的焊脚尺寸为
+(3~6)mm(
为壁厚);②焊缝凸度≤1.5mm;③焊缝未焊透深度≤0.8mm;④焊缝表面无气孔、夹渣、咬边等。
2)焊缝的内部质量:
焊缝断面上无气孔、夹渣。
3)通球检验(球径为85%管内径)。
(2)工时定额:
40min。
(3)安全文明生产:
①能正确执行安全技术操作规程;②能按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
3.考核评分表(如下表)
低碳素钢管、板垂直固定角接焊条电弧焊的考核评分表
考核
项目
考核内容
考核要求
配
分
评分标准
扣
分
得
分
主要
项目
1.焊缝的外形尺寸
1.焊脚尺寸(壁厚
+3~6)mm
2.焊缝凹凸度≤1.5mm
10
5
1.超差1mm扣5分
2.超差O.5mm扣2分
2.焊缝的外观质量
1.焊缝表面无气孔、夹渣
2.焊缝表面无凹坑
3.焊缝表面无咬边
4.焊缝未焊透深度<0.8mm
10
10
20
10
1.焊缝表面有气孔、夹渣扣10分
2.凹坑深度≤1mm,每长5mm扣1分;凹坑深度>1mm,每长5mm扣2分
3.咬边深度≤O.5mm,每长2mm扣1分;咬边深度>0.5mm,每长2mm扣2分
4.超差0.1mm扣2分
3.焊缝的金相宏观检验(3个检查面)
1.断面无气孔
2.断面无夹渣
12
12
1.气孔直径≤0.5mm,每个气孔扣4分;气孔直径>O.5mm,每个气孔扣6分
2.夹渣长度<0.5mm,每个夹渣扣4分;夹渣长度>0.5mm,每个夹渣扣6分
一般
项目
通球检验(球径管内径85%)
通过
4
通不过得O分
安全
文明
生产
1.国颁安全生产法规有关规定或企业自定有关规定
2.企业有关文明生产规定
1.按达到规定的标准程度评定
2.按达到规定的标准程度评定
4
3
1.违反有关规定扣1~4分
2.工作场地整洁,工具放置整齐合理不扣分;稍差扣1分;很差扣3分
工时
定额
40min
按时完成
超工时定额5%~20%,扣2~10分
注:
评分标准中每项不得为负分,即扣完本项分为止。
答案空缺
[71750]
低碳素钢管、板垂直固定角接手工
焊
1.考核图样(如下图所示)
2.考核要求
(1)考核内容
1)焊缝的外观质量:
①试件的焊脚尺寸(mm)为
+(3~6)(
为壁厚);②焊缝凸度≤1.5mm;③焊缝未焊透深度≤0.8mm;④焊缝表面无气孔、夹渣、咬边等。
2)焊缝的内部质量:
断面上无气孔、夹渣。
3)通球检验(球径为85%管内径)。
(2)工时定额:
40min。
(3)安全文明生产:
①能正确执行安全技术操作规程;②能按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
答案空缺
[71750]
低碳素钢管、板垂直固定角接组合焊
1.考核图样(如下图所示)
2.考核要求
(1)考核内容
1)焊缝的外观质量:
①试件的焊脚尺寸为
+(3~6)mm(
为壁厚);②焊缝凸度≤1.5mm;③焊缝未焊透深度≤0.8mm:
④焊缝表面无气孔、夹渣、咬边等。
2)焊缝的内部质量:
断面上无气孔、夹渣。
3)通球检验(球径为85%管内径)。
(2)工时定额:
40min。
(3)安全文明生产:
①能正确执行安全技术操作规程;②能按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
答案空缺
[71750]
低碳素钢板平对接焊条电弧焊
1.考核图样(如下图所示)
2.考核要求
(1)考核内容
1)焊缝的外观质量:
①焊缝表面无焊瘤、气孔、夹渣等缺陷;②焊缝表面无咬边;③背面焊缝无凹坑。
2)焊缝的外形尺寸:
①正面焊缝余高0~3mm;②背面焊缝余高0~3mm;③正面焊缝余高差≤2mm;④背面焊缝余高差≤2mm;⑤正面焊缝比坡口每侧增宽0.5~2.5mm;⑥正面焊缝宽度差≤3mm。
3)焊缝的内部质量:
按GB3323-87标准对焊缝进行X射线探伤,不低于Ⅱ级片。
4)焊接接头的弯曲试验:
面弯、背弯各一件,弯曲角度90°。
5)角变形≤3°。
(2)工时定额:
60min。
(3)安全文明生产:
①能正确执行安全技术操作规程;②能按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
答案空缺
[71750]
低碳素钢板对接埋弧焊
1.考核图样(如下图所示)
2.考核要求
(1)考核内容
1)焊缝的外观质量:
①焊缝表面无焊瘤、气孔、夹渣等缺陷;②焊缝表面无咬边;③背面焊缝无凹坑。
2)焊缝的外形尺寸:
①正面焊缝余高0~3mm;②背面焊缝余高0~3mm;③正面焊缝余高差≤2mm;④背面焊缝余高差≤2mm;⑤正面焊缝比坡口每侧增宽2~4mm;⑥焊缝宽度差≤2mm。
3)焊缝的内部质量:
按GB3323-87标准对焊缝进行X射线探伤,不低于Ⅱ级片。
4)焊接接头的弯曲试验:
面弯、背弯各一件,弯曲角度180°。
5)角变形≤3°。
(2)工时定额:
60min。
(3)安全文明生产:
①能正确执行安全技术操作规程;②能按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
答案空缺
[71750]
低碳素钢板平对接手工TIG焊
1.考核图样(如下图所示)
2.考核要求
(1)考核内容
1)焊缝的外观质量:
①焊缝表面无焊瘤、气孔、夹渣等缺陷;②焊缝表面无咬边;③背面焊缝无凹坑。
2)焊缝的外形尺寸:
①正面焊缝余高0~3mm;②背面焊缝余高0~3mm;③正面焊缝余高差≤3mm;④背面焊缝余高差≤2mm;⑤正面焊缝比坡口每侧增宽0.5~2.5mm;⑥正面焊缝宽度差≤3mm。
3)焊缝的内部质量:
按GB3323-87标准对卑缝进行X射线探伤,不低于Ⅱ级片。
4)焊接接头的弯曲试验:
面弯、背弯各一件,弯曲角度90°。
5)角变形≤3°。
(2)工时定额:
60min。
(3)安全文明生产:
①能正确执行安全技术操作规程;②能按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
答案空缺
[71750]
低碳素钢板平对接手工
焊
1.考核图样(如下图所示)
2.考核要求
(1)考核内容
1)焊缝的外观质量:
①焊缝表面无焊瘤、气孔、夹渣等缺陷;②焊缝表面无咬边;③背面焊缝无凹坑。
2)焊缝的外形尺寸:
①正面焊缝余高0~3mm;②背面焊缝余高0~3mm;③正面焊缝余高差≤3mm;④背面焊缝余高差≤2mm;⑤正面焊缝比坡口每侧增宽0.5~2.5mm;⑥正面焊缝宽度差≤3mm。
3)焊缝的内部质量:
按GB3323-87标准对焊缝进行X射线探伤,不低于Ⅱ级片。
4)焊接接头的弯曲试验:
面弯、背弯各一件,弯曲角度90°。
5)角变形≤3°。
(2)工时定额:
60min。
(3)安全文明生产:
①能正确执行安全技术操作规程;②能按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
答案空缺
[71750]
低碳素钢管水平转动对接手工TIG焊
1.考核图样(如下图所示)
2.考核要求
(1)考核内容
1)焊缝的外观质量:
①焊缝余高0~3mm;②焊缝余高差≤3mm;③焊缝比坡口每侧增宽0.5~2.5mm;④焊缝宽度差≤3mm;⑤焊缝表面无气孔、裂纹、夹渣、咬边等;⑥背面凹坑≤1mm。
2)焊缝的内部质量:
①按GB3323-87标准对焊缝进行X射线探伤,不低于Ⅱ级片;②断口上无气孔、夹渣。
(两项可选1项检查)
3)焊缝的抗弯曲性能:
弯曲角度为90°。
4)通球检验(球径为85%管内径)。
(2)工时定额:
60min。
(3)安全文明生产:
①能正确执行安全技术操作规程;②能按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
答案空缺
[71750]
低碳素钢管水平转动对接组合焊
1.考核图样(如下图所示)
2.考核要求
(1)考核内容
1)焊缝的外观质量:
①焊缝余高0~3mm;②焊缝余高差≤3mm;③焊缝比坡口每侧增宽0.5~2.5mm;④焊缝宽度差≤3mm;⑤焊缝表面无气孔、裂纹、夹渣、咬边等;⑥背面凹坑≤1mm。
2)焊缝的内部质量:
①按GB3323-87标准对焊缝进行X射线探伤,不低于Ⅱ级片;②断口上无气孔、夹渣。
3)焊缝的抗弯曲性能:
弯曲角度为90°。
4)通球检验(球径为85%管内径)。
(2)工时定额:
60min。
(3)安全文明生产:
①能正确执行安全技术操作规程;②能按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
答案空缺
[71750]
大直径低碳素钢管水平转动对接焊条电弧焊
1.考核图样(如下图所示)
2.考核要求
(1)考核内容
1)焊缝的外观质量:
①焊缝表面无焊瘤、气孔、夹渣等缺陷;②焊缝表面无咬边;③背面焊缝无凹坑。
2)焊缝的外形尺寸:
①正面焊缝余高0~3mm;②背面焊缝余高0~3mm;③正面焊缝余高差≤3mm;④背面焊缝余高差≤2mm;⑤正面焊缝比坡口每侧增宽0.5~2.5mm;⑥正面焊缝宽度差≤3mm。
3)焊缝的内部质量:
按GB3323-87标准对焊缝进行x射线探伤,不低于Ⅱ级片。
4)焊接接头的弯曲试验:
面弯、背弯各一件,弯曲角度90°。
(2)工时定额:
100min。
(3)安全文明生产:
①能正确执行安全技术操作规程;②能按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
答案空缺
[71750]
大直径低碳素钢管水平转动对接手工
焊
1.考核图样(如下图所示)
2.考核要求
(1)考核内容
1)焊缝的外观质量:
①焊缝表面无焊瘤、气孔、夹渣等缺陷;②焊缝表面无咬边;③背面焊缝无凹坑。
2)焊缝的外形尺寸:
①正面焊缝余高0~3mm;②背面焊缝余高0~3mm;③正面焊缝余高差≤3mm;④背面焊缝余高差≤2mm;⑤正面焊缝比坡口每侧增宽0.5~2.5mm;⑥正面焊缝宽度差≤3mm。
3)焊缝的内部质量:
按GB3323-87标准对焊缝进行X射线探伤,不低于Ⅱ级片。
4)焊接接头的弯曲试验:
面弯、背弯各一件,弯曲角度90°。
(2)工时定额:
100min。
(3)安全文明生产:
①能正确执行安全技术操作规程;②能按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐c
答案空缺
[71750]
大直径低碳素钢管水平转动对接组合焊
1.考核图样(如下图所示)
2.考核要求
(1)考核内容
1)焊缝的外观质量:
①焊缝表面无焊瘤、气孔、夹渣等缺陷;②焊缝表面无咬边;③背面焊缝无凹坑。
2)焊缝的外形尺寸:
①正面焊缝余高0~3mm;②背面焊缝余高0~3mm;③正面焊缝余高差≤2mm;④背面焊缝余高差≤2mm;⑤正面焊缝比坡口每侧增宽2~4mm;⑥正面焊缝宽度差≤2mm。
3)焊缝的内部质量:
按GB3323-87标准对焊缝进行X射线探伤,不低于Ⅱ级片。
4)焊接接头的弯曲试验:
面弯、背弯各一件,弯曲角度90°。
(2)工时定额:
120min。
(3)安全文明生产:
①能正确执行安全技术操作规程;②能按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
答案空缺
[71750]
低碳素钢管水平转动对接组合焊
1.考核图样(如下图所示)
2.考核要求
(1)考核内容
1)焊缝的外观质量:
①焊缝表面无焊瘤、气孔、夹渣等缺陷;②焊缝表面无咬边;③背面焊缝无凹坑。
2)焊缝的外形尺寸:
①正面焊缝余高0~3mm;②背面焊缝余高0~3mm;③正面焊缝余高差≤3mm;④背面焊缝余高差≤2mm;⑤正面焊缝比坡口每侧增宽0.5~2.5mm;⑥正面焊缝宽度差≤3mm。
3)焊缝的内部质量:
按GB3323-87标准对焊缝进行X射线探伤,不低于Ⅱ级片。
4)焊接接头的弯曲试验:
面弯、背弯各一件,弯曲角度90°。
(2)工时定额:
100min。
(3)安全文明生产:
①能正确执行安全技术操作规程;②能按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
答案空缺
[71750]
钢板氧乙炔手工气割
1.考核图样(如下图所示)
2.考核要求
(1)考核内容
1)主要项目:
①切割面平面度
≤1.Omm;②割纹深度h≤0.5mm;③工件尺寸偏差≤±1.5mm;④工件上缘、下缘尺寸误差≤±3mm。
2)一般项目:
①圆弧、直边转折明显;②后拖量≤2mm。
(2)工时定额:
30min。
(3)安全文明生产:
①能正确执行安全技术操作规程;②能按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
答案空缺
[71750]
钢板手工碳弧气刨
1.考核图样(如下图所示)
2.考核要求
(1)考核内容
1)主要项目:
①刨槽深度(h±2)mm;②刨槽深度误差≤2mm;③刨槽中心直线误差≤2mm。
2)一般项目:
①刨槽宽度(B±2)mm;②刨槽宽度误差≤2mm。
(2)工时定额:
40min。
(3)安全文明生产:
①能正确执行安全技术操作规程;②能按企业有关文明生产的规定,做到工作地整洁,工件、工具摆放整齐。
答案空缺
$TEXT$END$
 升级会员
升级会员 