双轮铣深搅施工组织设计.docx
《双轮铣深搅施工组织设计.docx》由会员分享,可在线阅读,更多相关《双轮铣深搅施工组织设计.docx(6页珍藏版)》请在冰豆网上搜索。
双轮铣深搅施工组织设计
双轮铣深搅施工组织设计
CSM工法搅拌墙专项施工方案
1施工测量方案
1.1平面测量控制
由已知平面控制点向场地布设一条闭合平面导线。
在桩基施工过程中,轴线或桩位投点采用极坐标法,根据场内外闭合导线及基准点,投放各主轴线控制点,然后引测出各桩位点。
施工过程中,场内基准点可能因桩基施工影响而偏移,必须根据业主提供的原点坐标对场内外闭合导线、轴线基准控制点进行复核。
1.2高程测量
在场区内侧布设一条闭合水准网,并与已知高程点联测,沿施工方向每隔50m设高程控制点,并用红油漆作出醒目标志。
再由水准点向钻孔点传递高程,并在钻孔护筒内侧做上油漆醒目标志;定期对高程控制点进行复核。
2CSM搅拌墙方案
本工程主要支护体系采用的是CSM水泥土搅拌墙内插H型钢支护形式,CSM搅拌墙厚850mm。
3主要机具的选择
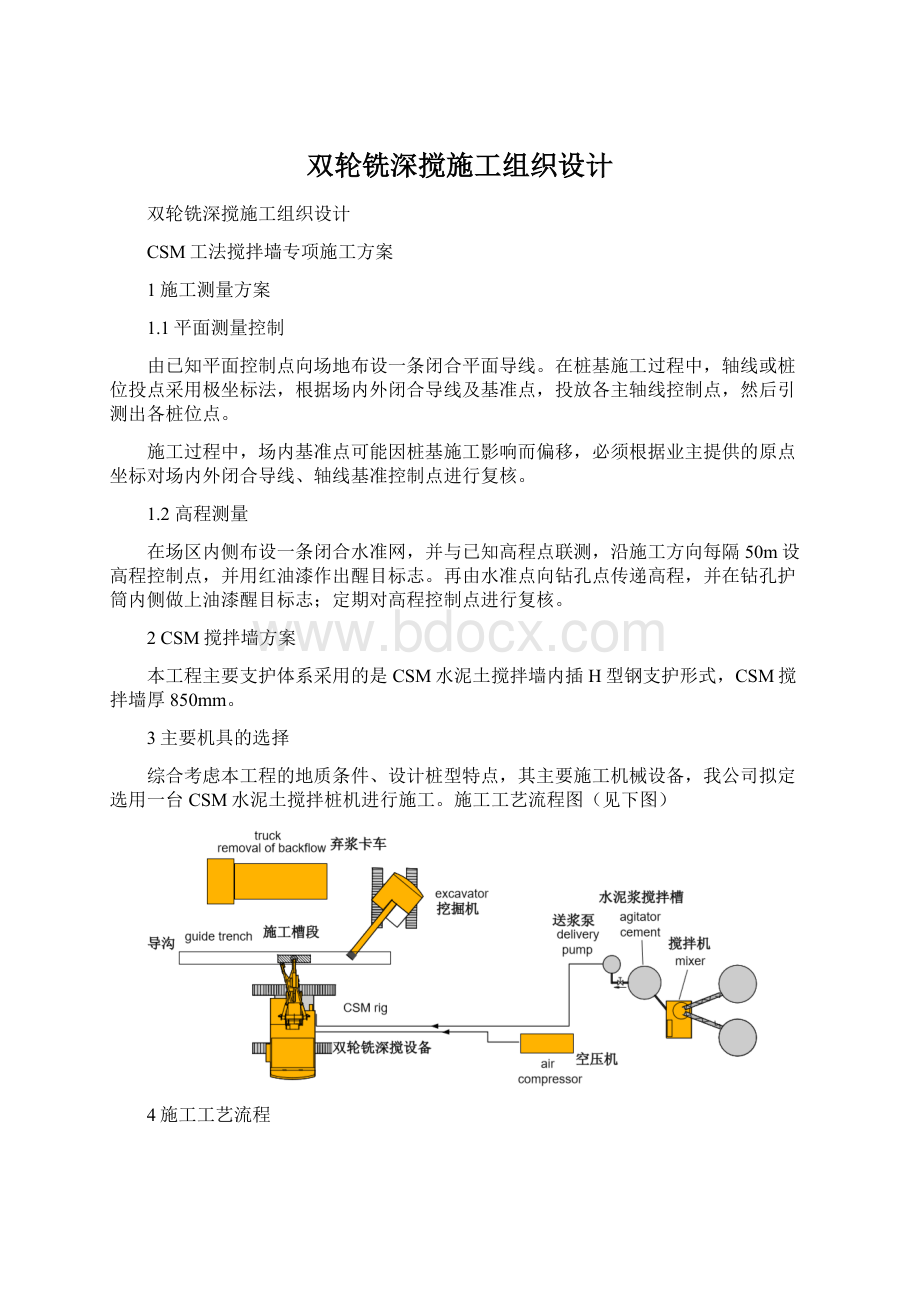
综合考虑本工程的地质条件、设计桩型特点,其主要施工机械设备,我公司拟定选用一台CSM水泥土搅拌桩机进行施工。
施工工艺流程图(见下图)
4施工工艺流程
CSM施工插入H型钢施工内支撑施工地下结构
5主要施工要点
5.1导槽开挖
1、导槽用于汇集多余的泥浆,开挖宽度为1.0m,深度1.5m,内外两侧用HN700×300H型钢作为导墙及后期插入H型钢的定位,导墙内边线应在一条线上,每间隔2~3m用钢筋横向加固,导墙外侧应用粘土填实。
2、根据控制点和控制轴线,测放导墙的中心线,导墙的中心线应和止水墙中心线重合,中心线允许偏差为±10mm。
导墙宽度应比止水墙设计厚度加宽50mm,其净距允许偏差为±10mm。
3、导墙转角处要焊接牢固,施工过程中,应及时校正导墙的定位尺寸,倾斜度偏差不大于0.5%。
导墙上按型钢安放位置设置定位标志。
4、导墙上的泥土应及时清除,保证定位标志清晰。
5.5.2钻机就位
1、CSM钻机就位前,应用仪器复核墙宽的定位线,防止堆积土体的挤压或附近成墙的扰动,造成定位点移位。
2、CSM钻机就位时,分别在机前和机侧用吊锤观察,指挥调整机架的垂直度,定位后,用吊锤和水平尺及时进行检查复测,钻头对位偏差不得大于20mm。
3、钻头的宽度不小于设计墙体宽度,墙体偏差不大于50mm,成墙深度不小于设计墙深,机架垂直度偏差不大于1/250。
待钻头下钻至设计标高深度时,再次检查并调整钻杆垂直度。
4、CSM的成墙顺序为1、2、3……顺挖形式,相邻单元之间搭接成墙,最后形成平整的连续致密的等厚度水泥土连续墙。
5.5.3水泥浆制备及注入
1、制浆设备与同桩机同时进场与安装,它是由供水供灰计量系统与立式搅拌机及泥浆泵组成,按预定好的水泥浆液配合比设定,起动电源,自动按量供水供灰进行搅拌,水泥浆液制作完成后,根据施工的需求,起动泥浆泵送浆施工。
2、本工程依据施工工艺要求采用现场自搅水泥浆液。
水泥浆液主要材料为水泥选用普通硅酸盐水泥和自来水,水泥标号为42.5级;水泥应抽样送检,复试合格后方可使用,严格控制水灰比及水泥掺量。
本工程水灰比控制根据地层搅拌的难易程度控制在1.2—1.8之间,空孔部分水泥掺量126kg/m³;实墙部分水泥掺量360kg/m³+90kg/m³膨润土,拌浆及注浆量以每钻的加固土体方量换算。
水泥浆制作工艺流程图
5.5.4下钻搅拌
1、钻头搅拌持续性深入地下,在刀盘搅动铣破土层结构的同时,泵送水泥浆体至钻头底部与铣破松散的土层充分搅拌。
刀盘的旋转方向可随时变换,一般采用自内向外的转动方式。
钻头下钻速度和泵送水泥浆的体积按照设计配比进行相应调整。
2、下钻速度约50~80cm/min,提升速度约80~100cm/min。
3、本工程采用下钻成墙的单阶模式,钻头下钻入土同时泵送水泥浆,切削、搅拌、液化和均匀一体成墙,下钻过程泵入所掺水泥总量的70%。
下钻和搅拌提升和搅拌
5.5.5连续成墙
CSM水泥搅拌墙的成墙顺序为1、2、3……或其它顺挖形式,相邻单元之间搭接300mm成墙,最后形成平整的连续致密的等厚度水泥土连续墙。
5.5.6芯材安设
1、成墙前需对H型钢进行对接,在型钢加工区域先将场地平整整齐,平行放置3条H型钢做支架,将13米与12米的型钢水平放置在支架上。
用氧割对两根型钢的腹板进行开坡口,两根型钢焊接采用V型坡口焊,用二氧化碳气体保护焊焊接,焊丝采用422级,双面满焊。
注浆完成后立即安设芯材,由于CSM搅拌墙插型钢过深,在H型钢下放过程中可能会出现下放不到位的情况,故现场宜配置一台振动机械手协助安设H型钢。
2、芯材采用H型钢时,H型钢的顶端加焊宽度同H型钢的腹板宽度、高100mm的钢板,予留Φ100吊装孔,安放前涂刷减摩剂,插入时靠近墙内边放置,便于腰梁与其连接,并固定在导墙上,H型钢翼缘朝向基坑。
3、作为受力材料的芯材必须验收合格后方可吊装,芯材必须对准定位控制垂直插入,芯材朝向不能插偏和插反,吊装时控制好芯材顶标高,防止过高或过低。
芯材位置偏差不大于30mm,标高偏差不大于50mm,垂直度偏差不大于0.5%。
 升级会员
升级会员 