储 罐 焊 接 施 工 记 录CGA.docx
《储 罐 焊 接 施 工 记 录CGA.docx》由会员分享,可在线阅读,更多相关《储 罐 焊 接 施 工 记 录CGA.docx(47页珍藏版)》请在冰豆网上搜索。
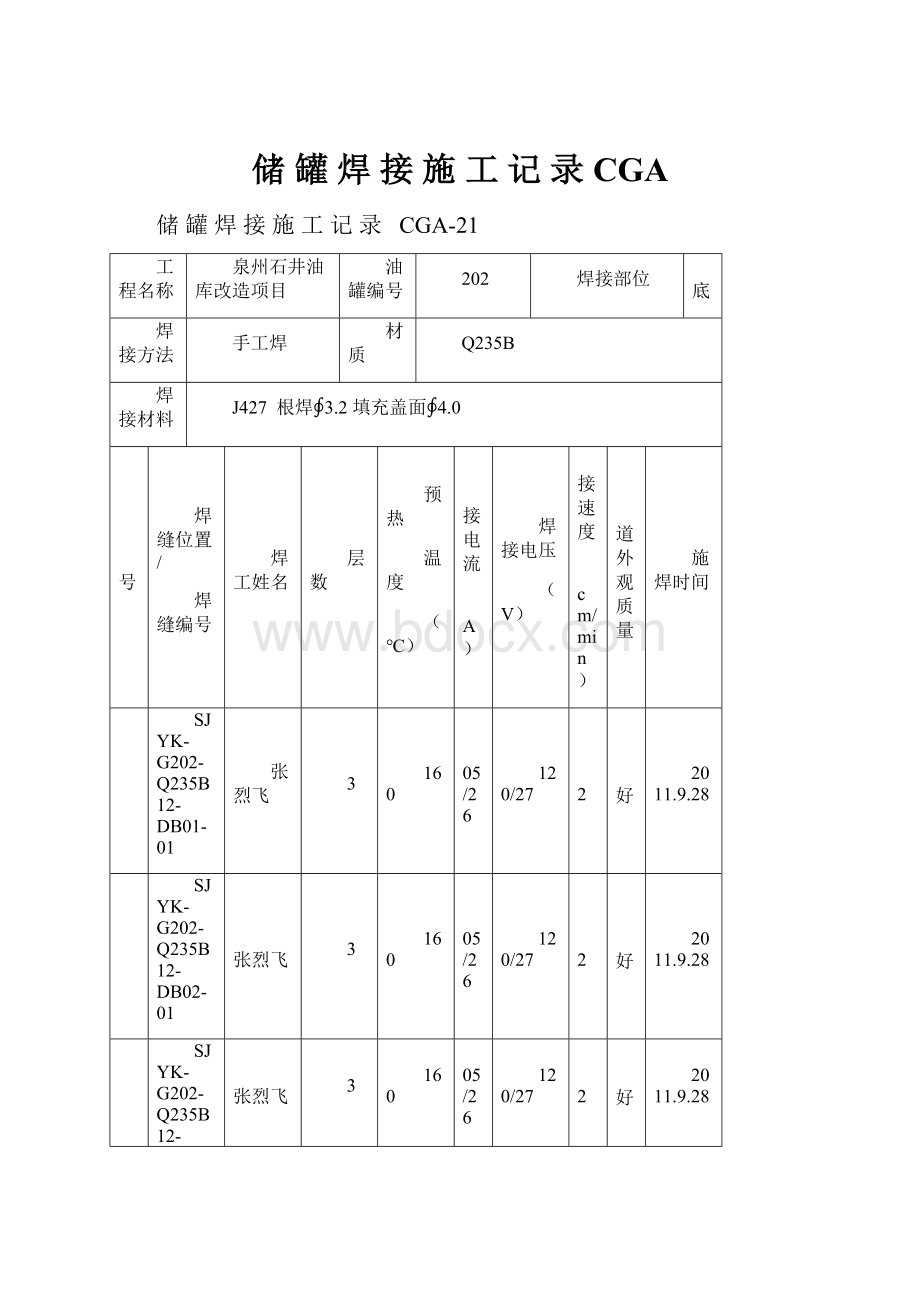
储罐焊接施工记录CGA
储罐焊接施工记录CGA-21
工程名称
泉州石井油库改造项目
油罐编号
202
焊接部位
罐底
焊接方法
手工焊
材质
Q235B
焊接材料
J427根焊∮3.2填充盖面∮4.0
序号
焊缝位置/
焊缝编号
焊工姓名
层数
预热
温度
(℃)
焊接电流
(A)
焊接电压
(V)
焊接速度
(cm/min)
焊道外观质量
施焊时间
1
SJYK-G202-Q235B12-DB01-01
张烈飞
3
160
105/26
120/27
12
良好
2011.9.28
2
SJYK-G202-Q235B12-DB02-01
张烈飞
3
160
105/26
120/27
12
良好
2011.9.28
3
SJYK-G202-Q235B12-DB03-01
张烈飞
3
160
105/26
120/27
12
良好
2011.9.28
4
SJYK-G202-Q235B12-DB04-01
张烈飞
3
160
105/26
120/27
12
良好
2011.9.28
5
SJYK-G202-Q235B12-DB05-01
张烈飞
3
160
95/26
115/27
12
良好
2011.9.28
6
SJYK-G202-Q235B12-DB06-01
张烈飞
3
160
95/26
120/27
12
良好
2011.9.28
7
SJYK-G202-Q235B12-DB07-01
张烈飞
3
160
95/26
120/27
12
良好
2011.9.28
8
SJYK-G202-Q235B12-DB08-01
张烈飞
3
160
95/26
120/27
12
良好
2011.9.28
备注:
附罐底布置图。
检查人
审核人
注:
焊接材料应写明焊丝(焊条)牌号、直径(mm)、焊剂牌号等。
储罐焊接施工记录CGA-21
工程名称
泉州石井油库改造项目
油罐编号
202
焊接部位
罐底
焊接方法
手工焊
材质
Q235B
焊接材料
J427根焊∮3.2填充盖面∮4.0
序号
焊缝位置/
焊缝编号
焊工姓名
层数
预热
温度
(℃)
焊接电流
(A)
焊接电压
(V)
焊接速度
(cm/min)
焊道外观质量
施焊时间
1
SJYK-G202-Q235B8-DS001
-SJYK-G202-Q235B08-DS010-03
杨团
3
150
90/24
110/27
12
良好
2011.9.30
2
SJYK-G202-Q235B8-DS011
-SJYK-G202-Q235B08-DS021-05
阮亚华
3
150
95/25
120/27
12
良好
2011.9.30
3
SJYK-G202-Q235B8-DS022
-SJYK-G202-Q235B08-DS032-06
陈鸿峰
3
150
105/26
120/27
12
良好
2011.9.30
4
SJYK-G202-Q235B8-DS033
-SJYK-G202-Q235B08-DS044-07
黄达高
3
150
95/25
120/27
12
良好
2011.9.30
5
SJYK-G202-Q235B8-DS045
-SJYK-G202-Q235B08-DS055-10
李玉涛
3
150
105/26
120/27
12
良好
2011.9.30
6
SJYK-G202-Q235B8-DS056
-SJYK-G202-Q235B08-DS064-12
潘玉慰
3
150
110/26
120/27
12
良好
2011.9.30
备注:
附罐底布置图。
检查人
审核人
注:
焊接材料应写明焊丝(焊条)牌号、直径(mm)、焊剂牌号等。
储罐焊接施工记录CGA-21
工程名称
泉州石井油库改造项目
油罐编号
203
焊接部位
罐底
焊接方法
手工焊
材质
Q235B
焊接材料
J427根焊∮3.2填充盖面∮4.0
序号
焊缝位置/
焊缝编号
焊工姓名
层数
预热
温度
(℃)
焊接电流
(A)
焊接电压
(V)
焊接速度
(cm/min)
焊道外观质量
施焊时间
1
SJYK-G203-Q235B12-DB01-05
阮亚华
3
160
105/26
120/27
12
良好
2011.9.25
2
SJYK-G203-Q235B12-DB02-05
阮亚华
3
160
105/26
120/27
12
良好
2011.9.25
3
SJYK-G203-Q235B12-DB03-05
阮亚华
3
160
105/26
120/27
12
良好
2011.9.25
4
SJYK-G203-Q235B12-DB04-05
阮亚华
3
160
105/26
120/27
12
良好
2011.9.25
5
SJYK-G203-Q235B12-DB05-05
阮亚华
3
160
95/26
115/27
12
良好
2011.9.25
6
SJYK-G203-Q235B12-DB06-05
阮亚华
3
160
95/26
120/27
12
良好
2011.9.25
7
SJYK-G203-Q235B12-DB07-05
阮亚华
3
160
95/26
120/27
12
良好
2011.9.25
8
SJYK-G203-Q235B12-DB08-05
阮亚华
3
160
95/26
120/27
12
良好
2011.9.25
备注:
附罐底布置图。
检查人
审核人
注:
焊接材料应写明焊丝(焊条)牌号、直径(mm)、焊剂牌号等。
储罐焊接施工记录CGA-21
工程名称
泉州石井油库改造项目
油罐编号
203
焊接部位
罐底
焊接方法
手工焊
材质
Q235B
焊接材料
J427根焊∮3.2填充盖面∮4.0
序号
焊缝位置/
焊缝编号
焊工姓名
层数
预热
温度
(℃)
焊接电流
(A)
焊接电压
(V)
焊接速度
(cm/min)
焊道外观质量
施焊时间
1
SJYK-G203-Q235B8-DS001
-SJYK-G203-Q235B08-DS010—01
张烈飞
3
150
90/24
110/27
12
良好
2011.10.3
2
SJYK-G203-Q235B8-DS011
-SJYK-G203-Q235B08-DS021-02
何水新
3
150
95/25
120/27
12
良好
2011.10.3
3
SJYK-G203-Q235B8-DS022
-SJYK-G203-Q235B08-DS032-03
杨团
3
150
105/26
120/27
12
良好
2011.10.3
4
SJYK-G203-Q235B8-DS033
-SJYK-G203-Q235B08-DS044-06
陈鸿峰
3
150
95/25
120/27
12
良好
2011.10.3
5
SJYK-G203-Q235B8-DS045
-SJYK-G203-Q235B08-DS055-09
邹国技
3
150
105/26
120/27
12
良好
2011.10.3
6
SJYK-G203-Q235B8-DS056
-SJYK-G203-Q235B08-DS064-11
刘瑞行
3
150
110/26
120/27
12
良好
2011.10.3
备注:
附罐底布置图。
检查人
审核人
注:
焊接材料应写明焊丝(焊条)牌号、直径(mm)、焊剂牌号等。
储罐焊接施工记录CGA-21
工程名称
泉州石井油库改造项目
油罐编号
201
焊接部位
罐底
焊接方法
手工焊
材质
Q235B
焊接材料
J427根焊∮3.2填充盖面∮4.0
序号
焊缝位置/
焊缝编号
焊工姓名
层数
预热
温度
(℃)
焊接电流
(A)
焊接电压
(V)
焊接速度
(cm/min)
焊道外观质量
施焊时间
1
SJYK-G201-Q235B12-DB01-01
张烈飞
3
160
105/26
120/27
12
良好
2011.9.26
2
SJYK-G201-Q235B12-DB01-01
张烈飞
3
160
105/26
120/27
12
良好
2011.9.26
3
SJYK-G201-Q235B12-DB03-01
张烈飞
3
160
105/26
120/27
12
良好
2011.9.26
4
SJYK-G201-Q235B12-DB04-01
张烈飞
3
160
105/26
120/27
12
良好
2011.9.26
5
SJYK-G201-Q235B12-DB05-05
阮亚华
3
160
95/26
115/27
12
良好
2011.9.26
6
SJYK-G201-Q235B12-DB06-05
阮亚华
3
160
95/26
120/27
12
良好
2011.9.26
7
SJYK-G201-Q235B12-DB07-05
阮亚华
3
160
95/26
120/27
12
良好
2011.9.26
8
SJYK-G201-Q235B12-DB08-05
阮亚华
3
160
95/26
120/27
12
良好
2011.9.26
备注:
附罐底布置图。
检查人
审核人
注:
焊接材料应写明焊丝(焊条)牌号、直径(mm)、焊剂牌号等。
储罐焊接施工记录CGA-21
工程名称
泉州石井油库改造项目
油罐编号
201
焊接部位
罐底
焊接方法
手工焊
材质
Q235B
焊接材料
J427根焊∮3.2填充盖面∮4.0
序号
焊缝位置/
焊缝编号
焊工姓名
层数
预热
温度
(℃)
焊接电流
(A)
焊接电压
(V)
焊接速度
(cm/min)
焊道外观质量
施焊时间
1
SJYK-G201-Q235B8-DS001
-SJYK-G201-Q235B08-DS010-01
张烈飞
3
150
90/24
110/27
12
良好
2011.10.7
2
SJYK-G201-Q235B8-DS011
-SJYK-G201-Q235B08-DS021-02
何水新
3
150
95/25
120/27
12
良好
2011.10.7
3
SJYK-G201-Q235B8-DS022
-SJYK-G201-Q235B08-DS032-04
詹武荣
3
150
105/26
120/27
12
良好
2011.10.7
4
SJYK-G201-Q235B8-DS033
-SJYK-G201-Q235B08-DS044-05
阮亚华
3
150
95/25
120/27
12
良好
2011.10.7
5
SJYK-G201-Q235B8-DS045
-SJYK-G201-Q235B08-DS055-07
黄达高
3
150
105/26
120/27
12
良好
2011.10.7
6
SJYK-G201-Q235B8-DS056
-SJYK-G201-Q235B08-DS064-12
潘玉慰
3
150
110/26
120/27
12
良好
2011.10.7
备注:
附罐底布置图。
检查人
审核人
注:
焊接材料应写明焊丝(焊条)牌号、直径(mm)、焊剂牌号等。
储罐焊接施工记录CGA-21
工程名称
泉州石井油库改造项目
油罐编号
301
焊接部位
罐底
焊接方法
手工焊
材质
Q235B
焊接材料
J427根焊∮3.2填充盖面∮4.0
序号
焊缝位置/
焊缝编号
焊工姓名
层数
预热
温度
(℃)
焊接电流
(A)
焊接电压
(V)
焊接速度
(cm/min)
焊道外观质量
施焊时间
1
SJYK-G301-Q235B12-DB01-02
何水新
3
160
105/26
120/27
12
良好
2011.10.1
2
SJYK-G301-Q235B12-DB01-02
何水新
3
160
105/26
120/27
12
良好
2011.10.1
3
SJYK-G301-Q235B12-DB03-02
何水新
3
160
105/26
120/27
12
良好
2011.10.1
4
SJYK-G301-Q235B12-DB04-02
何水新
3
160
105/26
120/27
12
良好
2011.10.1
5
SJYK-G301-Q235B12-DB05-02
何水新
3
160
95/26
115/27
12
良好
2011.10.1
6
SJYK-G301-Q235B12-DB06-02
何水新
3
160
95/26
120/27
12
良好
2011.10.1
7
SJYK-G301-Q235B12-DB07-02
何水新
3
160
95/26
120/27
12
良好
2011.10.1
8
SJYK-G301-Q235B12-DB08-02
何水新
3
160
95/26
120/27
12
良好
2011.10.1
备注:
附罐底布置图。
检查人
审核人
注:
焊接材料应写明焊丝(焊条)牌号、直径(mm)、焊剂牌号等。
储罐焊接施工记录CGA-21
工程名称
泉州石井油库改造项目
油罐编号
301
焊接部位
罐底
焊接方法
手工焊
材质
Q235B
焊接材料
J427根焊∮3.2填充盖面∮4.0
序号
焊缝位置/
焊缝编号
焊工姓名
层数
预热
温度
(℃)
焊接电流
(A)
焊接电压
(V)
焊接速度
(cm/min)
焊道外观质量
施焊时间
1
SJYK-G301-Q235B8-DS001
-SJYK-G301-Q235B08-DS010-02
何水新
3
150
90/24
110/27
12
良好
2011.10.2
2
SJYK-G301-Q235B8-DS011
-SJYK-G301-Q235B08-DS021-01
张烈飞
3
150
95/25
120/27
12
良好
2011.10.2
3
SJYK-G301-Q235B8-DS011
-SJYK-G301-Q235B08-DS021-05
阮亚华
3
150
105/26
120/27
12
良好
2011.10.2
4
SJYK-G301-Q235B8-DS011
-SJYK-G301-Q235B08-DS021-04
詹武荣
3
150
95/25
120/27
12
良好
2011.10.2
5
SJYK-G301-Q235B8-DS011
-SJYK-G301-Q235B08-DS021-12
潘玉慰
3
150
105/26
120/27
12
良好
2011.10.2
6
SJYK-G301-Q235B8-DS011
-SJYK-G301-Q235B08-DS021-07
黄达高
3
150
110/26
120/27
12
良好
2011.10.2
备注:
附罐底布置图。
检查人
审核人
注:
焊接材料应写明焊丝(焊条)牌号、直径(mm)、焊剂牌号等。
储罐焊接施工记录CGA-21
工程名称
泉州石井油库改造项目
油罐编号
302
焊接部位
罐底
焊接方法
手工焊
材质
Q235B
焊接材料
J427根焊∮3.2填充盖面∮4.0
序号
焊缝位置/
焊缝编号
焊工姓名
层数
预热
温度
(℃)
焊接电流
(A)
焊接电压
(V)
焊接速度
(cm/min)
焊道外观质量
施焊时间
1
SJYK-G302-Q235B12-DB01-08
邹国技
3
160
105/26
120/27
12
良好
2011.10.1
2
SJYK-G302-Q235B12-DB01-08
邹国技
3
160
105/26
120/27
12
良好
2011.10.1
3
SJYK-G302-Q235B12-DB01-08
邹国技
3
160
105/26
120/27
12
良好
2011.10.1
4
SJYK-G302-Q235B12-DB01-08
邹国技
3
160
105/26
120/27
12
良好
2011.10.1
5
SJYK-G302-Q235B12-DB01-08
邹国技
3
160
95/26
115/27
12
良好
2011.10.1
6
SJYK-G302-Q235B12-DB01-08
邹国技
3
160
95/26
120/27
12
良好
2011.10.1
7
SJYK-G302-Q235B12-DB01-08
邹国技
3
160
95/26
120/27
12
良好
2011.10.1
8
SJYK-G302-Q235B12-DB01-08
邹国技
3
160
95/26
120/27
12
良好
2011.10.1
备注:
附罐底布置图。
检查人
审核人
注:
焊接材料应写明焊丝(焊条)牌号、直径(mm)、焊剂牌号等。
储罐焊接施工记录CGA-21
工程名称
泉州石井油库改造项目
油罐编号
302
焊接部位
罐底
焊接方法
手工焊
材质
Q235B
焊接材料
J427根焊∮3.2填充盖面∮4.0
序号
焊缝位置/
焊缝编号
焊工姓名
层数
预热
温度
(℃)
焊接电流
(A)
焊接电压
(V)
焊接速度
(cm/min)
焊道外观质量
施焊时间
1
SJYK-G302-Q235B8-DS001
-SJYK-G302-Q235B08-DS010-02
何水新
3
150
90/24
110/27
12
良好
2011.10.4
2
SJYK-G302-Q235B8-DS011
-SJYK-G302-Q235B08-DS021-11
刘瑞行
3
150
95/25
120/27
12
良好
2011.10.4
3
SJYK-G302-Q235B8-DS011
-SJYK-G302-Q235B08-DS021-03
杨团
3
150
105/26
120/27
12
良好
2011.10.4
4
SJYK-G302-Q235B8-DS011
-SJYK-G302-Q235B08-DS021-04
詹武荣
3
150
95/25
120/27
12
良好
2011.10.4
5
SJYK-G302-Q235B8-DS011
-SJYK-G302-Q235B08-DS021-12
潘玉慰
3
150
105/26
120/27
12
良好
2011.10.4
6
SJYK-G302-Q235B8-DS011
-SJYK-G302-Q235B08-DS021-14
王金生
3
150
110/26
120/27
12
良好
2011.10.4
备注:
附罐底布置图。
检查人
审核人
注:
焊接材料应写明焊丝(焊条)牌号、直径(mm)、焊剂牌号等。
储罐焊接施工记录CGA-21
工程名称
泉州石井油库改造项目
油罐编号
302
焊接部位
罐底
焊接方法
手工焊
材质
Q235B
焊接材料
J427根焊∮3.2填充盖面∮4.0
序号
焊缝位置/
焊缝编号
焊工姓名
层数
预热
温度
(℃)
焊接电流
(A)
焊接电压
(V)
焊接速度
(cm/min)
焊道外观质量
施焊时间
1
SJYK-G302-Q235B12-DB01-08
邹国技
3
160
105/26
120/27
12
良好
2011.10.1
2
SJYK-G302-Q235B12-DB01-08
邹国技
3
160
105/26
120/27
12
良好
2011.10.1
3
SJYK-G302-Q235B12-DB01-08
邹国技
3
160
105/26
120/27
12
良好
2011.10.1
4
SJYK-G302-Q235B12-DB01-08
邹国技
3
160
105/26
 升级会员
升级会员 