数控笔记.docx
《数控笔记.docx》由会员分享,可在线阅读,更多相关《数控笔记.docx(17页珍藏版)》请在冰豆网上搜索。
数控笔记
1、刀片的选材:
常见刀片材料有高速钢、硬质合金、涂层硬质合金、陶瓷、立方
氮化硼和金刚石等,其中应用最多的是硬质合金和涂层硬质合金
刀片。
选择刀片材质主要依据被加工工件的材料、被加工表面的
精度、表面质量要求、切削载荷的大小以及切削过程有无冲击和
振动等。
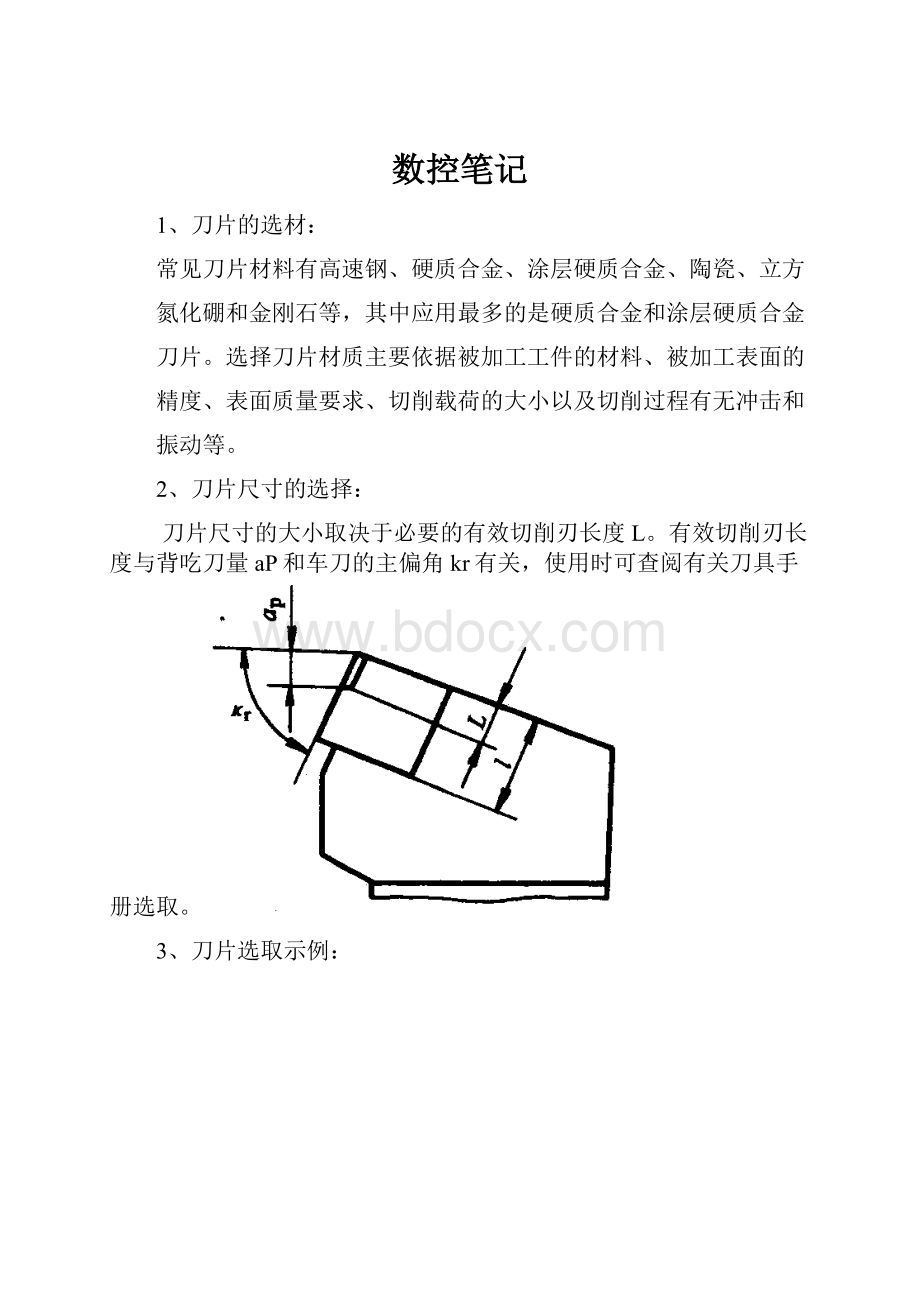
2、刀片尺寸的选择:
刀片尺寸的大小取决于必要的有效切削刃长度L。
有效切削刃长度与背吃刀量aP和车刀的主偏角kr有关,使用时可查阅有关刀具手册选取。
3、刀片选取示例:
4、车螺纹时的主轴转速
a.螺纹加工程序段中指令的螺距值
b.刀具在其位移过程的始/终,都将受到伺服驱动系统升/降频率和数控装置插补运算速度的约束.
c.车削螺纹必须通过主轴的同步运行功能而实现,即车削螺纹需要有主轴脉冲发生器(编码器)。
当其主轴转速选择过高、编码器的质量不稳定时,会导致工件螺纹产生乱纹(俗称“烂牙”)。
车床数控系统推荐车螺纹时主轴转速如下:
▪式中P——被加工螺纹螺距,mm;
k——保险系数,一般为80。
5、数控车床的定位及装夹要求
▪在数控车床上加工零件,应按工序集中的原则划分工序,在一次装夹下尽可能完成大部分甚至全部表面的加工。
根据零件的结构形状不同,通常选择外圆、端面或端面、内孔装夹,并力求设计基准、工艺基准和编程基准统一,以减少定位误差,提高加工精度。
▪要充分发挥数控车床的加工效能,工件的装夹必须快速,定位必须准确。
数控车床对工件的装夹要求:
▪首先应具有可靠的夹紧力,以防止工件在加工过程中松动;
▪其次应具有较高的定位精度,并多采用气动或液压夹具,以便于迅速和方便地装、拆工件。
6、常用的夹具型式及定位方法
(1)圆柱心轴定位夹具
▪加工套类零件时,常用工件的孔在圆柱心轴上定位,如图4-6a)、b)所示。
(2)小锥度心轴定位夹具
▪将圆柱心轴改成锥度很小的锥体(C=1/1000—1/5000)时,就成了小锥度心轴。
▪工件在小锥度心轴定位,消除了径向间隙,提高了心轴的定心精度。
定位时,工件楔紧在心轴上,靠楔紧产生的摩擦力带动工件,不需要再夹紧,且定心精度高;缺点是工件在轴向不能定位。
▪这种方法适用于有较高精度定位孔的工件精加工。
(3)圆锥心轴定位夹具
▪当工件的内孔为锥孔时,可用与工件内孔锥度相同的锥度心轴定位。
为了便于卸下工件,可在芯轴大端配上一个旋出工件的螺母。
如图4-6c)、d)所示。
(4)螺纹心轴定位夹具
▪当工件内孔是螺孔时,可用螺纹心轴定位夹具。
如图4-6e)、f)所示。
(5)拨齿顶尖夹具
▪用于轴类工件车削的夹具。
车削时,工件由主轴上通过变径套而安装的拨齿带动旋转,拨齿顶尖的结构如图4—7所示。
1一壳体;2一顶尖;3一止退环;4一螺钉;5—拨齿套;
图4—7拨齿顶尖
7、刀位点
刀位点是指在加工程序编制中,用以表示刀具特征的点,也是对刀和加工的基准点。
8、设定工件坐标系和工件原点
数控车床坐标系统分为机床坐标系和工件坐标系(编程坐标系)。
无哪种坐标系统都规定与车床主轴轴线平行的方向为Z轴,且规定从卡盘中心至尾座顶尖中心的方向为正方向。
在水平面内与主轴轴线垂直的方向为X轴,且规定刀具远离主轴旋转中心的方向为正方向。
(1)、机床坐标系:
机床原点为坐标系原点建立起来的X、Z轴直角坐标系,称为机床坐标系。
车床的机床原点为主轴旋转中心与卡盘后端面之交点。
机床坐标系是制造和调整机床的基础,也是设置工件坐标系的基础,一般不允许随意变动。
如图4-12所示。
②参考点
参考点是机床上的一个固定点。
该点是刀具退离到一个固定不变的极限点(图4-12中点O′即为参考点),其位置由机械挡块或行程开关来确定。
③工件坐标系(编程坐标系)
数控编程时应该首先确定工件坐标系和工件原点。
零件在设计中有设计基准,在加工过程中有工艺基准,同时应尽量将工艺基准与设计基准统一,该基准点通常称为工件原点。
以工件原点为坐标原点建立起来的X、Z轴直角坐标系,称为工件坐标系。
在车床上工件原点可以选择在工件的左或右端面上,即工件坐标系是将参考坐标系通过对刀平移得到的。
如图4-13所示。
9、常用的辅助功能
M00——程序停止
实际上是一个暂停指令。
当执行有M00指令的程序段后,主轴的转动、进给、切削液都将停止。
它与单程序段停止相同,模态信息全部被保存,以便进行某一手动操作,如换刀、测量工件的尺寸等。
重新启动机床后,继续执行后面的程序。
M01——选择停止
与M00的功能基本相似,只有在按下“选择停止”后,M01才有效,否则机床继续执行后面的程序段;按“启动”键,继续执行后面的程序。
M02——程序结束
该指令编在程序的最后一条,表示执行完程序内所有指令后,主轴停止、进给停止、切削液关闭,机床处于复位状态。
M03——主轴正转。
用于主轴顺时针方向转动
M04——主轴反转。
用于主轴逆时针方向转动
M05——主轴停止转动
M07——冷却液开,用于切削液1开
M08——冷却液开,用于切削液2开
M09——冷却液关,用于切削液关
M30——程序结束
使用M30时,除表示执行M02的内容之外,还返回到程序的第一条语句,准备下一个工件的加工。
M98——子程序调用,用于调用子程序;
M99——子程序返回,用于子程序结束及返回。
10、刀具补偿:
▪刀具半径补偿可通过从键盘输入刀具参数,并在程序中采用刀具半径补偿指令实现。
▪参数包括刀尖半径、车刀形状、刀尖圆弧位置,这些都与工件的形状有关,必须将参数输入刀据库。
▪格式:
G41G00
G42X(U)Z(W);
G40G01
▪G41----为左偏刀具半径补偿指令,即沿刀具运动方向看,刀具位于工件的左侧;
▪G42----为右偏刀具半径补偿指令,即沿刀具运动方向看,刀具位于工件的右侧;
▪G40----为半径补偿偏置取消指令,即使用G41、G42后必须用G40去取消偏置量,使刀具中心轨迹与编程轨迹重合。
例1编写图示零件的精加工程序
编制如图所示零件精加工程序,其中外圆ф85mm不加工,三把车刀分别用于车外圆、切槽和车螺纹,刀具布置及安装尺寸见图。
对刀时,用对刀显微镜以T01号刀为准进行,螺纹车刀的刀尖相对T01号刀尖在Z向偏置10mm。
加工程序见表。
例一的程序:
程序
说明
O0010
N010G50X200.0Z350.0T0101;
N020S630M03;
N030G00X41.8Z292.0M08;
N040G01X48.34Z289.0F80;
N050Z230.0;
N060X50.0;
N070X62.0W一60.0;
N080Z155.0;
N090X78.0;
N100X80.0W一1.0;
N110W一19.0;
N120G02W一60.0I63.25K一30.0;
N130G01Z65.0;
N140X90.0;
N150G00X200.0Z350.0T0100M09;
N160T0202;
N170S315;
N180G00X51.0Z230.0M08;
N190G01X45.0F50;
N200G04U3.0;
N210G00X51.0;
N220X200.0Z350.0T0200M09;
N230T0303;
N240S200;
N250G00X60.0Z296.0M08;
N260G92X47.54Z231.5F1.5;
N270X46.94;
N280X46.54;
N290X46.38;
N300G00X200.0Z350.0T0300M09;
N310M05;
N320M30
程序代号
建立工件坐标系,选1号刀
主轴正转,转速630r/min
快进至点(41.8,292),切削液开
工进,倒角,进给速度80mm/min
精车螺纹大径ф48.34mm
退刀
精车锥面
精车ф62mm外圆
X向退刀
倒角
精车ф80mm外圆
精车顺圆弧
精车ф80mm外圆
X向退刀
返回换刀点,取消刀具补偿,切削液关
换2号刀,并进行刀具补偿
调整转速为315r/min
快进至点(51,230),切削液开
车ф45mm槽,进给速度50mm/min
暂停进给3s
X向退刀
返回换刀点,取消刀具补偿,切削液关
换3号刀,并进行刀具补偿
转速调整为200r/min
快进至螺纹切削循环起点,切削液开
螺纹切削循环,螺距1.5mm
返回起刀点,取消刀具补偿,切削液关
主轴停止
程序结束
例1编写图示零件的精加工程序
编制如图所示零件精加工程序,其中外圆ф85mm不加工,三把车刀分别用于车外圆、切槽和车螺纹,刀具布置及安装尺寸见图。
对刀时,用对刀显微镜以T01号刀为准进行,螺纹车刀的刀尖相对T01号刀尖在Z向偏置10mm。
加工程序见表。
例2:
一缸盖零件简图,该零件用数控车床加工,加工程序见表。
例二的程序
程序
说明
00011
N010G50X400.0Z400.0T0101;
N020S300M03;
N030G00X118.0Z141.5;
N040G01X82.0F60;
N050G00X103.0;
N060G01X110.5Z135.0F50;
N070Z48.0F60;
N080G00X400.0Z400.0T0100;
N090T0303;
N100G00X89.5Z180.0;
N110Z145.0;
N120G01Z61.5F60;
N130X79.5;
N140Z一5.0;
N150G00X75.0;
N160Z180.0;
N170G00X400.0Z400.0T0300;
N180T0505;
N190S600;
N200G00X85.0Z145.0;
N210G01Z141.0F200;
N220X102.0F100;
N230U8.0W一6.93;
N240G01Z48.0F50;
N250G00X112.0;
N260X400.0Z400.0T0500;
N270T0707;
N280S200;
N290G00X85.0Z180.0;
N300Z131.0M08;
N310G0lX93.8F50;
N320G00X85.0;
N330Z180.0;
N340X400.0Z400.0T0700M09;
N350T0909;
N360S600;
N370G00X94.0Z180.0;
N380Z142.0;
N390G01X90.0Z140.0;
N400Z61.0;
N410X80.2;
N420Z—5.0;
N430G00X75.0;
N440Z180.0;
N450X400.0Z400.0T0900;
N460T1111;
N470S240;
N480G00X115.0Z71.0;
N490G01X105.0F30M08;
N500G04U3.0;
N510X115.0;
N520G00X400.0Z400.0T1100M09;
N530M05;
N540M30;
程序代号
建立工件坐标系,换1号刀,并进行刀具补偿
主轴正转,转速300r/min
快进点(118,141.5)
粗车端面,进给速度60mm/min
快退
粗车短锥面,进给速度50mm/min
粗车фl1Omm外圆
返回换刀点,取消刀具补偿
换3号刀,并进行刀具补偿
快进至点(89.5,180)
Z向快进
粗车ф90mm内孔,进给速度60mm/min
粗车内孔阶梯面
粗车ф80mm孔
X向快退
Z向快退
返回换刀点,取消刀具补偿
换5号刀,并进行刀具补偿
转速调整为600r/min
快进至点(85,145)
Z向工进至Z=141mm,进给速度200mm/min
精车端面
精车短锥面
精车ф110mm外圆
X向快退
返回换刀点,取消刀具补偿
换7号刀,并进行刀具补偿
转速调整为200r/min
快进至点(85,180)
快进至(85,131),切削液开
车ф93.8mm槽
X向快退
Z向快退
返回换刀点,取消刀具补偿,切削液关
换9号刀,并进刀具补偿
转速调整为600r/min
快进至点(94,180)
Z向快进
内孔倒角
精车ф90mm内孔
精车内孔阶梯面
精车ф80mm内孔
X向快退
Z向快退
返回换刀点,取消刀具补偿
换11号刀,并进行刀具补偿
转速调整为240r/min
快进至(115,71)
开切削液,车4.1mm槽
暂停进给3s
X向退刀
返回起刀点取消刀具补偿并关闭切削液
主轴停止
程序结束
操作面板:
名称
用途
POS
当前位置的显示
PROGRAM
程序显示屏
OFFSETSETTING
偏置量设置
GRAPH
图形模拟
复位键RESET
解除报警,终止当前一切操作,CNC复位
地址/数字键
字母、数字等文字的输入
输入键INPUT
用于参数、偏置等的输入。
还用于IO设备的输入开始,MDI方式指令数据的输入
取消键CAN
删除输入到缓冲存储器中的文字或符号
修改键ALTER
修改输入到缓冲存储器中的文字或符号
PAGE
向前、向后翻CRT画面,用于选择不同的屏幕页面,
软键
可根据用途提供给软键各种功能。
软键能提供的功能在CRT画面的最下方显示。
左端的软键:
在软键输入各种功能时返回最初状态
右端的软键:
用于本画面未显示完的功能
名称
用途
循环启动
自动加工
进给暂停
自动加工暂停,直到按循环启动键后再继续进给
方式选择
选择操作方式
快速进给
刀具快速进给
步进进给
步进进给
单程序段
自动运转时使加工程序逐段执行
跳过任选程序段
跳过程序的任选程序段
空运转
自动和MDI状态下不装工件,机床空运转,以检查程序
返回参考点
返回机床参考点
快速进给倍率
选择快速进给的倍率值
手摇脉冲发生器
手动进给时,转动手摇盘进行所选轴的正方向或负方向进给
步进进给量
选择步进进给1步的移动量
紧急停止
使机床紧急停止
机床锁住
锁住机床不动,试运行程序
手动轴选择
选择手动方式移动的轴
 升级会员
升级会员 