数控编程习题.docx
《数控编程习题.docx》由会员分享,可在线阅读,更多相关《数控编程习题.docx(22页珍藏版)》请在冰豆网上搜索。
数控编程习题
数控编程习题
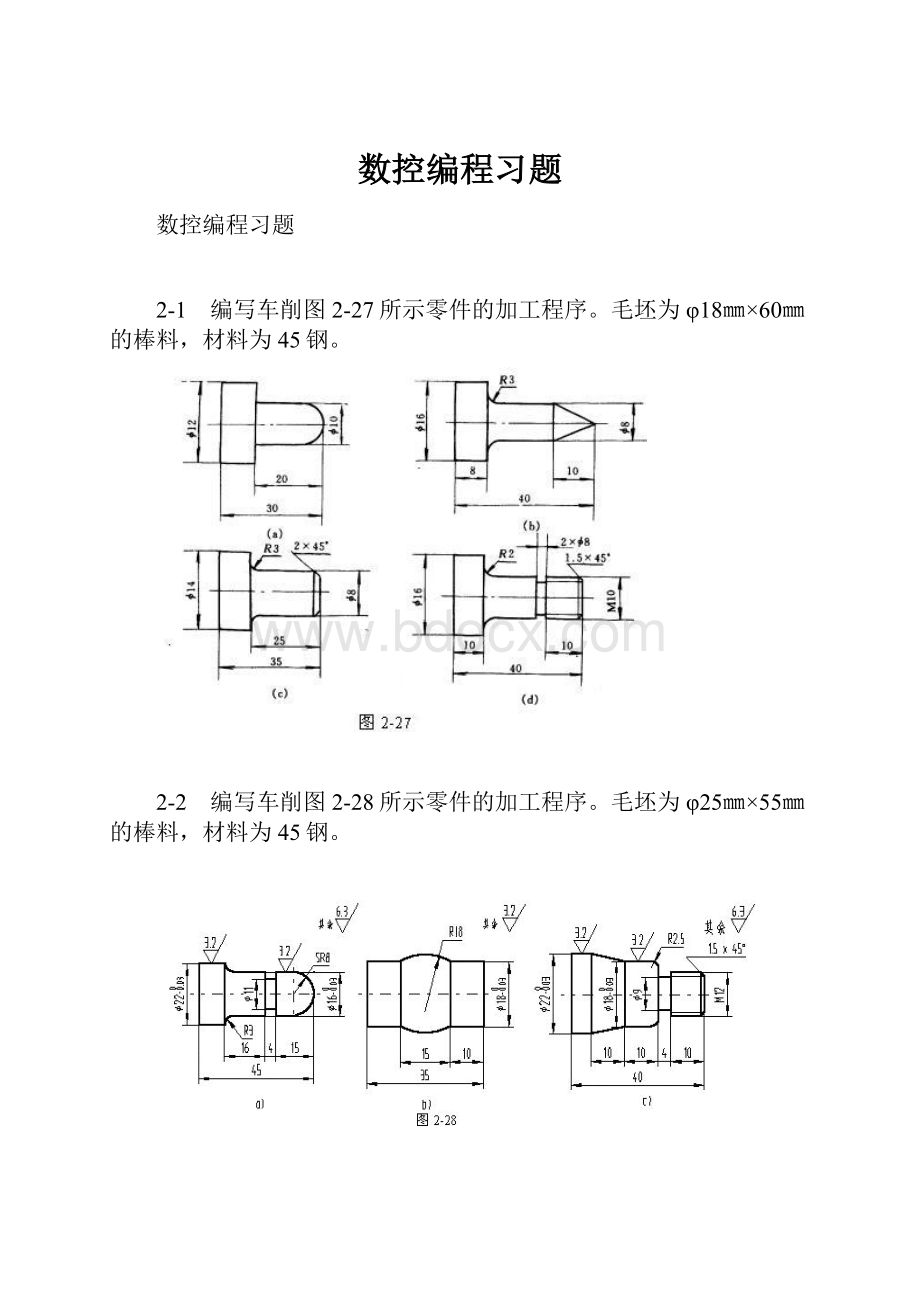
2-1 编写车削图2-27所示零件的加工程序。
毛坯为φ18㎜×60㎜的棒料,材料为45钢。
2-2 编写车削图2-28所示零件的加工程序。
毛坯为φ25㎜×55㎜的棒料,材料为45钢。
2-3编写车削图2-29所示手柄的加工程序。
图a毛坯为φ25㎜×100㎜的棒料,图b毛坯为φ25㎜×45㎜的棒料,材料都为45钢。
2-4编写车削图2-30所示型盘零件的加工程序。
毛坯为φ55㎜×18㎜的盘料,φ12的内孔及两端面已加工过,材料为45钢。
2-5编写车削图2-31所示轴类零件的加工程序。
图中双点划线表示零件的毛坯轮廓,材料为45钢。
2-6编写铣削图2-32所示型槽的加工程序。
毛坯为150㎜×90㎜×20㎜的板料,六面已粗加工过,材料为45钢,刀具为φ10立铣刀。
2-7编写铣削图2-33所示型槽的加工程序。
毛坯为140㎜×80㎜×15㎜的板料,材料为45钢。
2-8编写钻削图2-34五组相同孔的加工程序。
毛坯为200㎜×200㎜×10㎜的板料,材料为45钢。
2-9编写铣削图2-35所示成型槽的加工程序。
毛坯为100㎜×100㎜×20㎜的板料,材料为45钢。
数控机床上加工前已粗加工过,留有2.5㎜余量。
2-10编写铣削图2-36所示外轮廓面A的加工程序。
材料为45钢。
数控机床上加工前其余表面已加工好。
2-11编写铣削图2-37所示凸轮槽的加工程序。
材料为45钢。
2-12编写铣削图2-38所示外轮廓及大孔的加工程序。
毛坯为180㎜×90㎜×12㎜的板料,材料为45钢。
数控机床上加工前外轮廓及大孔已加工过,留有5㎜余量,两小孔及底面已加工好。
2-13、编写铣削图2-39所示的加工程序。
毛坯为90㎜×90㎜×18㎜的板料,六面已粗加工过,材料为45钢。
第二章 数控车床的程序编制
第一套
一、问答题
1. 数控车削零件时,为什么需要对刀?
对刀点设置的原则是什么?
如何对刀?
2. 数控车削用量的选择原则是什么?
3. 数控车削的编程特点有哪些?
4. 如何理解数控车削编程时的刀尖圆弧半径补偿的概念和作用?
如何应用?
二、编程题
1. 用倒角指令编程
题图2-1
2、用圆弧指令编程
题图2-2
3.对下图所示的圆柱螺纹编程。
螺纹导程为1.5;
每次吃刀量分别为0.8mm0.6mm0.4mm0.16mm
题图2-3
4.用外径粗加工复合循环编制下图所示零件的加工程序:
要求循环起始点在A(46,3),切削深度为1.5mm(半径量)。
退刀量为1mm,X方向精加工余量为0.4mm,Z方向精加工余量为0.1mm,其中点划线部分为工件毛坯。
题图2-4
5.试编制题图2-5所示零件的数控车削加工程序?
题图2-5
第二套
一、判断题
1.()数控车床与普通车床用的可转位车刀,一般有本质的区别,其基本结构、功能特点都是不相同的。
2.()选择数控车床用的可转位车刀时,钢和不锈钢属于同一工件材料组。
3.()使用G71粗加工时,在ns-nf程序段中的F、S、T是有效的。
4.()45度倒角指令中不会同时出现X和Z坐标。
5.()用刀尖点编出的程序在进行倒角、锥面及圆弧切削时,则会产生少切或过切现象。
二、选择题
1.G96S150表示切削点线速度控制在________
A、150m/min;B、150r/min;C、150mm/min;D、150mm/r。
2.程序停止,程序复位到起始位置的指令_______。
A、M00;B、M01;C、M02;D、M30。
3.圆锥切削循环的指令是____
A、G90;B、G92;C、G94;D、G96。
4.90度外圆车刀的刀尖位置编号_______
A、1;B、2;C、G3;D、4。
5.从提高刀具耐用度的角度考虑,螺纹加工应优先选用___________
A、G32;B、G92;C、G76D、G85。
三、简答题
1.试分析数控车床X方向的手动对刀过程。
2.选择加工图1、2、3所示零件所需刀具,编制数控加工程序。
题图1题图2
题图3
3.简述刀尖圆弧半径补偿的作用?
4.设置假设刀尖点位置编码的方法?
5.简述圆锥切削循环指令中I的指定方法?
6.试写出普通粗牙螺纹M48×2复合螺纹切削循环指令。
7.简述G71,G72,G73指令的应用场合有何不同。
8.用固定循环指令加工如图4所示零件,试完成如下加工程序。
图4
G50X200Z350T0101
M03S1000
G00X60Z2
G73U9.5W0R4
___P10Q20U1
W0.5F0.2
_____G00X41.9Z292M08
G01X47.9____F0.1
Z227
X50
X62W____
Z155
____
X80W-1
W-19
G02_______I63.25K_____
G01Z65
_____X90
G00X200Z350
T0202
M03S315
G00X51Z227
G01____F0.15
G00X51
X200Z350
T0303
G00________
G76P01260Q0.1R0.1
____X______Z_____P1.299Q0.8F______
G00X200Z350
M30
第三章 数控铣床的程序编制
第一套
一、判断题
1.()被加工零件轮廓上的内转角尺寸是要尽量统一。
2.()曲面加工程序编写时,步长越小越好。
3.()现在CAD/CAM得到广泛应用,宏程序逐渐失去了应用价值。
4.()在程序段G65H01P#100Q1中,H01是指01号偏移量。
5.()G68指令只能在平面中旋转坐标系。
二、选择题
1.宏程序中的#110属于___________。
A、公共变量;B、局部变量;C、系统变量;D、常数。
2.M98P01000200是调用___________程序。
A、0100;B、0200;C、0100200;D、P0100。
3.有些零件需要在不同的位置上重复加工同样的轮廓形状,应采用___________。
A、比例加工功能;B、镜像加工功能;C、旋转功能;D、子程序调用功能。
4.数控铣床是一种加工功能很强的数控机床,但不具有__________工艺手段。
A、镗削;B、钻削;C、螺纹加工;D、车削。
5.数控铣床的G41/G42指令是对__________进行补偿。
A、刀尖圆弧半径;B、刀具半径;C、刀具长度;D、刀具角度。
三、简答题
1.数控铣削适用于哪些加工场合?
2.被加工零件轮廓上的内转角尺寸是指哪些尺寸?
为何要尽量统一?
3.在FUNUC-OMC系统中,G53与G54~G59的含义是什么?
它们之间有何关系?
4.如果已在G53坐标系中设置了如下两个坐标系:
G57:
X=-40,Y=-40,Z=-20
G58:
X=-80,Y=-80,Z=-40
试用坐标简图表示出来,并写出刀具中心从G53坐标系的零点运动到G57坐标系零点,再到G58坐标系零点的程序段。
5.在图1所示的零件上,钻削5个φ10的孔。
试选用合适的刀具,并编写加工程序。
图1零件图样
6.数控铣削加工空间曲面的方法主要有哪些?
哪种方法常被采用?
其原理如何?
7.什么叫行距?
它的大小取决于什么?
8.什么叫步长?
计算时如何考虑?
9.宏程序的功能是什么?
宏程序变量有哪些?
10.如图2、3、4、5、6、7所示为平面曲线零件,试用直线插补指令和圆弧插补指令,按绝对坐标编程与增量坐标编程方式分别编写其数控铣削加工程序。
图4图3
图2
图7图6
图5
12.如图8、9、10、11所示为平面曲线零件,孔深5mm。
加工过程为先铣削外形,然后钻孔和镗孔,试用直线插补指令、圆弧插补指令、钻孔循环指令分别编写其数控加工程序。
图10图9
图8
13.如图12、13所示为平面型腔零件,其中图12零件型腔中有两个岛屿,型腔深度5mm,试用直线插补指令、圆弧插补指令分别编写其数控加工程序。
图11图13
图12
14.如图14所示为螺旋面型腔零件,槽宽80mm,其中螺旋槽左右两端深度为4,中间相交处为1mm,槽上下对称,试编写其数控加工程序。
15.如图15、16所示为平面曲线零件,试编写其数控加工程序。
图16图15
图14
16.如图17所示为一个较为复杂的平面零件,材料为CY12,试编写其数控加工程序,要求如下:
1)确定加工方案;
2)选择刀具;
3)采用镜像加工简化编程
图17
第二套
一、问答题
1. 数控铣削的刀具半径补偿一般在什么情况下使用,如何进行?
2. 数控铣削工序内容安排的原则是什么?
二、编程题
按照所用数控铣床控制系统的要求,编制题图3-1所示零件外形的加工程序(要求用刀具半径补偿指令)。
题图3-1
 升级会员
升级会员 