KL工艺过程卡.docx
《KL工艺过程卡.docx》由会员分享,可在线阅读,更多相关《KL工艺过程卡.docx(27页珍藏版)》请在冰豆网上搜索。
KL工艺过程卡
工艺过程卡
产品名称:
K2000L搪玻璃反应釜
工艺过程卡编号:
HXR16-2000-1
产品编号:
HXR16-077~106
产品图号:
RST1602-00
编制
审核
偃师市恒祥化工设备有限公司
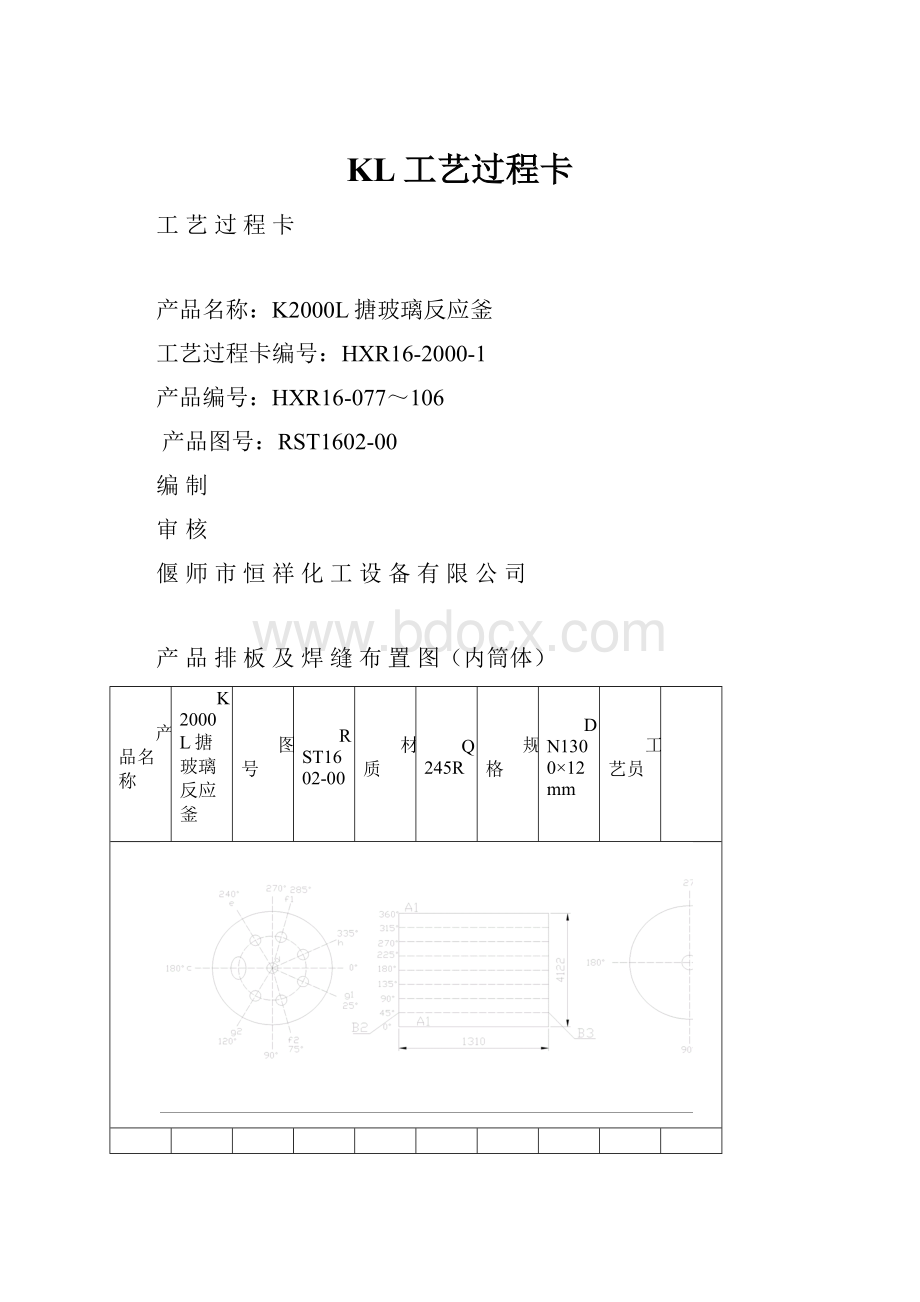
产品排板及焊缝布置图(内筒体)
产品名称
K2000L搪玻璃反应釜
图号
RST1602-00
材质
Q245R
规格
DN1300×12mm
工艺员
产品名称
K2000L
搪玻璃反应釜
封头制造工序过程卡
产品图号
RST1602-00
产品规格
DN1300×12
材料牌号
Q245R
容器类别
Ⅰ类
序号
工序名称
工艺要求及要求
质控点
1
备料
1、确认材料牌号(Q245R)、规格(δ=12)及标记;实测钢板厚度。
E
2、检查钢板表面不得有裂纹、结疤、夹渣、分层等缺陷。
3、质量证明文件内容齐全、清晰并加盖生产厂家质量检验章。
2
划线
1、按排板要求划下料线:
下料直径φ1652,检验员确认。
W
2、打样冲标记,作材料标记移植,检验员确认。
3
落料
1、在检验员确认后按划线尺寸气割下料。
E
2、清理熔渣及氧化物。
4
封头压制
确认封头坯料上原材料钢印标记,外协委托进行压制。
5
入厂检验
(1)
检查封头合格证内容是否完整;检查封头原材料标记。
E
(2)
内表面形状偏差:
外凸≤1.25%Di(≤16mm),内凹≤0.625%Di (≤8mm)。
总深度公差为(-0.2~0.6)%Di即(350±7.8/2.6)mm。
最小厚度不得小于10.5mm。
圆度允差0.5﹪Di(≤6.5mm)。
直边倾斜度向外≤1.5mm,向内≤1.0mm。
直边高度公差为(-5~10)%h即25±2.5/1.25mm。
外周长公差为4159±12/9mm(或内直径公差为1300±4/3mm)。
直边部分不得有纵向皱折;封头表面光滑无突变。
(3)
作封头入厂检验标记、材料标记移植。
产品名称
K2000L
搪玻璃反应釜
管口制造工序过程卡
产品图号
RST1602-00
产品规格
DN1300×12
材料牌号
Q245R
容器类别
Ⅰ类
序号
工序名称
工艺要求及要求
质控点
1
备料
1、确认材料牌号(Q245R)、规格(DN100δ=16,DN125δ=20)及标记;实测钢板厚度。
E
2、检查钢板表面不得有裂纹、结疤、夹渣、分层等缺陷。
3、质量证明文件内容齐全、清晰并加盖生产厂家质量检验章。
2
划线
1、画同心圆,以直径(DN100φ165,DN125φ195)画外圆,以直径φ30画内圆。
W
2、在检验员确认后按外圆尺寸气割下料,清理熔渣。
按内圆尺寸钻孔。
3
冲孔
将料片加热至920℃左右,在冲孔机上冲孔,要求R值符合标准要求。
E
4
机加工
按附图和HG/T2143中标准尺寸加工所需要的管口。
W
5
检验
按标准尺寸检验。
E
产品名称
K2000L
搪玻璃反应釜
罐盖制造工序过程卡
产品图号
RST1602-00
产品规格
DN1300×12
材料牌号
Q245R
容器类别
Ⅰ类
序号
工序名称
工艺要求及要求
质控点
1
领料
人孔法兰:
确认规格、材料标记。
E
高颈法兰:
确认规格、材料标记。
管口:
确认规格、材料标记。
2
冲孔
将检验合格的封头照图依各管口中心标记,划出位置线,冲孔位置度≤2mm。
W
3
封头与髙颈组对
1、将检验合格的封头和高颈法兰的坡口及坡口两侧30mm范围内修磨清理污物。
E
2、将高颈法兰与封头组对,错边量b≤2.2mm(以内侧对齐),对口间隙0~2mm。
4
管口及人孔与封头组对
冲孔管口及人孔按要求切割平齐修磨合格后,开坡口30°±2.5°,钝边2mm。
坡口及坡口两侧30mm范围内修磨清理污物,按管口方位图组对,点焊牢固,其几何尺寸偏差应符合图纸及标准要求。
其中,搅拌轴孔的管口法兰对罐盖法兰的平行度f不大于0.01Dw。
E
5
减速机支座、吊耳组对、焊接
1、按要求组对减速机支座、吊耳,减速机支座相互间及对中心孔位置度≤2mm。
E
2、按焊接工艺卡焊接,清理焊渣及飞溅。
外观质量合格,焊角高度≥12mm。
6
封头与髙颈焊接
1、按焊接工艺卡焊接并作钢印标记,清理焊渣及飞溅。
E
2、检查焊缝表面外观质量以无裂纹、弧坑、凹陷等表面缺陷,焊缝内侧余高0~1.8mm,外侧余高0~1.5mm,咬边深≤0.5mm,连续长度≤100mm为合格。
7
管口及人孔法兰与封头焊接
1、按焊接工艺卡焊接并作钢印标记,清理焊渣及飞溅。
E
2、检查焊缝表面外观质量以无裂纹、弧坑、凹陷等表面缺陷,焊缝内侧余高0~1.8mm,外侧余高0~1.5mm,咬边深≤0.5mm,连续长度≤100mm为合格。
产品名称
K2000L
搪玻璃反应釜
罐盖制造工序过程卡(续)
产品图号
RST1602-00
产品规格
DN1300×12
材料牌号
Q235-B
容器类别
Ⅰ类
序号
工序名称
工艺要求及要求
质控点
8
无损检测
对经外观检查合格的人孔环缝、封头与高颈的环焊缝作X射线探伤检测,比例≥20﹪,射线检测技术级别不低于AB级,达到NB/T47013-2015标准中Ⅲ级为合格。
作出探伤标记。
W
9
其他
外观及几何尺寸检验合格后搪玻璃。
E
产品名称
K2000L
搪玻璃反应釜
内筒节制造工序过程卡
产品图号
RST1602-00
产品规格
DN1300×12
材料牌号
Q245R
容器类别
Ⅰ类
序号
工序名称
工艺要求及要求
质控点
1
备料
1、确认材料牌号(Q245R)规格(δ=12)及标记。
E
2、检查钢板表面不得有裂纹、结疤、夹渣、分层等缺陷。
3、质量证明文件内容齐全、清晰并加盖生产厂家质量检验章。
2
划线
1、按实测封头外圆周长计算展开长度=封头外圆周长-(板壁厚×π),按要求排板划线,
W
筒体理论下料尺寸:
1310×4122。
2、两对角线允差≤2。
3、作出材料标记移植,检验员检验确认。
3
落料
1、按排板要求划下料线,气割下料。
清理熔渣及氧化物。
E
2、按焊接工艺卡要求开坡口:
30°,钝边:
2±1mm。
4
卷筒
1、坡口及坡口两侧30mm范围内修磨清理污物。
E
2、按要求滚卷钢板,卷圆筒节。
3、筒体A类焊缝组对错边量b≤10%δ+1(2.2mm),且≤3,对口间隙0~2mm,点固。
5
焊接
1、按焊接工艺施焊;清除熔渣及焊接飞溅,补焊凹坑、咬边、弧坑等缺陷并修磨。
E
2、焊工打钢印;填写施焊记录;检验员检查外观质量。
6
校圆
筒体校圆,棱角度E≤10%δ+2(3mm),且≤3;最大或最小直径差GB150规定≤1%Di(13mm)。
E
7
无损检测
按要求对纵缝进行X射线探伤检测,比例≥20﹪,射线检测技术级别不低于AB级,达到NB/T47013-2015标准中Ⅲ级为合格。
W
产品名称
K2000L
搪玻璃反应釜
罐体制造工序过程卡
产品图号
RST1602-00
产品规格
DN1300×12
材料牌号
Q245R
容器类别
Ⅰ类
序号
工序名称
工艺要求及要求
质控点
1
领料
高颈法兰:
确认规格、材料标记。
E
管口:
确认规格、材料标记。
上接环:
确认规格、材料标记。
下接环:
确认规格、材料标记。
2
冲孔
将检验合格的封头照图管口中心标记,划出位置线,冲孔位置度≤2mm。
W
3
管口与
封头组对
将检验合格的冲孔管口按要求切割平齐修磨合格后,开坡口30°±2.5°,钝边2mm。
坡口及坡口两侧30mm范围内修磨清理污物,与另一半管口组对定位焊,其几何尺寸偏差应符合图样或标准要求。
W
4
组焊
下接环
1、坡口及坡口两侧30mm范围内修磨清理污物。
E
2、将检验合格后的下接环与封头按图纸要求组对、点固。
3、按焊接工艺卡焊接并作焊工印记,清除焊渣及飞溅。
5
封头、筒体、高颈法兰组对
将检验合格的封头、筒体、髙颈法兰的坡口及坡口两侧30mm范围内修磨清理污物、组对,错边量b≤2.2mm(以内侧对齐),对口间隙0~2mm。
W
6
管口与
封头焊接
按焊接工艺卡焊接并作焊工印标记,清除焊渣及飞溅。
E
7
封头、筒体、高颈法兰焊接
1、按焊接工艺卡焊接并作钢印标记,清理焊渣及飞溅。
E
2、检查焊缝表面以无裂纹、弧坑、凹陷等表面缺陷,焊缝内侧余高0~1.8mm,外侧余高0~1.5mm,咬边深≤0.5mm,连续长度≤100mm为合格。
产品名称
K2000L
搪玻璃反应釜
罐体制造工序过程卡(续)
产品图号
RST1602-00
产品规格
DN1300×12
材料牌号
Q245R
容器类别
Ⅰ类
序号
工序名称
工艺要求及要求
质控点
8
无损检测
对经外观检查合格的环焊缝作X射线探伤检测,比例≥20﹪,射线检测技术级别不低于AB级,达到NB/T47013-2015标准中Ⅲ级为合格。
W
9
组焊
上接环
1、在罐体上画出上接环定位线,上接环上口及上口两侧30mm范围内修磨清理污物,把上接环套装在罐体上定位焊。
E
2、按焊接工艺卡焊接并作焊工印记,清理焊渣及飞溅。
10
试漏
对上下接环与壳体的焊缝进行煤油试漏检查。
W
11
其他
外观及几何尺寸检验合格后搪玻璃(见搪烧工艺过程卡),搪玻璃后容器表面禁止施焊。
E
产品名称
K2000L
搪玻璃反应釜
组装制造工序过程卡
产品图号
RST1602-00
产品规格
DN1300×12
材料牌号
Q245R
容器类别
Ⅰ类
序号
工序名称
工艺要求及要求
1
领料
按要求领取水压试验用零部件。
2
领用
按工艺领取水压试验用配件。
3
组装
按图纸、标准、工艺要求进行组装。
4
水压试验
按水压试验工艺作水压试验。
H
5
耐高电压复验
水压试验合格按照10Kv耐高电压试验工艺进行复验。
6
组装
10Kv耐高电压试验合格后组装夹套。
产品排板及焊缝布置图(夹套)
产品名称
K2000L搪玻璃反应釜
图号
RST1602-00
材质
Q235-B
规格
DN1450×8
工艺员
产品名称
K2000L
搪玻璃反应釜
夹套封头制造工序过程卡
产品图号
RST1602-00
产品规格
DN1450×8
材料牌号
Q235-B
容器类别
Ⅰ类
序号
工序名称
工艺要求及要求
质控点
1
备料
1、确认材料牌号(Q235-B)、规格(δ=8)及标记;实测钢板厚度。
W
2、检查钢板表面不得有裂纹、结疤、夹渣、分层等缺陷。
3、质量证明文件内容齐全、清晰并加盖生产厂家质量检验章。
2
划线
1、按排板要求划下料线:
下料直径φ1818,检验员确认。
W
2、打样冲标记,作材料标记移植,检验员确认。
3
落料
1、在检验员确认后按划线尺寸气割下料。
E
2、清理熔渣及氧化物。
4
封头压制
确认封头坯料上原材料钢印标记,外协委托进行压制。
5
入厂检验
(1)
检查封头合格证内容是否完整;检查封头原材料标记。
E
(2)
内表面形状偏差:
外凸≤1.25%Di即≤18mm,内凹≤0.625%Di 即≤9mm。
总深度公差为(-0.2~0.6)%Di即(387.5±8.7/2.9)mm。
最小厚度不得小于6.9mm。
圆度允差0.5﹪Di(≤7mm)。
直边倾斜度向外≤1.5mm,向内≤1.0mm。
直边高度公差为(-5~10)%h即25±2.5/1.25mm。
外周长公差为4606±9mm(或内直径公差为1450±3mm)。
直边部分不得有纵向皱折;封头表面光滑无突变。
(3)
作封头入厂检验标记、材料标记移植。
产品名称
K2000L
搪玻璃反应釜
夹套筒节制造工序过程卡
产品图号
RST1602-00
产品规格
DN1450×8
材料牌号
Q235-B
容器类别
Ⅰ类
序号
工序名称
工艺要求及要求
质控点
1
备料
1、确认材料牌号(Q235-B)规格(δ=8)及标记。
W
2、检查钢板表面不得有裂纹、结疤、夹渣、分层等缺陷。
3、质量证明文件内容齐全、清晰并加盖生产厂家质量检验章。
2
划线
1、按实测封头外圆周长计算展开长度=封头外圆周长-(板壁厚×π),按要求排板划线,
W
筒体理论下料尺寸:
1188×4580。
2、两对角线允差≤2。
3、作出材料标记移植,检验员检验确认。
3
落料
1、按排板要求划下料线,气割下料。
清理熔渣及氧化物。
E
2、按焊接工艺卡要求开坡口:
30°,钝边:
2±1mm。
4
卷筒
1、坡口及坡口两侧30mm范围内修磨清理污物。
W
2、按要求滚卷钢板,卷圆筒节。
3、筒体A类焊缝组对错边量b≤2mm,对口间隙0~2mm,点固。
5
焊接
1、按焊接工艺施焊;清除熔渣及焊接飞溅,补焊凹坑、咬边、弧坑等缺陷并修磨。
E
2、焊工打钢印;填写施焊记录;检验员检查外观质量。
6
校圆
筒体校圆,棱角度E≤0.1δn+2(2.8mm);最大或最小直径差≤14mm。
E
7
无损检测
按要求对纵缝进行X射线探伤检测,比例≥20﹪,射线检测技术级别不低于AB级,达到NB/T47013-2015标准中Ⅲ级为合格。
W
产品名称
K2000L
搪玻璃反应釜
夹套组装制造工序过程卡
产品图号
RST1602-00
产品规格
DN1450×8
材料牌号
Q235-B
容器类别
Ⅰ类
序号
工序名称
工艺要求及要求
质控点
1
夹套筒体与下封头组对
1、在检验合格的封头中心划φ434圆,气割开孔,割50°坡口。
E
2、夹套筒体与封头的坡口及坡口两侧30mm范围内修磨清理污物。
3、夹套筒体与封头组对定位焊,对口错边量b≤1/4δn(≤2mm),对口间隙0~2mm。
2
焊接
1、按焊接工艺卡焊接并清理焊渣及飞溅,作出焊工钢印标记。
E
2、检查焊缝表面外观以无裂纹、弧坑、凹陷等表面缺陷,焊缝内侧余高0~1.2mm,外侧余高0~1.5mm,咬边深≤0.5mm,连续长度≤100mm为合格。
3
无损检测
对经外观检查合格的环焊缝作X射线探伤检测,比例≥20﹪,射线检测技术级别不低于AB级,达到NB/T47013-2015标准中Ⅲ级为合格。
W
4
接管开孔
1、按方位图打中心点,划各孔的开孔线。
E
2、气割开孔,割出各坡口(50°),清除熔渣,坡口及坡口两侧30mm范围内修磨清理污物。
5
组焊挡水板
按图纸要求组焊挡水板120×120×4mm。
E
产品名称
K2000L
搪玻璃反应釜
接管与法兰制造工序过程卡
产品图号
RST1602-00
产品规格
DN1450×8
材料牌号
Q235-B
容器类别
Ⅰ类
序号
工序名称
工艺要求及要求
质控点
1
接管
法兰
1、领取20#φ45×5、φ57×6钢管,确认材质证明书、材料编号。
E
2、领取Q235BPL40(B)-10RF、PL50(B)-10RF法兰,确认材质证明书、材料编号。
2
划线下料
根据接管下料尺寸:
85,划线下料。
W
3
接管与
法兰组焊
1、接管与法兰组对、点焊,法兰面应垂直于接管,其偏差≤法兰外径的1%,且≤3。
E
2、按焊接工艺卡焊接并清理焊渣及飞溅。
3、检查焊缝表面以无裂纹、弧坑、凹陷等表面缺陷。
产品名称
K2000L
搪玻璃反应釜
夹套与内筒装配制造工序过程卡
产品图号
RST1602-00
产品规格
DN1450×8
材料牌号
Q235-B
容器类别
Ⅰ类
序号
工序名称
工艺要求及要求
质控点
1
夹套与
上下接环
组对
1、将无损检测合格后的夹套与上、下接环的坡口及坡口两侧30mm范围内修磨清理污物。
W
2、将夹套与上、下接环组对定位焊。
夹套与上接环组对时,上接环纵缝与夹套筒体纵缝应错开距离≥100mm,对口错边量b≤1/4δn(≤2mm),对口间隙0~2mm.
2
夹套与下接环焊接
按焊接工艺卡焊接并清理焊渣及飞溅,作出焊工钢印标记。
E
3
夹套与
上接环
焊接
1、按焊接工艺卡焊接并清理焊渣及飞溅,作出焊工钢印标记。
E
2、检查焊缝表面以无裂纹、弧坑、凹陷等表面缺陷,缝内侧余高/mm,外侧余高0-1.5mm,咬边深≤0.5mm,连续长度≤100mm为合格.
4
无损检测
对经外观检查合格的夹套筒体与上接环的焊缝作磁粉检测,检测比例100﹪,按NB/T47013-2015Ⅰ级合格.
W
5
接管与夹套组焊
1、按图纸要求组对接管,接管和法兰的组件与夹套组装应保证法兰面的水平或垂直,其偏差≤法兰外径的1%,且≤3。
法兰螺栓孔应与夹套主轴线跨中布置。
E
2、按焊接工艺卡焊接并清理焊渣及飞溅
3、检查焊缝表面以无裂纹、弧坑、凹陷等表面缺陷,焊脚高度≥6mm
6
组焊放气孔
1、按方位图打中心点,划放气孔的开孔线。
E
2、气割开孔,割出坡口(50°),清除熔渣,坡口及坡口两侧30mm范围内修磨清理污物。
3、点固,按焊接工艺卡焊接并清理焊渣及飞溅。
7
其它
按图纸规定焊接支座和铭牌,按焊接工艺卡焊接。
E
产品名称
K2000L
搪玻璃反应釜
夹套与内筒装配制造工序过程卡(续)
产品图号
RST1602-00
产品规格
DN1450*8
材料牌号
Q235-B
容器类别
Ⅰ类
序号
工序名称
工艺要求及要求
质控点
1
领料
按要求领取水压试验用零部件。
2
领用
按工艺领取水压试验用配件。
3
组装
按图纸、标准、工艺要求进行组装。
4
水压试验
按水压试验工艺作水压试验。
H
5
除锈喷漆
经监检合格后进行除锈和喷漆。
E
搪玻璃反应釜搪烧工序过程卡
产品名称
K2000L搪玻璃反应釜
产品图号
RST1602-00
序号
工序名称
工艺要求
质控点
备注
1
磨光
金属基体需搪玻璃面应进行手工和机械修磨,焊缝余高应修磨平整,转角部位应修磨至圆弧过渡;在修磨中金属基体表面如出现表面损伤时,应按要求进行补焊,修磨后的搪玻璃面的金属基体应平整,无裂纹、气孔、夹杂、分层、电弧灼伤等缺陷和其他影响预搪玻璃层质量的瑕疵。
E
2
金属基体预烧
温度890~920℃,40~50min,空冷。
E
3
喷砂
金属基体预烧后冷却至常温,然后进行喷砂,工序用钢砂的颗粒度一般为1~3mm,需风压0.4~0.8MPa。
喷砂后金属基体在不放大的情况下检验,应无可见的油、脂和污物,无疏松层、氧化皮、铁锈和杂质,应具有均匀的金属光泽。
E
注:
表面处理完毕后,搪玻璃面应禁止水、油和有机物等的污染,禁止用手触摸,并应及时进行瓷釉喷涂。
4
喷涂
1、釉浆的调制:
按搪玻璃釉粉:
水=2:
1的比例进行调制,调好的釉浆应防止污染并使其在使用过程中保持均匀的悬浮状态。
2、釉粉喷涂用的压缩空气应干燥、洁净。
喷涂时压缩空气的压力应保持稳定;每次喷涂时被喷涂件应在常温状态。
3、喷涂层应均匀,凸面部位宜薄,厚度应逐遍增加。
4、喷涂后的搪玻璃釉层应充分干燥,干燥后的釉层不得有裂纹、起皮、粉瘤、明显的皱纹等缺陷。
5、喷涂后的搪玻璃釉层应防止水、油、汗迹和有机物等污染。
W
搪玻璃反应釜搪烧工序过程卡(续)
产品名称
K2000L搪玻璃反应釜
产品图号
RST1602-00
序号
工序名称
工艺要求
质控点
备注
5
烧成
1、烧成炉和烧成支架应满足烧成设备的要求。
E
温度(℃)
时间(min)
检验
W
底釉940~950
35~50min
 升级会员
升级会员 