72箱型梁模板设计制作工艺x.docx
《72箱型梁模板设计制作工艺x.docx》由会员分享,可在线阅读,更多相关《72箱型梁模板设计制作工艺x.docx(26页珍藏版)》请在冰豆网上搜索。
72箱型梁模板设计制作工艺x
7-2箱型梁模板设计及制作工艺
7-2-1适用范围
本工艺适用于客运专线32米、24米箱梁模板的加工制造。
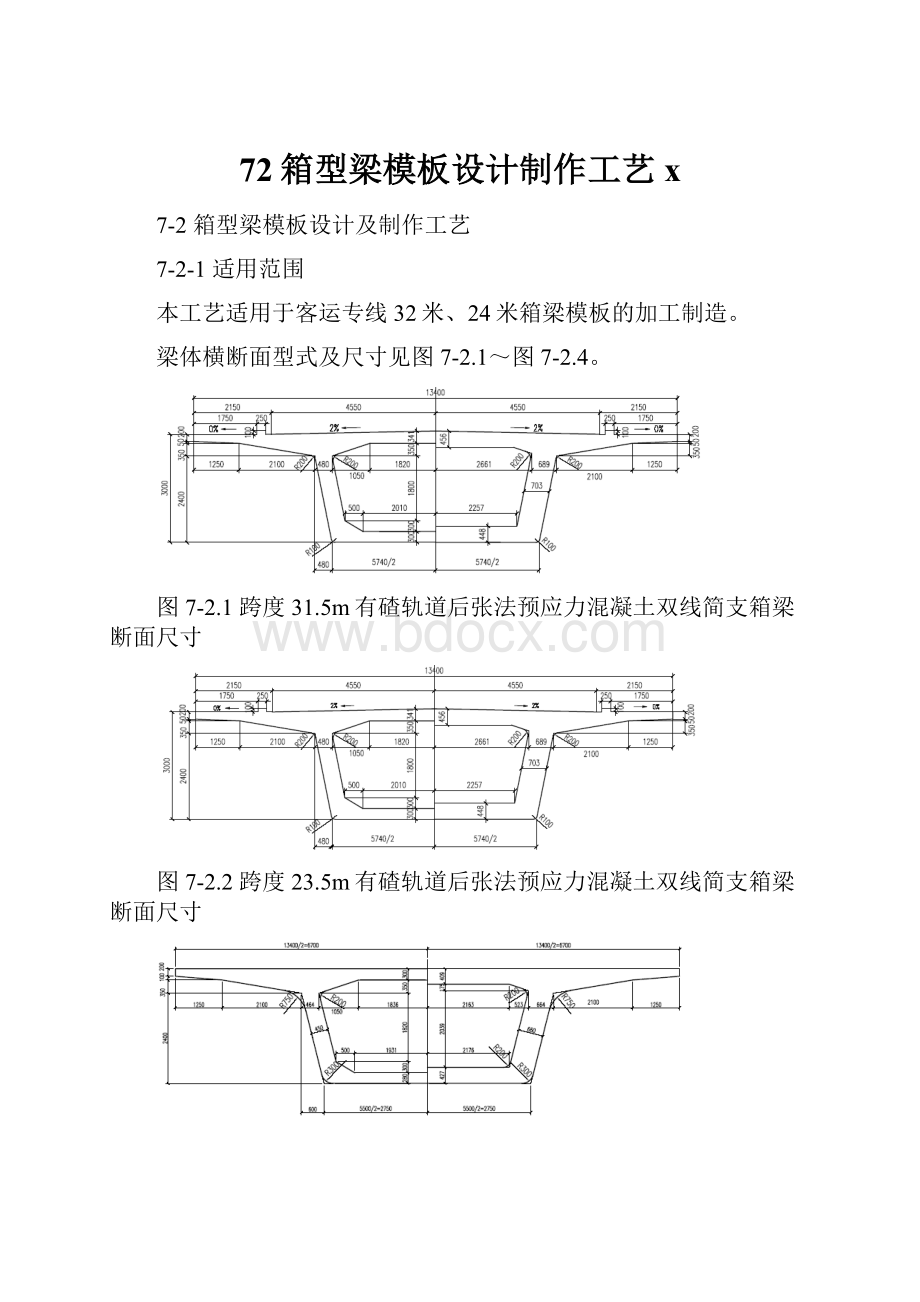
梁体横断面型式及尺寸见图7-2.1~图7-2.4。
图7-2.1跨度31.5m有碴轨道后张法预应力混凝土双线简支箱梁断面尺寸
图7-2.2跨度23.5m有碴轨道后张法预应力混凝土双线简支箱梁断面尺寸
图7-2.3跨度31.5m无碴轨道后张法预应力混凝土双线简支箱梁断面尺寸
图7-2.4跨度23.5m无碴轨道后张法预应力混凝土双线简支箱梁断面尺寸
7-2-2作业内容
本工艺内容包括:
箱梁模板的设计、加工(下料、组拼、焊后处理、试拼、检验)等。
7-2-3质量标准及检验方法
模板加工制作质量标准见表7-2.1~表7-2.4。
表7-2.1下料允许偏差
类别
检查项目
允许偏差(mm)
检验方法
面板
长度
±0.5
钢卷尺
宽度
±0.5
钢卷尺
对角线
±1.0
钢卷尺
立带
靠面板侧轮廓线
±0.5
钢卷尺
开口位置尺寸
±1.0
钢卷尺
型钢
长度
±1.0
钢卷尺
端部垂直度
2.0
宽座角尺
表7-2.2下料矫正偏差
类别
检查项目
允许偏差(mm)
检验方法
备注
面板
局部不平整度
≤1
3米靠尺
1米范围内
型钢
弯曲矢高
L/1000且≤3
3米靠尺
L-型钢长度
型钢垂直度
b/100且≤2
宽座角尺
b-型钢翼缘
表7-2.3焊接质量要求
序号
检查项目
质量要求(mm)
检查方法
1
裂纹
不允许
肉眼观察
2
咬边深度
≤1
肉眼观察
3
未满焊
补焊
肉眼观察
4
飞溅
清除干净
肉眼观察
5
焊瘤
不允许
肉眼观察
6
接头不良
每米不超过1处
肉眼观察
表7-2.4模板拼装质量标准及尺寸允许偏差
序号
项目
质量标准或尺寸偏差
检验方法
1
模板材质
钢材Q235,符合GB700标准
查验进料单和试验报告,材料表面光洁度
2
焊接用焊条
符合GB5117标准
查验进料单和试验报告
3
焊缝质量
三级,见表7-1.3
观察
4
模板及支架强度、刚度和稳定性
弹性压缩、预拱度和沉降值符合要求
荷载试验
5
模板拼接缝隙
透光缝连续长度≤50mm
观察,靠尺、塞尺量
6
接触混凝土板面
错台≤0.5mm
靠尺、塞尺量
7
侧模、底模板全长偏差
±10mm
尺量检查不少于3处
8
底模板宽偏差
mm
尺量检查不少于5处
9
底模板中心线与设计位置偏差
2mm
拉线尺量
10
面板中心线与设计位置偏差
5mm
拉线尺量
11
腹板中心位置偏差
10mm
拉线尺量
12
隔板中心位置偏差
5mm
尺量
13
模板垂直度偏差
3mm/m
吊线尺量不少于5处
14
侧模、底模板平整度偏差
2mm/m
靠尺、塞尺量各面不少于5处
15
桥面板宽度,腹板、底板、顶板、隔板厚度误差
mm
尺量各不少于5处
16
模板预留孔位置偏差
3mm
尺量
7-2-4施工机械及工艺装备
一、剪板机、交流电焊机、二氧化碳气体保护焊机、摇臂钻床、立式钻床、火焰切割器、半自动切割机、角磨机、数控精密切割机、砂轮抛光机等。
等。
二、主要设备型号及技术性能
1.剪板机
常用剪板机的技术性能(见表7-2.5)
剪板厚度按下式计算:
式中
为剪板厚度;
为可剪最大厚度;
为剪切机设计剪切板料的抗拉强度;
为加工材料的剪切强度。
2.切割机
半自动切割机主要技术参数(见表7-2.6)。
仿形切割机主要技术性能(见表7-2.7)。
氢氧焊割机技术参数(见表7-2.8)。
数控气割机主要技术参数切(见表7-2.9)。
3.卷板机
常用卷板机主要技术性能(见表7-2.10)
表7-2.5常用剪板机的技术性能
技术参数
设备型号
剪板厚度
剪板宽度
剪切角
喉口深度
行程次数
后挡料最大距离
前挡料最大距离
材料强度σb
液压力
主电机功率
后挡料电机功率
质量
外形尺寸
长
宽
高
mm
mm
°
mm
1/min
mm
mm
MPa
MPa
kW
kW
t
mm
mm
mm
机械传动
Q11-8×2000
8
2000
2
80
40
500
490
10
5.7
3215
1765
1530
Q11-12×2000
12
2000
1.5
115
38
800
500
15
9
2500
3140
2718
Q11-20×2500
20
2500
2.5
300
25
800
500
30
24
3650
3400
2500
液压
Q11Y-13×2500
13
2500
0.5~2
9
900
1500
500
22
0.8
12.8
2225
3120
2420
Q11Y-16×2500
16
2500
1~2
8
1000
1500
500
30
0.8
15.3
2700
3220
2520
Q11Y-20×2500
20
2500
1~2.5
6
1000
1500
500
37
0.8
18
3275
3520
2720
Q12Y-8×2500
8
2500
1.5
300
16
760
500
23
15
6.5
3220
1850
1805
Q12Y-12×2500
12
2500
1.5
300
16
700
500
31.5
22
8.5
3300
2515
1950
Q12Y-20×2500
20
2500
2.5
300
6
1000
21
30
20
3400
2750
2700
表7-2.6半自动气割机主要技术参数
名称
型号
切割范围mm
切割速度
割嘴号数
割炬调节mm
电动机
电源电压
质量kg
外形尺寸
用途
厚度
直径
mm/min
垂直
水平
型号
电压V
功率W
V
机重
导轨
总重
mm
气割机
CG1-30
5~60
200~2000
50~750
1#、2#、3#
S216
110
24
220
14
10
32
370×230×240
可作直线和直径大于200mm圆周、斜面、V坡口切割
轻便多用途气割机
CG-7
5~50
65~1200
75~850
1#、2#、3#
M28-432
3
220
2.8
4.3
480×105×145
可作直线和圆周、任意曲线、V坡口切割
轻便直线气割机
CG1-18
5~150
500~2000
50~1200
1#~5#
Z15/60-220
15
220
13
310×200×100
可作直线和圆周、坡口切割,8mm以下薄板切割质量好
气割机
G1-100
10~100
540~2700
190~550
1#、2#、3#
55
150
S261
110
22
220
19.2
-
405×370×540
可作直线和圆周角40°以内切割
气割机
G1-100A
10~100
50~1500
50~650
1#、2#、3#
150
200
S261
110
24
220
17
-
420×440×310
可作直线、圆形和V型坡口切割
平面多用途气割机
CG-Q2
6~150
30~1500
0~1000
S261
110
24
220
20
3
320×240×300
可作直线、圆、长圆、方、长方、三角等形状切割;能横向自行移动或旋转
表7-2.7仿形气割机主要技术性能
名称
型号
切割范围mm
切割速度
气割精度
割嘴号数
电动机
电源电压
质量kg
外形尺寸
用途
厚度
长度
正方形边长
长方形
直径
mm/min
mm
型号
电压V
功率W
V
平衡锤
总重
mm
仿形气割机
CG2-150
5~50
1200
500
400×900
450×750
600
50~750
±0.4
1#、2#、3#
S261
110
24
220
9
40
1190×335×800
可按样板切割各种形状
G2-1000
5~60
1200
1060
750×460
900×410
1200×260
620
1500
50~750
±1.75
S261
110
24
220
2.5
38.5
1325×325×800
摇臂仿形气割机
G2-900
10~100
900
930
100~660
±0.4
S261
110
24
220
400
1350×1500×1800
具有自动仿形任意曲线性能
G2-3000
10~100
1000
3200×350
1400
108~722
±0.4
S261
110
24
220
200
2200×1000×1500
G2-5000
10~100
5300
2000
5000×600
20×2300
200~1500
±0.4
S261
110
24
220
500
3850×2000×1700
仿形气割机
CG2-W600-1500
200~600
200
1500
1500×2000
1500
16~400
椭圆度
<3
90SZ53
110
160
220
200
3000
2000×2500×3500
可按样板切割各种形状,适用大厚度钢板及钢锭切割
110SZ03
200
130SZ02
600
70SZ08
68
携带式仿形气割机
CG2-100
5~45
500
55SZ01
20
220
10.62
261.5×424×346
用于切割直线及V形坡口
G5-100
5~100
100~900
40ZYW5
20
220
10.5
261×423×341
表7-2.8氢氧切割机技术参数
型号
电源电压
额定功率
额定气量
工作压力
可切板厚
环境温度
可同时切割枪数
切割速度
V
kW
m³/h
MPa
mm
℃
mm/min
TQHJ-4
110/220
4
0.1~0.3
150
-20~40
>400
YJ-2000
380
7.5
2
0.03~0.08
≤100
-20~40
1
483
YJ-4000
380
16
4
0.03~0.08
≥100
-20~40
2
483
YJ-6000
380
24
6
0.03~0.08
≥100
-20~40
4
483
YJ-10000
380
38
10
0.03~0.08
≥100
-20~40
6
483
SDJ-1800
380
10.5
1.8
0.05~0.1
≤70
-20~40
JF-500
220
2
0.5
0.07~0.09
0~40
JF-1000
380
4.5
1.0
0.07~0.09
0~40
JF-2000
380
9
2.0
0.07~0.09
≤100
0~40
JF-4000
380
18
4.0
0.07~0.09
≤100
0~40
注:
切割速度是切割板厚20mm时的测定值。
表7-2.9数控切割机技术性能
型号
切割厚度
切割极限长款
速度
脉冲当量
割炬
切割精度
电机功率
电源电压
外形尺寸
质量
切割
空车
数量
升降速度
升降范围
回转速度
综合
纵向
横向
纵向
横向
长
宽
高
mm
mm
mm/min
mm/脉冲
mm/min
mm
r/min
mm
W
V
mm
kg
6500A、B
5~100
2400
100~6000
0.05
2组
350
180
25
±1
7756
4345
2112
11172
SK-CG-9000
5~100
2×3600
50~2400
4000
0.05
4组
240
180
23.9
±1.5
±1
±0.5
600
92
220
QSQ-1
5~100
10000×4000
0~800
2000
0.025
2组
800
150
±0.5
±0.1
±0.3
380
12240
6800
1700
SK-CG-2500
5~100
6000×2500
50~900
3110
0.05
2个
230
200
230
230
220/380
8180
4586
2195
3370
表7-2.10常用卷板机技术性能
型号
上辊压力
最大卷板厚度
最大卷板宽度
最小卷筒直径
板材屈服极限
剩余直边长度
上/前辊直径
下/后辊直径
下/后辊中心距
卷板速度
上/前辊升移速度
下辊移动速度
液压系统工作压力
主电机功率
升降电机功率
油泵电机功率
外形尺寸
长×宽×高
质量
kN
mm
mm
mm
MPa
mm
mm
mm
mm
m/min
mm/min
mm/min
MPa
kW
kW
kW
mm
kg
W11-12×2000A
8
2500
600
≤245
240
200
280
5.5
11
5
4840×1415×1600
6975
W11-16×2000A
16
2000
700
≤245
280
220
360
5.5
22/15
7.5
4500×1560×1800
7390
W11-20×2000
20
2000
700
196
15
4500×1560×1800
7390
W11S-25×2000B
25
2000
850
245
5
5720×1830×1818
13600
W11-8×2000A
8
2000
500
245
上下辊220
边辊180
边辊升降150
7
上下辊转速10.125r/min
边辊80
3
11
4
1.5
4770×1554×1680
5890
W11-12×2000
12
2000
600
245
上下辊280
边辊240
边辊升降300
6
上下辊转速6.82r/min
边辊80
3
16
7.5
3
4980×2010×1787
11000
CDW11PC-36×1000
36
1000
700
353
360
320
480
3~5
80
前辊空200
16
4.45
2500×1500×3020
17714
W11XPC-12×3200
1400
12
3200
450
280
~25
380
240
~5
170
360
20
18.5
6770×2174×1800
W11XPC-16×2500
1400
16
2500
450
280
~25
380
240
~5
170
360
20
18.5
6770×2174×1800
W11XPC-16×3200
2200
16
3200
550
280
~25
430
300
~4.5
120
360
20
37
6000×2600×1820
W11XPC-18×2500
1400
18
2500
450
280
~25
380
240
~5
170
360
20
18.5
6770×2174×1800
W11XPC-20×2000
1400
20
2000
600
280
~30
380
240
~5
170
360
20
18.5
5570×2174×1800
W11XPC-32×3000
4000
32
3000
700
280
~50
560
380
~4
100
200
21/10
45
7200×4000×3450
7-2-5施工准备
(1)图纸准备:
认真审核模板设计图纸中的各项尺寸是否与梁体对应,及早发现设计图纸中的错误或不合理处,掌握各种型钢的用料地方,以正确判定下料的尺寸及允许偏差。
(2)工具准备:
所有的加工设备运转状态良好。
(3)材料准备:
模板所用板材、型钢需“技证”齐全,并符合设计要求。
面板全部为热轧钢板,且是大钢厂生产的国标钢板。
整批面板的厚度误差小于0.1mm,垂直轧制方向平面度小于1mm(2m范围内),平面内不允许有凹坑、麻点、局部不平等缺陷。
型钢应是大钢厂生产的国标型钢,长度不宜过长,型钢的高度误差小于0.1mm,拱度误差小于2mm(5m范围内),不允许扭曲。
7-2-6工艺及质量控制流程图
见图7-1.1。
7-2-7工艺步序说明
7-2-7-1模板设计
计算荷载、模板计算、设计文件内容参见7-1-7第一条
(二)、(三)、(五)。
模板及支架杆件设计内容参见7-1-7第一条(四)。
7-2-7-2模板制作
(一)下料、外侧模组拼、模板焊后处理、底模加工、端模加工、模板试拼、喷漆及标识,参见7-1-7。
(二)采用液压剪板机时,在剪切力允许范围内,尽量采用小剪切角,以减小剪切件的变形。
剪切力按下式计算:
式中P为剪切力,N;S为剪切件厚度,mm;
为剪切角,°;
为材料抗拉强度,MPa。
(三)外侧模桁架的加工
1、侧模桁架制作为单片单独成形,组拼前在平台上画出实际大样,在上下弦工钢处设挡板,相互连接的骨架以连接眼孔为定位的原则,连接板采取套钻的方法,保证连接时眼孔间的匹配,精准。
桁架焊缝全为满焊,焊镐6mm。
2、外侧模的施焊:
施焊前,应复查焊件接头质量处理情况,不符合要求时,应经修整后方可施焊。
采用交流电焊机E4303型电焊条,且焊条不得有药皮脱落、焊芯生锈、受潮等缺陷。
采用合理电流对称施焊。
施焊时要“先短后长、先内后外、先边框后面板”的原则逐段施焊。
具体焊接的要求如下:
面板与骨架拼接缝采用40mm/200mm间断焊,焊缝高不少于4mm;连接板与骨架角钢(槽钢)满焊,焊缝高不少于5mm;加劲板与骨架间满焊,焊高不少于4mm,与面板间40mm/200mm间断焊,焊缝高不少于4mm。
(四)、内模的加工
1、根据梁体断面尺寸,制作整体倒立胎具,顶板平放在平台上,底板朝上。
考虑到拼装过程中有利于检查质量,胎架以悬空1-1.1m为宜,胎板需校正后水平安装,确保面板铺设水平,每个尺寸控制点的限位板、孔位控制板安装时注意不得有碍拼装工作。
2、根据图纸所给的尺寸下料(下料尺寸应考虑割缝损耗,一般为1mm~2mm),面扳的活缝连接处均要铣边,已保证连接无错台、缝隙。
3、加筋板制作时,根据梁体尺寸在平台上放样;先下成板条,待折弯后在平台上对焊成形。
4、角钢盒应在平台上组焊好,尽可能减少在胎位上的焊接,减少模板的焊接变形。
焊后调整变形。
5、圆弧R300的料扳最好采用相同半径的无缝钢管或焊管,用数控切割机算好角度切割铣或用钢板在滚轮机上滚圆后根据需要弧长切割。
6、将下好的面扳料固定在胎位上,按图纸上的尺寸放线,把已拼好的加筋板焊到面板上。
7、将连接耳板焊到角钢上,保证每个接缝处的耳板轴线一致。
(轴的直径加工允许误差≤0.1mm,耳板孔的直径加工允许误差≥0.1mm)
8、撑杆油缸支座及耳板须在模板试拼时一并焊接。
9、所有焊缝尽可能的在胎位上焊接,以减少焊接变形。
10、模板焊好后,在每块模板上再焊接两组定位销板,以便于现场的拼装。
7-2-7-3模板检验及拼装试验
1、侧模拼装
在胎位上铺设大面板,将其固定,以其为基准安装上下圆弧或小面板,注意拼接时面板间接缝的处理,要求接缝无无错台,面板与胎板密实。
以模板的面板为拼装基准,先上连接型钢,注意保证孔位精确,板边留2mm飞边。
一次拼装纵向工钢、加筋、背带及其它构件,各构件之间贴密实并电焊牢固。
2、底模拼装
底模面板拼装前需矫正平面度,以其为拼装基准,将所有基准线和型钢、筋板拼装线放样雨面板之间,横向板边留2mm飞边,底模纵向板边各留出10mm切割边(待底模整拼完成后,根据模板实际宽度尺寸,气割掉多余部分),依次拼装连接板、连接型钢、横向工钢和筋板,确保拼装紧密并电焊牢固。
3、内模拼装
根据模板设计图纸,用轻质、不易变形材料(如铝铁皮)等做内模面板弯折角度和加筋板样板,在内模面板折弯时用来复核折弯角度的准确性。
在加筋材料下料时作样板下料。
内模面板拼装前需加工固定好胎具度,以其为拼装基准,将所有基准线、加筋板、法兰拼装线放样与面板之间,横向板边留2mm飞边,依次拼装连接板、面板、型钢和筋板,确保拼装紧贴并电焊牢固。
注意保证法兰连接孔位精准!
4、端模拼装
端模板为方便施工现场施工时脱模的需要,设计中分块制作,以端模的面板为基准在胎架上平放,将边模的边框连接件先与面板定位焊接,保证模板面板间的平整连接,与侧模法兰连接处的眼孔采取套钻的原则,确保连接的精度。
锚盒单独加工,加工前认真识图,圆锚盒端面为双向倾斜的圆,制作中需用样板实物取样后在钢板上套料、弯制、钻孔、组拼、焊接、打磨、抛光,单个加工完成后,在端模面板上按照设计要求相应找出焊接位置电焊牢固。
5、其它构件
如背带、桁架、法兰、底模拉杆、振动器挂板等构件先在地样胎架上拼装成半成品,所有构件应全部焊接完成经矫正后在拼装在模板上(桁
 升级会员
升级会员 