铣工技能操作考核细目表(征求意见稿).xlsx
《铣工技能操作考核细目表(征求意见稿).xlsx》由会员分享,可在线阅读,更多相关《铣工技能操作考核细目表(征求意见稿).xlsx(47页珍藏版)》请在冰豆网上搜索。
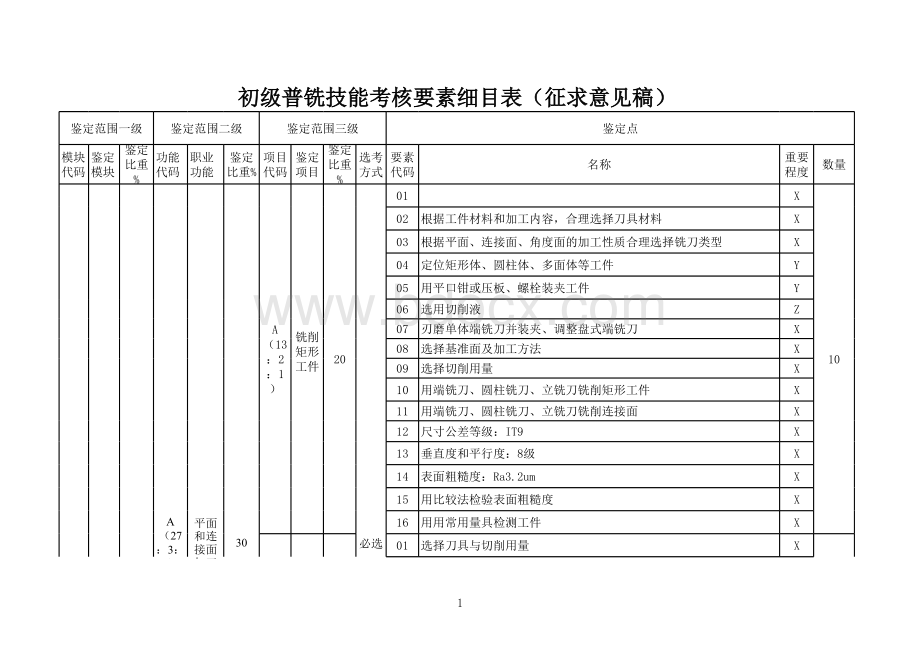
初初级级普普铣铣技技能能考考核核要要素素细细目目表表(征征求求意意见见稿稿)鉴定范围一级鉴定范围二级鉴定范围三级鉴定点模块代码鉴定模块鉴定比重%功能代码职业功能鉴定比重%项目代码鉴定项目鉴定比重%选考方式要素代码名称重要程度数量A(116:
8:
6)技能操作95A(27:
3:
2)平面和连接面加工30A(13:
2:
1)铣削矩形工件20必选01X1002根据工件材料和加工内容,合理选择刀具材料X03根据平面、连接面、角度面的加工性质合理选择铣刀类型X04定位矩形体、圆柱体、多面体等工件Y05用平口钳或压板、螺栓装夹工件Y06选用切削液Z07刃磨单体端铣刀并装夹、调整盘式端铣刀X08选择基准面及加工方法X09选择切削用量X10用端铣刀、圆柱铣刀、立铣刀铣削矩形工件X11用端铣刀、圆柱铣刀、立铣刀铣削连接面X12尺寸公差等级:
IT9X13垂直度和平行度:
8级X14表面粗糙度:
Ra3.2umX15用比较法检验表面粗糙度X16用用常用量具检测工件XB(14:
1:
1)铣削斜面及角度面1001选择刀具与切削用量X10102计算斜面的角度Z03确定各铣削方法相应的工件装夹找正方法或铣头转动角度X04装夹工件并进行铣削X05使用万能角度尺等测量斜面Y06用端铣刀铣削斜面X07用角度铣刀铣削斜面X08用立铣刀的圆柱面刀刃铣削斜面X09单一斜面铣削尺寸公差等级:
IT11X10单一斜面铣削倾斜度公差:
10X11多面体和角度面铣削尺寸公差等级:
IT9X12多面体和角度面铣削平行度:
8级X13多面体和角度面铣削角度公差:
6X14表面粗糙度:
Ra3.2umX15用比较法检验表面粗糙度X16用常用量具检测工件XB(44:
2:
2)台阶和槽加工35A(13:
0:
0)铣削台阶35必选01确定定位和夹紧方式X1002选用与安装夹具X03装夹工件并进行铣削X04选择铣削台阶刀具并合理选择切削用量X05校正万能铣床工作台“零位”X06校正立式铣床立铣头“零位”XA(27:
3:
2)平面和连接面加工B(14:
1:
1)铣削斜面及角度面1010207用立铣刀、三面刃铣刀铣削台阶X08用成对铣刀铣削等高肩台X09尺寸公差等级:
IT9X10垂直度、平行度:
7级X11对称度:
9级X12表面粗糙度:
Ra3.2umX13用游标卡尺、深度游标卡尺、量规、样板对槽的尺寸和形状、位置进行检验XB(12:
1:
1)铣削键槽35任选1项01确定定位和夹紧方式X402选用夹具X03校正工件Y04对刀具中心Z05选择刀具与切削用量X06用立铣刀铣削通键槽、半封闭键槽和封闭键槽X07用三面刃铣刀铣削通键槽、半封闭键槽X08用键槽铣刀铣削通键槽、半封闭键槽和封闭键槽X09用半圆键槽铣刀、T形铣刀铣削半圆键槽X10尺寸公差等级:
IT9X11平行度:
8级X12对称度:
9级X13表面粗糙度:
Ra3.2umXB(44:
2:
2)台阶和槽加工35A(13:
0:
0)铣削台阶35必选10314用游标卡尺、深度游标卡尺、量规、样板对槽的尺寸和形状、位置进行检验XC(11:
0:
0)铣削直角沟槽3501确定定位和夹紧方式X302正确装夹工件并进行铣削X03选择刀具与切削用量X04用三面刃铣刀铣削直角沟槽、直角斜槽X05用组合铣刀铣削直角沟槽、直角斜槽X06用立铣刀、健糟铣刀铣削直角半通槽、封闭槽X07尺寸公差等级:
IT9X08平行度:
7级X09对称度:
9级X10表面粗糙度:
Ra3.2umX11用游标卡尺、深度游标卡尺、量规、样板对槽的尺寸和形状、位置进行检验XD(9:
1:
1)铣削特形沟槽3501选择工件定位、校正和夹紧方式X302选择刀具并合理选择切削用量X03选择铣削方式Z04选用切削液Y05用立铣刀、角度铣刀、三面刃铣刀铣削V形槽的方法与步骤X06用T形铣刀铣削T形槽的方法与步骤X07尺寸公差等级:
IT11XA(116:
8:
6)技能操作95B(44:
2:
2)台阶和槽加工任选1项408平行度:
7级X09对称度:
9级的保证X10表面粗糙度:
Ra3.2um的保证X11用游标卡尺、深度游标卡尺、量规、样板对槽的尺寸和形状、位置进行检验XC(25:
3:
2)刻线与工件切断10A(13:
2:
2)工件刻线5必选01根据工件图样及技术要求选择刻线刀具X602选择分度精度适合的分度头Y03分度计算并调整Y04装夹工件并校正X05计算刻线刀几何参数Z06磨制刻线刀Z07调整主轴转速X08确定进给方式X09刻线加工X10用万能分度头、刻线刀、双角铣刀在圆柱面上刻线X11用万能分度头、刻线刀、双角铣刀在圆锥面上刻线X12用刻线刀、双角洗刀在平面上刻线X13尺寸公差等级:
IT9X14对称度:
9级X15角度公差:
土6X16使用游标卡尺、游标高度尺对刻线的尺寸和位置进行检验XD(9:
1:
1)517对切断后工件的尺寸进行检验XB(12:
1:
0)工件切断及窄槽铣削501根据切断工件加工要求选择铣削方法X402确定定位和夹紧方式X03装夹工件X04选择切断时进刀位置Y05选择切断与切槽铣削方式X06选择切断与切槽的切削用量X07选用切削液X08用锯片铣刀切断工件X09用锯片铣刀铣削窄槽X10尺寸公差等级:
IT9X11平行度、对称度:
9级X12表面粗糙度:
Ra6.3umX13使用游标卡尺、游标高度尺对窄槽的尺寸和位置进行检验XD(20:
0:
0)齿形加工20A(8:
0:
0)铣削直齿圆柱齿轮20任选1项01识读直齿圆柱齿轮的零件图样和技术要求X502用万能分度头装夹直齿圆柱齿轮X03选择铣削直齿圆柱齿轮刀具X04用齿轮盘铣刀就削直齿圆柱齿轮X05用指状铣刀铣削直齿圆柱齿轮X06精度等级:
IT11X07表面粗糙度:
Ra3.2umXC(25:
3:
2)刻线与工件切断608使用游标卡尺、游标齿厚尺、公法线千分尺对直齿圆柱齿轮的齿原、公法线长度进行检验XB(12:
0:
0)铣削花键轴2001识读花键轴的零件图样和技术要求X502用万能分度头装夹花键轴X03选择铣削直齿圆柱齿轮的刀具X04选择铣削花键轴的刀具X05用立铣刀粗铣花健轴X06用三面刃铣刀粗铣花健轴X07用成形铣刀粗铣花键轴X08用组合铣刀粗铣花键轴X09平行度:
7级X10对称度:
9级X11齿侧表面粗糙度:
Ra3.2umX12用万能分度头等量具对花键轴分度、键宽进行检验XB(4:
0:
0)其它要求5A(4:
0:
0)设备维护与保养5A(2:
0:
0)铣床的精度检验与调整2必选01恢复铣床工作台和立铣头的零位X1002调整铣床工作台导轨与镶条的间隙XB(2:
0:
0)铣床的日常保养301按润滑标识对铣床进行润滑X02清洁铣床及万能分度头、回转工作台等附件XD(20:
0:
0)齿形加工20任选1项7备注:
本职业题库开发中使用的参考教材资料:
(1)国家职业技能鉴定考试指导铣工初级第2版,中国劳动社会保障出版社。
(2)中国轨道交通装备制造业职业技能鉴定指导丛书铣工,中国铁道出版社。
(3)国家职业资格培训教程铣工第2版,中国劳动社会保障出版社。
(4)铣工技能训练第五版,中国劳动社会保障出版社。
(5)铣工职业技能鉴定考核试题集萃,机械工业出版社。
891011中中级级普普铣铣技技能能考考核核要要素素细细目目表表(征征求求意意见见稿稿)鉴定范围一级鉴定范围二级鉴定范围三级鉴定点模块代码鉴定模块鉴定比重%功能代码职业功能鉴定比重%项目代码鉴定项目鉴定比重%选考方式要素代码名称重要程度数量A(197:
15:
6)技能操作95A(30:
4:
2)平面和连接面加工10A(15:
2:
1)铣削矩形工件6必选01确定平面、连接面的加工顺序X1002选择定位基准X03用找正盘等找正工件Y04百分表等找正工件Y05选择基准面及加工方法,确定定位和夹紧方式Z06使用铣床通用夹具装夹工件X07选择刀具与切削用量X08用端铣刀铣削矩形工件X09用圆柱铣刀铣削矩形工件X10用立铣刀铣削矩形工件X11用端铣刀铣削连接面X12用圆柱铣刀铣削连接面X13用立铣刀铣削连接面X14尺寸公差等级:
IT7X1215平面度:
7级X16垂直度和平行度:
7级X17表面粗糙度:
Ral.6umX18用通用量具自测工件XB(15:
2:
1)铣削斜面及角度工面401计算斜面的角度Z1002确定各铣削方法相应的工件装夹找正方法或铣头转动角度Y03调整组合铣刀Y04选择刀具与切削用量X05装夹工件并进行铣削X06用工件倾斜装夹铣削单一斜面X07用铣床主轴扳转角度铣削单一斜面X08用平口钳扳转角度铣削单一斜面X09用分度头旋转角度等方式铣削单一斜面X10斜面铣削尺寸公差等级:
ITl0X11斜面铣削倾斜度公差:
9级X12铣削多角度面X13铣削非对称角度面X14多角度面、非对称角度面铣削尺寸公差等级:
IT8XA(30:
4:
2)平面和连接面加工10必选1315多角度面、非对称角度面铣削角度公差:
5X16表面粗糙度:
Ra1.6umX17使用万能角度尺等测量斜面X18用正弦规、量块检验平面、连接面、斜面、角度面的平面度、垂直度、角度XB(43:
2:
1)台阶和槽加工10A(12:
1:
1)铣削台阶10必选01确定台阶的加工顺序Y1002确定定位和夹紧方式并进行铣削X03选用夹具、刀具与切削用量X04校正万能铣床工作台“零位”X05校正立式铣床立铣头“零位”X06测量奇数刃立铣刀的外径尺寸X07测量奇数刃立铣刀的圆柱度X08修磨键槽铣刀Z09铣削非对称台阶X10用成组铣刀铣削多级台阶X11尺寸公差等级:
IT8X12形位精度:
8级X13表面粗糙度:
Ra1.6umX14用万能角度尺检验台阶面之间的垂直度X14B(11:
1:
0)铣削键槽10任选1项01确定槽的加工顺序X402选用夹具、刀具与切削用量X03确定定位和夹紧方式X04校正工件X05对准刀具中心Y06选用切削液X07铣削通键槽、半封闭键槽和封闭键槽X08铣削对称键槽X09尺寸公差等级:
IT8X10平行度、对称度:
8级X11表面粗糙度:
键槽两侧面Ra1.6umX12选用量具和检测方法检测槽宽、深度、对称度XC(9:
0:
0)铣削直角沟槽1001确定槽的加工顺序X302确定定位和夹紧方式X03用立铣刀、三面刃铣刀铣削直角沟槽及直角斜槽X04用硬质合金立铣刀铣削直角沟槽及直角斜槽X05尺寸公差等级:
IT8X06平行度、对称度:
8级XB(43:
2:
1)台阶和槽加工101507铣削直角斜槽倾斜度:
9级X08表面粗糙度:
Ra1.6umX09选用量具和检测方法检测槽宽、深度、对称度XD(11:
0:
0)铣削特形沟槽1001确定槽的加工顺序X302选择工件定位、校正和夹紧方式X03选择刀具和切削用量X04选择铣削方式X05选用切削液X06铣削V形槽、T形槽X07铣削燕尾槽、燕尾块X08尺寸公差等级:
IT8X09平行度、对称度:
8级X10表面粗糙度:
Ra3.2umX11选量具和检测方法检测槽宽、深度、对称度XC(26:
2:
2)刻线与工件切断5A(14:
2:
2)工件刻线5必选01装夹工件并校正X602选择刀具和切削用量X03找正平口钳转角、分度头仰角Y04确定刻线的加工顺序X1605刃磨刻线刀具Z06进行分度并铣削X07选择分度精度适合的分度头X08分度计算并调整Y09刻线刀几何参数计算Z10主轴转速调整X11进给方式确定X12使用刻线刀在圆柱面上进行刻线加工X13使用刻线刀在圆锥面上进行刻线加工X14使用刻线刀在平面上进行刻线加工X15尺寸公差等级:
IT8X16对称度:
8级X17角度公差:
土3X18用万能分度头和游标高度尺测量圆柱面、圆锥面上刻线的角度XB(12:
0:
0)工件切断及窄槽铣削501确定工件切断的加工顺序X402确定定位和夹紧方式Y03选择刀具与切削用量Y04确定切断进刀位置YC(26:
2:
2)刻线与工件切断5A(14:
2:
2)工件刻线5必选61705选择铣削方式Y06选用切削液Y07用锯片铣刀切断工件X08用锯片铣刀铣削窄槽X09尺寸公差等级:
IT8X10平行度:
8级X11表面粗糙度:
Ra3.2umX12用游标卡尺、游标髙度尺、百分表对多排窄槽的尺寸和形状、位置精度进行检验XD(31:
2:
1)齿形加工15A(11:
1:
0)铣削齿轮、齿条、链轮15任选1项01装夹及找正圆柱齿轮、齿条毛坯,并选择铣削刀具、调整机床X502装夹、找正直齿锥齿轮齿坯,并选择铣削刀具X03选择铣削机床和装夹形式,并进行调整Y04确定齿形类工件的铣削顺序X05铣削直齿和斜齿圆柱齿轮X06铣削直齿和斜齿齿条X07用分度头用铣削直齿锥齿轮X08铣削滾子链链轮和齿形链链轮X09精度等级:
10FJX10表面粗植度:
Ra1.6umXA(197:
15:
6)技能操作95B(12:
0:
0)工件切断及窄槽铣削541811检验齿轮的齿距、齿向和分度圆弦齿厚精度X12检验齿条的齿厚、齿距和齿向精度XB(11:
1:
1)铣削花键轴1501用成形铣刀半精铣和精铣花键轴X302选择分度头并进行分度计算X03分度头及尾座的安装校正Z04装夹工件并校正、正确选择刀具与切削用量X05对刀具中心Y06选用切削液X07使用三面刃铣刀半精铣、精供花健两侧面X08用锯片铣刀铣削花键轴根部圆弧X09尺寸公差等级:
IT9X10不等分累积误差:
5X11平行度、对称度:
8级X12表面粗糙度:
两侧面Ral.6um,根部圆孤面Ra3.2umX13检验花键轴花健的对称度和角度精度XC(9:
0:
0)铣削牙嵌式离合器1501装夹、找正牙嵌式离合器,并选择铣削刀具X202铣削矩形齿离合器X03铣削尖形齿离合器XD(31:
2:
1)齿形加工15任选1项1904铣削梯形齿离合器X05铣削螺旋齿离合器X06等分误差:
12X07表面粗糙度:
齿侧面Ral.6um,齿底面Ra3.2umX08螺旋齿离合器导程误差:
0.1mmX09检验牙嵌式离合器的齿形、位置精度XE(22:
2:
0)孔加工15A(16:
2:
0)钻、扩、铰、镗孔及加工坐标孔系15任选1项01刃磨标准麻花钻Z602选择镗刀并刃磨镗削刀具X03对工件所要镗削的孔进行孔位划线Y04选择铰刀X05按照划线进行钻孔加工X06扩孔加工X07用手用或机用铰刀对已加工的孔进行铰削加工X08确定铰削余量和选择铰孔切削用量X09选用切削液X10确定镗削余量和镗孔切削用量X11调整、刃磨镗刀Y12镗削轴线平行(两孔或多孔在同一直线)的孔系XC(9:
0:
0)铣削牙嵌式离合器1522013镗削轴线平行(两孔或多孔不在同一直线)的孔系X14孔中心距公差等级:
IT9X15尺寸公差等级:
IT8X16圆度、圆柱度:
8级X17表面粗糙度:
Ra1.6umX18用内径千分尺、内径百分表检验孔的尺寸、圆度、圆柱度XB(6:
0:
0)椭圆孔及椭圆柱面的加工1501镗铣削椭圆孔X402镗削椭圆柱面X03尺寸公差等级:
IT8X04表面粗糙度:
Ra1.6umX05用内径千分尺、内径百分表检验椭圆孔的尺寸精度X06用外径千分尺检验椭圆柱尺寸精度XF(27:
1:
0)成形面、螺旋面和曲面加工30A(7:
1:
0)铣削凸轮30任选1项01用万能分度头或回转工作台装夹盘形凸轮、圆柱凸轮X302计算凸轮的工作曲线导程Y03铣削等速盘形凸轮X04铣削等速圆柱凸轮X05尺寸公差等级:
IT9X06表面粗糙度:
Ra1.6umXE(22:
2:
0)孔加工15任选1项2107形状公差(包括导程):
O.1mmX08用常用量具、量仪并借助万能分度头、回转工作台检测凸轮的几何形状和工作曲线精度XB(6:
0:
0)铣削螺旋槽3001用万能分度头铣削圆柱螺旋糟X202用回转工作台铣削平面螺旋槽X03尺寸公差等级:
IT9X04表面粗糙度:
Ra1.6umX05成形面形状公差(包括导程):
0.1mmX06检测螺旋槽的槽宽和导程精度XC(8:
0:
0)铣削成型面3001手动铣削曲面X302手动铣削曲面尺寸公差等级:
IT10X03手动铣削曲面形状公差0.15mmX04用成形铣刀、仿形装置及仿形铣床铣削成形面X05用成形铣刀、仿形装置及仿形铣床铣削成形面尺寸公差等级:
IT9X06用成形铣刀、仿形装置及仿形铣床铣削成形面形状公差:
O.05mmX07表面粗糙度:
Ra3.2umX08检测曲面等成形面的形状精度XF(27:
1:
0)成形面、螺旋面和曲面加工30任选1项22D(6:
0:
0)铣削球面3001用万能分度头装夹球形工件X202铣削内球面X03铣削外球面X04尺寸精度:
IT9X05表面粗糙度:
Ra3.2umX06检测球面尺寸、形状精度XG(18:
2:
0)刀具齿槽加工10A(9:
1:
0)铣削圆盘直齿刀具的齿槽10任选1项01装夹刀具坯件,并找正轴线、圆跳动等Y502选择铣削刀具和切削参数X03刀具坯件的装夹和找正方法X04选择刀具和切削参数X05用单角铣刀铣削圆柱直齿刀具齿槽X06用双角铣刀铣削囲柱直齿刀具齿槽X07刀具的角公差:
2X08刀齿处棱边尺寸公差等级:
ITI5X09检验圆盘直齿刀具齿槽、圆柱直齿刀具齿槽的前角、后角、螺旋角X10量具的选择和使用XB(9:
1:
0)铣削圆柱直齿刀具的齿槽1001装夹刀具、坯件,并找正轴线、圆跳动等X502选择铣削刀具和切削参数X2303选择刀具和切削参数X04调整铣削刀具X05合理选择量具、量仪Y06用单角铣刀铣削圆柱直齿刀具齿槽X07用双角铣刀铣削囲柱直齿刀具齿槽X08刀具的角公差:
2X09刀齿处棱边尺寸公差等级:
IT15X10检验圆柱直齿刀具齿槽的前角、后角、螺旋角XB(4:
0:
0)其它要求5A(4:
0:
0)设备维护与保养5A(2:
0:
0)铣床的精度检验及调整2必选01调整铣床传动丝杠螺母副的间隙X1002根据加工需要调整机床与机床附件(分度头、回转工作台)的机动连接装置XB(2:
0:
0)铣床的日常保养301按说明书要求检査铣床部件X02对铣床进行一级保养XB(9:
1:
0)铣削圆柱直齿刀具的齿槽10524备注:
本职业题库开发中使用的参考教材资料:
(1)国家职业技能鉴定考试指导铣工中级第2版,中国劳动社会保障出版社。
(2)中国轨道交通装备制造业职业技能鉴定指导丛书铣工,中国铁道出版社。
(3)国家职业资格培训教程铣工中级第2版,中国劳动社会保障出版社。
(4)铣工技能训练第五版,中国劳动社会保障出版社。
(5)铣工职业技能鉴定考核试题集萃,机械工业出版社。
25高高级级普普铣铣技技能能考考核核要要素素细细目目表表(征征求求意意见见稿稿)鉴定范围一级鉴定范围二级鉴定范围三级鉴定要素模块代码鉴定模块鉴定比重%功能代码职业功能鉴定比重%项目代码鉴定项目鉴定比重选考方式要素代码名称重要程度数量A(143:
11:
6)技能操作95A(14:
1:
1)平面和连接面加工15A(7:
0:
0)铣削薄形工件8必选01选用薄型工件的装夹方法Y1002选用夹紧机构Y03铣削宽厚比B/H10的薄型工件X04尺寸公差等级:
IT7X05平面度、垂直度、平行度:
7级X06表面粗糙度:
Ra1.6umX07检验薄型工件的平面度和平行度精度XB(7:
1:
1)铣削斜面701复合斜面工件的装夹及找正方法X02计算复合斜面的旋转角度Y03使用万能角度尺、百分表找正工件角度X04调整结构复杂的专用夹具、组合夹具Z05选用夹紧机构Y2606铣削复合斜面X07铣削复合斜糟X08尺寸公差等级:
IT8X09表面粗糙度:
Ra1.6umXB(38:
4:
1)台阶和槽加工15A(10:
1:
0)铣削台阶15必选01编制铣削台阶的加工工艺Y1002使用专用夹具、组合夹具装夹工件X03正确选用夹具并确定合理的定位和夹紧方式X04用立铣刀铣削台阶X05用三面刃铣刀铣削台阶X06用组合铣刀铣削非对称台阶、多级台阶X07用成形铣刀铣削非对称台阶、多级台阶X08尺寸公差等级:
IT7X09平行度、对称度:
7级X10表面粗糙度:
Ral.6umX11检测台阶加工精度XB(10:
1:
1)铣削键槽15任选1项01编制槽的铣削加工工艺文件Y4B(7:
1:
1)2702选用夹具、刀具并合理选择切削用量X03确定定位和夹紧方式X04正确校正工件X05刀具对中心准确Z06选用切削液X07用立铣刀、键槽铣刀、三面刃铣刀铣削通键槽、半封闭键槽和封闭键槽X08用半圆键槽铣刀、T形铣刀铣削半圆键槽X09尺寸公差等级:
IT7X10对称度:
7级X11表面粗糙度:
Ra1.6umX12用通用量具自测工件XC(8:
1:
0)铣削直角沟槽1501选择等分方法Y302确定定位和夹紧方式X03正确校正制件并正确进行刀具对中心X04铣削等分圆弧直角沟槽X05铣削大半径弧形直角沟槽XB(38:
4:
1)台阶和槽加工15B(10:
1:
1)铣削键槽15任选1项42806尺寸公差等级:
IT7X07平行度、对称度:
7级X08表面粗糙度:
Ra1.6umX09用通用量具自测工件YD(10:
1:
0)铣削特形沟槽1501根据图样要求,选择铣削特形沟槽刀具X302确定定位和夹紧方式X03正确校正制件并正确进行刀具中心对正X04使用立铣刀、角度铣刀、三面刃铣刀铣削V形槽X05使用燕尾槽铣刀、角度铣刀铣削燕尾槽、燕尾块X06尺寸公差等级:
IT7X07平行度、对称度:
7级X08表面粗糙度:
Ra1.6umX09进行检测计算Y10对特形沟槽的几何尺寸、形状、位置进行精度检验X11用通用量具自测工件XC(29:
3:
2)齿形加工20A(11:
2:
1)铣削齿轮、齿条20任选1项01用分度头装夹大质数直齿锥齿轮,并进行找正X4C(8:
1:
0)铣削直角沟槽2902计算变位齿轮的相关尺寸Y03齿坯检查Z04分度方法选择、分度计算、分度调整Y05制件安装、校正X06铣削斜齿圆柱齿轮X07铣削直齿锥齿轮X08铣削大质数直齿锥齿轮X09铣削变位齿轮X10铣削大模数直齿齿条、斜齿齿条X11精度等级:
8FJX12表面粗糙度:
Ra1.6umX13选择检测器具对齿轮(齿条)加工精度进行检测X14检验大质数直齿锥齿轮大、小端尺寸和齿厚尺寸精度XB(8:
1:
1)铣削牙嵌式离合器2001装夹制件并校正X302对刀方法选择及调整刀具对中心X03分度计算并调整YC(29:
3:
2)齿形加工20A(11:
2:
1)铣削齿轮、齿条20任选1项43004计算导程及配换齿轮Z05铣削铣削矩形齿、尖形齿、梯形齿离合器X06铣削螺旋形齿离合器X07尺寸精度等级:
IT8X08等分公差:
6X09表面粗糙度:
齿侧面Ra1.6um,齿底面Ra3.2umX10选择检测器具检测加工精度XC(10:
0:
0)铣削蜗轮蜗杆2001选择铣削蜗轮、蜗杆的刀具X302能刃磨铣削蜗轮的飞刀X03蜗杆、蜗轮铣刀的装夹与调整Y04用盘式铣刀、指状铣刀铣削蜗杆X05用盘式铣刀、蜗轮滾刀或飞刀铣削蜗轮X06精度等级:
8级X07表面粗糙度:
Ra1.6umX08导程公差:
0.1mmX09检验蜗杆的齿形、齿距、径向圆跳动和导程精度XA(143:
11:
6)技能操作95C(29:
3:
2)齿形加工20任选1项B(8:
1:
1)铣削牙嵌式离合器2033110检验蜗轮的齿形、齿距、径向圆跳动和中心距精度XD(17:
3:
0)孔加工15A(10:
2:
1)铣镗坐标孔系15任选1项01装夹制件并校正X502孔径及孔距测量Z03选择镗削台阶孔刀具X04选择镗削盲孔刀具X05平行孔系的坐标计算Y06交叉孔系的坐标计算Y07用铣床镗削平行孔系X08用铣床镗削交叉孔系X09孔径尺寸公差等级:
IT7X10孔中心距公差等级:
IT8X11圆度、圆柱度:
8级X12表面粗糙度:
Ra1.6umX13使用游标卡尺、游标高度尺、百分表检验平行孔系、交又孔系孔的位置精度XB(7:
1:
0)铣镗台阶孔、盲孔1501孔径及孔距测量Y502装夹制件并校正X3201镗削台阶孔的方法与步骤X02镗削盲孔的方法与步骤X05孔径尺寸公差等级:
IT7X06圆度、圆柱度:
8级X07表面粗糙度:
Ra1.6umX08选择检测器具对加工精度检测XF(31:
0:
2)成形面、螺旋面和曲面加工30A(8:
0:
2)铣削凸轮30任选1项01分析并计算专用夹具的定位误差Z302设计、制作定位件等装夹辅具Z03制件安装、校正及夹紧Y04铣削小导程或大导程等速圆柱凸轮X05用坐标法铣削等速圆柱凸轮X06铣削非等速圈柱凸轮X07尺寸公差等级:
IT8X08成形面形状公差(包括导程):
0.10mmX09表面粗糙度:
Ra1.6umX10选择检测器具对加工精度进行检测XB(7:
1:
0)铣镗台阶孔、盲孔15533B(10:
0:
0)铣
 升级会员
升级会员 