机构设计技术.docx
《机构设计技术.docx》由会员分享,可在线阅读,更多相关《机构设计技术.docx(20页珍藏版)》请在冰豆网上搜索。
机构设计技术
机构设计技术
伍子荣
一:
塑胶件组装方式的分类
1.压入配合pressfitassembly
2.扣件配合snapjointassembly
3.机械锁紧mechanicalfastening
4.超音波焊接ultrasonicwelding
5.粘着结合adhesivebonding、溶解结合solventbonding
6.热烫
7.冷打
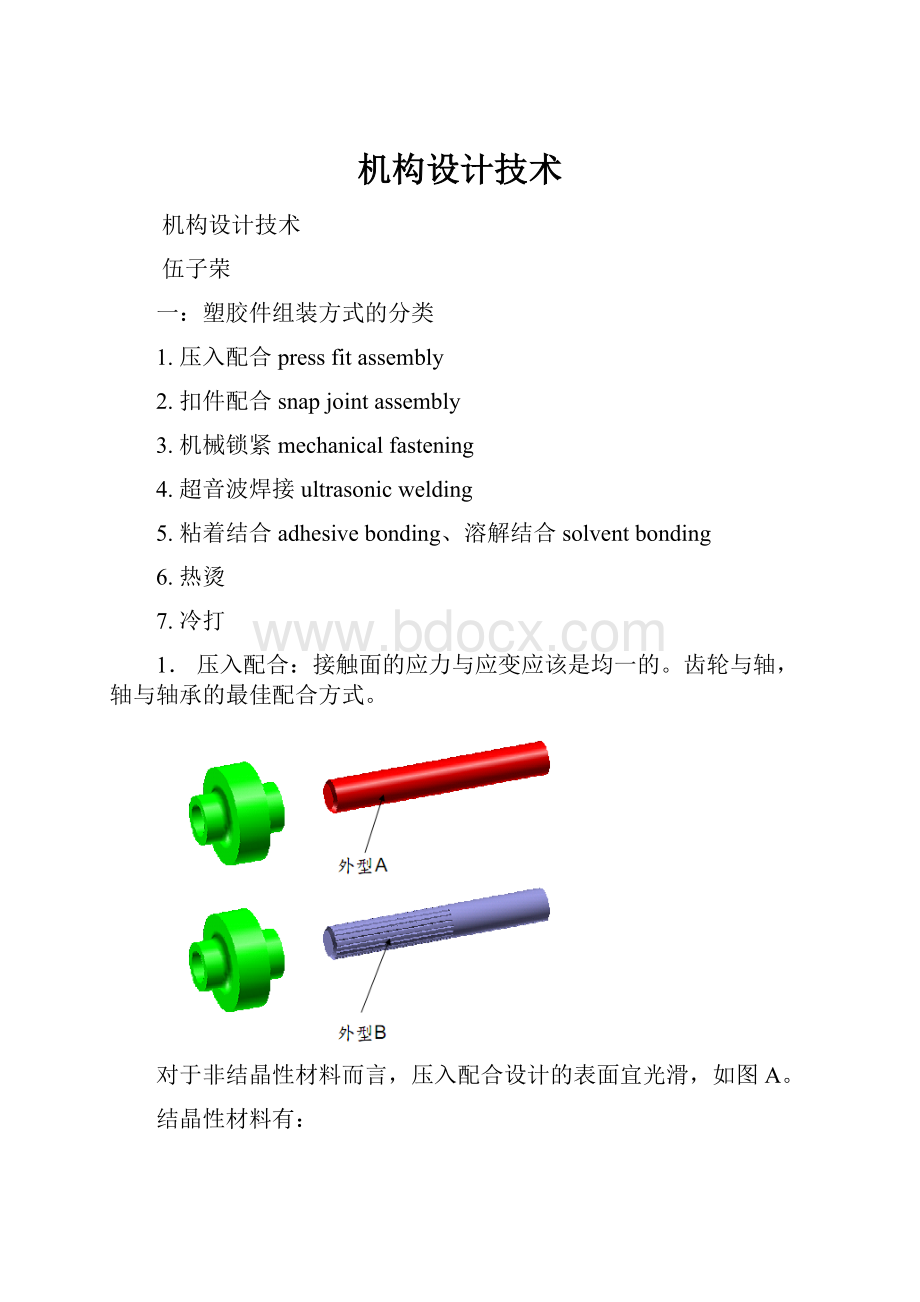
1.压入配合:
接触面的应力与应变应该是均一的。
齿轮与轴,轴与轴承的最佳配合方式。
对于非结晶性材料而言,压入配合设计的表面宜光滑,如图A。
结晶性材料有:
POM、PE、PP、PET、PPS、Nylon-6、Nylon-66、LCP、PA、PBT、PP/PMMA、PP/PS、PP/TPO、TPE、TPO
对于结晶性材料而言,由于材料应力集中较不敏感,宜采用图B。
非结晶性材料有:
PS、PC、ABS、PMMA、PPE、PPE/PS、HI-PS、PVC、PC/ABS
搓花轴轴花:
直纹、菠萝花、倒扣花
轴
柱
孔
¢2.0
¢5.0
¢1.9+0.05/-0.0
¢3.0
¢6.0
¢2.85+0.05/-0.0
2.机械锁紧
常用的机械锁紧就是螺丝。
A.螺柱预留空隙保证螺丝施力前产品四周已经密合。
B.丝柱入口应做大一级与螺丝等大,防止螺柱崩裂,也方便导入锁螺丝。
C.尽量缩短螺柱的长度,这样模具可以避免使用长的针(螺柱是盲孔时)
针对经常装配和拆卸的零件,金属埋入件是最理想的。
1.螺牙不得延长至成型品的末端,不利于模具强度及螺纹寿命,端面易崩。
至少要设0.8的平位。
2.节距必须至少要0.9。
3.为了使压力减到最小,螺纹牙底必须为半径0.13-0.25
普通牙螺丝
螺丝规格
φ2.0
φ2.3
φ2.6
φ2.8
φ3.0
φ3.5
孔径要求
孔径
公差
孔径
公差
孔径
公差
孔径
公差
孔径
公差
孔径
公差
塑料名称
ABS
1.7
┼0
1.9
┼0.05
2.2
┼0
2.4
┼0
2.5
┼0.05
2.9
┼0.05
─0.05
─0
─0.05
─0.05
─0
─0.05
HIPS
1.7
┼0
1.9
┼0.05
2.2
┼0
2.4
┼0
2.5
┼0.05
2.9
┼0.05
─0.05
─0
─0.05
─0.05
─0
─0.05
PC
1.7
┼0.05
2
┼0
2.3
┼0
2.4
┼0.05
2.6
┼0
3
┼0.05
─0
─0.05
─0.05
─0
─0.05
─0.05
SAN
1.7
┼0.05
2
┼0
2.3
┼0
2.4
┼0.05
2.6
┼0
3
┼0.05
─0
─0.05
─0.05
─0
─0.05
─0.05
POM
1.6
┼0.05
1.8
┼0.05
2.1
┼0.05
2.3
┼0
2.4
┼0.05
2.8
┼0.1
─0
─0
─0
─0.05
─0
─0
PA
1.6
┼0.05
1.8
┼0.05
2.1
┼0.05
2.3
┼0
2.4
┼0.05
2.8
┼0.1
┼0.06
─0
─0
─0.05
─0
─0
PP
2
┼0.1
2.2
┼0.05
2.3
┼0.1
2.7
┼0.1
─0
─0.05
─0
─0
快牙螺丝
螺丝规格
φ2.0
φ2.3
φ2.6
φ2.8
φ3.0
φ3.5
孔径要求
孔径
公差
孔径
公差
孔径
公差
孔径
公差
孔径
公差
孔径
公差
塑料名称
ABS
1.6
┼0.05
1.9
┼0
2.1
┼0.05
2.3
┼0
2.5
┼0
2.9
┼0.05
─0
─0.05
─0
─0.05
─0.05
─0.05
HIPS
1.6
┼0.05
1.9
┼0
2.1
┼0.05
2.3
┼0
2.5
┼0
2.9
┼0.05
─0
─0.05
─0
─0.05
─0.05
─0.05
PC
1.6
┼0.05
1.9
┼0.05
2.2
┼0.05
2.4
┼0
2.6
┼0
3
┼0.05
─0
─0
─0
─0.05
─0.05
─0.05
SAN
1.6
┼0.05
1.9
┼0.05
2.2
┼0.05
2.4
┼0
2.6
┼0
3
┼0.05
─0
─0
─0
─0.05
─0.05
─0.05
POM
1.6
┼0
1.8
┼0.05
2
┼0.05
2.2
┼0.05
2.4
┼0.05
2.8
┼0.05
─0.05
─0
─0
─0
─0
─0
PA
1.6
┼0
1.8
┼0.05
2
┼0.05
2.2
┼0.05
2.4
┼0.05
2.8
┼0.05
─0.05
─0
─0
─0
─0
─0
PP
2
┼0.05
2.1
┼0.1
2.3
┼0.05
2.7
┼0.05
─0
─0
─0.05
─0.05
PVC90°
1.8
┼0.05
1.9
┼0.1
2.1
┼0.05
2.5
┼0.05
─0
─0
─0.05
─0.05
PVC100°
1.9
┼0.05
2
┼0.1
2.2
┼0.05
2.6
┼0.05
─0.05
─0
─0.05
─0.05
筋骨设计:
十字交叉骨的正确做法2骨之间的距离B>=3A筋不要做到顶,留1mm,骨顶亦不要做平
加强筋没连接产品外壁的话,末端部分亦不应突然终止,防止困气,填不满,烧焦。
过厚的加强筋易产生缩水,空穴,变形翘曲,夹水纹,也会加长注塑周期。
并排骨位的设计宜做成镶件
3.超声
对于非结晶性材料PS,PC,ABS,PMMA,PVC,PC/ABS
增加溢料槽,减少焊接面积,消除外观溢料。
做台阶。
表面咬花,增加熔接强度。
非结晶性材料
半结晶性材料
小零件
大零件
小零件
大零件
h
0.3-0.4
0.5-0.6
0.5-0.7
0.7-1.0
θ
60-90
90
台阶内侧预留间隙,可以防止融熔材料跨越台阶形成外观不良。
剪切组装:
半结晶性或不易焊接的材料。
POM,PE,PP,PET,PA,PBT
4.粘着接合,溶解接合
1.涂胶水表面要平不要光滑,少纹或幼蚀纹有助增加胶水接触面积及藏较多胶水。
2.凹孔最好做成六角或八角形,尽量不要圆配圆,若要则需有直径0.2-0.3的空隙。
胶水涂在凸钉上,不应涂在凹孔内。
止口若用胶浆,尽量设计成双止口。
3.薄件及有内应力的件,表面切勿使用快干胶,以免爆裂。
4.要导电之金属件附近勿用快干胶,以免接触不良。
5.减少快干胶发白之方法:
a,用低发白快干胶。
B,速干剂C,空气要流通要干燥。
D,使用快干胶,切勿即时包装。
5.扣件配合
1.扣位对称分布,相互作用力均等
2.在扣位应力集中或胶位较薄的地方,须加R或封胶
3.一个好的扣件设计将不会承受负载,所以其扣合力量不会隨时间而减少或因震动的影响而松弛
4.
梁的厚度是壁厚的0.5-0.6
5.
长度L5-10倍壁厚,插入面角度a25-35度,扣合面H应小于壁厚,若L与壁厚接近10:
1,则H取壁厚值。
Ta:
Tb=(1.25~2):
1。
6.卡扣离边角不可太远,大件<25,小件<20,否则角会翘缝。
卡扣间不可间隔太远,通常<100,内卡扣<50,太远则合不牢。
7.为了保证卡扣设计完后,从装饰线看不到卡扣或者不会看透,就必须把母卡扣设计在有止口的壳体上。
8.卡扣配合尺寸
9.手机母扣种类:
10.扣
二.止口与反止口
1.止口的作用如下:
A.限位,防止壳体装配时错位,产生断差。
B.防静电。
C.遮光/防尘。
2.止口设计基本原则:
公止口,一般长在厚度薄的壳体上。
母止口,一般做在厚度厚的壳体上。
3.止口与扣位的关系:
A.正常布扣方法:
母扣布在公止口的壳
B.反扣,母扣布在母止口的那一侧。
要把公扣两侧的公止口单边切掉至少6,否则不能变形。
4.止口与反止口配合尺寸:
三.美工线:
1.不在PL面上的美工线,有如下作用:
A.确实是加强外观效果作用的,起美化作用;
B.表面有不同处理工艺的,起工艺间隔线作用(比如同一表面喷两种颜色的油,如果没这个美工线而遮喷的话,接合处毛边很重)
2.在PL面上的美工线,有如下作用:
A.能减弱由于产品上下盖尺寸偏差引起的手感断差
B.超声产品所必须的外壳间隙
四.按键设计:
1.普通plastickey的设计
(1)若有喷涂,则单边间隙0.15
(2)
(3)PCB印碳
(4)所有按键要有止转结构,单边间隙0.15
2.rubberkey
(1)单边间隙0.25
(2)rubberkey的固定方式:
(3)当键与键相隔较近时,易发生连动,应在键与键中间加rib或小凸点
(4)为使长形按键手感良好,顶面硬度应达到75-80度
3.Contactrubber:
(1)siliconrubber
(2)contactrubber裙部特征
TypeA段落感好,但寿命短,TypeB段落感和寿命居中,常用,TypeC段落感差,但寿命长
(3)预压0.2-0.25mm
五.杂类:
1.低硬度软胶件甩油问题:
PVC:
浸入天那水1-3秒,马上放入清水中浸泡。
橡胶件:
浸泡洗面水10秒,马上放入清水中清洗。
2.斑马条:
压缩量为0.4-0.5,或高度的10%。
Pitch=0.18/0.1/0.05,视金手指间距定。
3.塑胶内应力:
1,电镀件有内应力,镀层结合力降低。
2,一些有应力的零件在仓库会开裂。
检测方法:
通常把零件放在溶剂中15S-2min,是否有开裂来判断。
ABS/PS煤油,冰醋酸
PC四氯化碳
PA正庚烷
PSF/PPO四氯化碳
内应力消除办法:
ABS:
冰乙酸浸泡/60-70度烤箱内2-4H
PC:
低温烘烤(缓慢长温至120度持续10min,自然冷却)
PA:
热水煮沸,在水中冷却,风干
4.如何防止跌落骨、扣断裂
 升级会员
升级会员 