钣金件工时定额试行标准818.docx
《钣金件工时定额试行标准818.docx》由会员分享,可在线阅读,更多相关《钣金件工时定额试行标准818.docx(24页珍藏版)》请在冰豆网上搜索。
钣金件工时定额试行标准818
钣金件工时定额试行标准(18/8)
一、下料
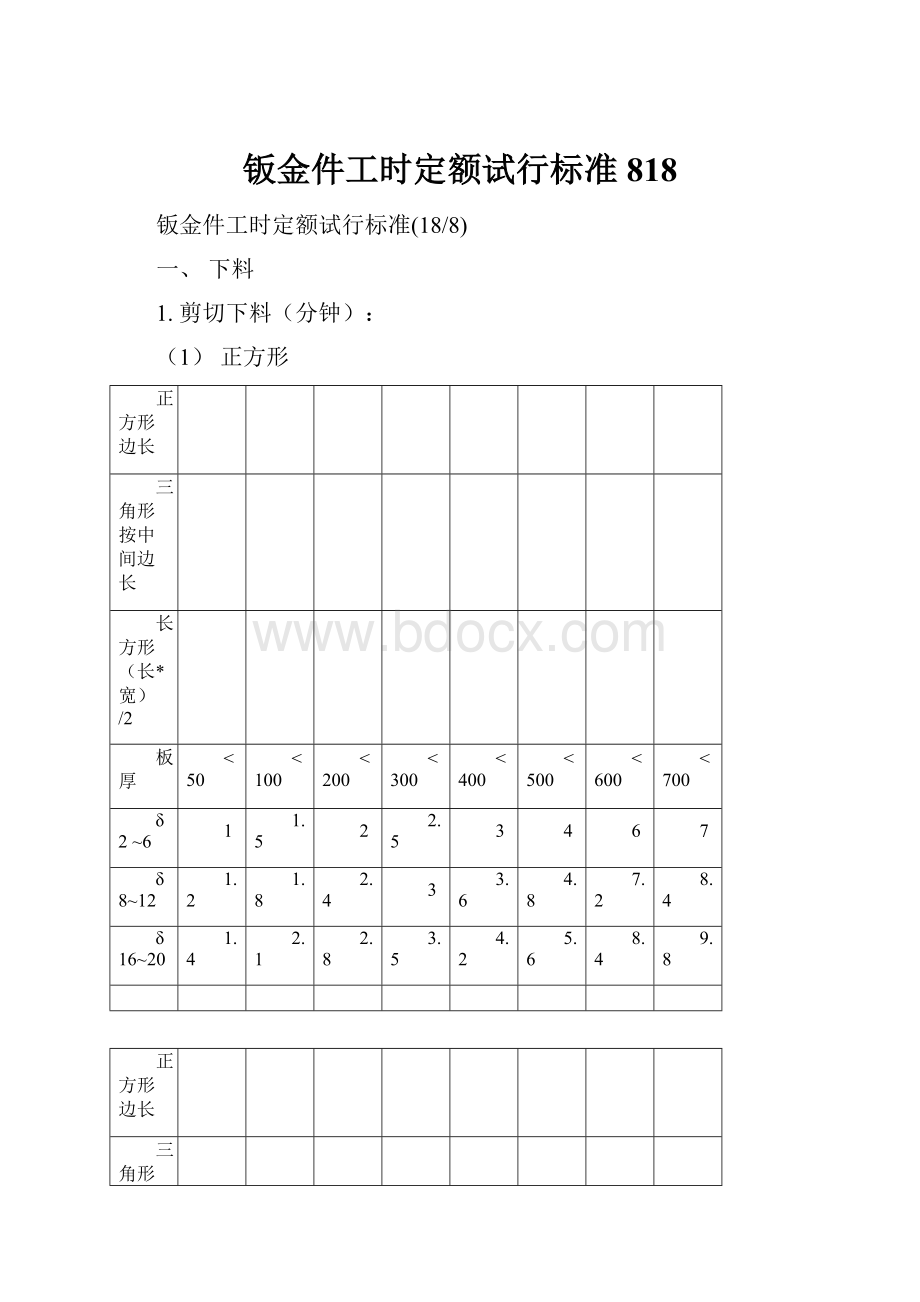
1.剪切下料(分钟):
(1)正方形
正方形边长
三角形按中间边长
长方形(长*宽)/2
板厚
<50
<100
<200
<300
<400
<500
<600
<700
δ2~6
1
1.5
2
2.5
3
4
6
7
δ8~12
1.2
1.8
2.4
3
3.6
4.8
7.2
8.4
δ16~20
1.4
2.1
2.8
3.5
4.2
5.6
8.4
9.8
正方形边长
三角形按中间边长
长方形(长*宽)/2
厚度
<800
<900
<1000
<1100
<1200
<1300
<1400
<1500
δ2~6
8
9
10
11
12
13
14
15
δ8~12
9.6
10.8
12
13.2
14.4
15.6
16.8
18
δ16~20
11.2
12.6
14
15.4
16.8
18.2
19.6
21
(2)三角形按中间边长正方形工时计算。
(3)长方形按长和宽边所对应正方形工时之和除以2计算。
(4)五边形,直角梯形按中间边长正方形工时上浮20%计算,梯形按中间边长正方形工时上浮30%计算。
直角梯形
板厚
<50
<100
<200
<300
<400
<500
<600
<700
δ2~6
1.2
1.8
2.4
3
3.6
4.8
7.2
8.4
δ8~12
1.4
2.1
2.8
35
4.2
5.6
8.4
9.8
δ16~20
1.68
2.52
3.36
4.2
5.04
6.72
10.08
11.76
厚度
<800
<900
<1000
<1100
<1200
<1300
<1400
<1500
δ2~6
9.6
10.8
12
13.2
14.4
15.6
16.8
18
δ8~12
11.2
12.6
14
15.4
16.8
18.2
19.6
21
δ16~20
13.44
15.12
16.8
18.48
20.16
21.84
23.52
25.2
非直角梯形:
(上底+下底)/2
板厚
<50
<100
<200
<300
<400
<500
<600
<700
δ2~6
1.3
1.95
2.6
3.25
3.9
5.2
7.8
9.1
δ8~12
1.56
2.53
3.12
3.9
4.68
6.24
9.36
10.92
δ16~20
1.82
2.73
3.64
4.55
5.46
7.28
10.92
12.74
厚度
<800
<900
<1000
<1100
<1200
<1300
<1400
<1500
δ2~6
10.4
11.7
13
14.3
15.6
16.9
18.2
19.5
δ8~12
12.48
14.04
15.6
17.16
18.72
20.28
21.84
25.35
δ16~20
14.56
16.38
18.2
20.02
21.84
19.5
25.48
27.3
(5)六边形按中间边长正方形工时上浮50%计算。
板厚
<50
<100
<200
<300
<400
<500
<600
<700
δ2~6
1.5
2.25
3
3.75
4.5
6
9
10.5
δ8~12
1.8
2.7
3.6
4.5
5.4
7.2
10.8
12.6
δ16~20
2.1
3.15
4.2
5.25
6.3
8.4
12.6
14.7
厚度
<800
<900
<1000
<1100
<1200
<1300
<1400
<1500
δ2~6
12
13.5
15
16.5
18
19.5
21
22.5
δ8~12
14.4
16.2
18
19.9
21.6
23.4
25.2
27
δ16~20
16.8
18.9
21
23.1
25.2
27.3
29.4
31.5
(6)八边形按中间边长正方形工时上浮80%计算。
板厚
<50
<100
<200
<300
<400
<500
<600
<700
δ2~6
1.8
2.7
3.6
4.5
5.4
7.2
10.8
12.6
δ8~12
21.6
3.24
4.32
5.4
6.48
8.64
12.96
15.12
δ16~20
2.52
3.78
4.6
6.3
7.56
10.08
15.12
17.64
厚度
<800
<900
<1000
<1100
<1200
<1300
<1400
<1500
δ2~6
14.4
16.2
18
19.8
21.6
23.4
25.2
27
δ8~12
17.28
19.44
21.6
23.76
25.92
28.08
30.24
32.4
δ16~20
20.16
22.68
25.2
27.72
30.24
32.76
35.28
37.8
2.气割下料
(1)方板,法兰类
厚度
方板
法兰
备注
φ100以下
φ100~φ200
φ201~φ300
φ301~φ400
φ401~φ500
δ12以下
12分/米
5分
8分
10分
15分
20分
δ16~δ30
15分/米
8分
10分
15分
20分
30分
δ35~δ55
20分/米
10分
15分
18分
25分
35分
δ60~δ75
30分/米
15分
20分
30分
40分
50分
δ80以上
45分/米
(2)型材类
角钢
0.5米以下
0.5~1米
1~2米
2米以上
2~3米
3~4米
4~7米
7米以上
L30~L60
5分
10分
15分
20分
L70~L100
10分
15分
20分
25分
L120~L160
15分
20分
25分
30分
槽钢
[50~[100
10分
15分
20分
30分
60分
[120~[160
15分
20分
25分
40分
40分
50分
60分
80分
[180~[240
20分
25分
30分
50分
70分
90分
120分
[260~[320
25分
30分
50分
60分
90分
120分
150分
工字钢
Ⅰ320、
槽钢[320以上
30分
35分
60分
70分
110分
140分
180分
方管:
按槽钢型号的1.5倍。
3.成品下料
半成品按毛坯下料的1.5倍工时计算。
4.批量修正系数
件数
30以下
31
~50
51
-80
81
~100
101
-150
151
-200
201
-300
301
~500
501
~1000
1000
以上
修正系数
1
0.97
0.94
0.91
0.88
0.85
0.82
0.79
0.76
0.73
二、焊接
1.室体类。
室体分半方法:
不分半按下表计算;
分两半按下表计算,另加工时:
6小时/吨
分四半按下表计算,另加工时:
10小时/吨
钢板厚度
δ3
δ4
δ5
δ6
δ8
δ10
δ12
Q69系列
150小时/吨
140小时/吨
130小时/吨
120小时/吨
110小时/吨
100小时/吨
90小时/吨
普通Q37系列
不带抛丸器座的重量*110小时/吨+抛丸器座长度*10小时/米(点焊){+抛丸器座长度*12小时/米(焊接)}
通过式Q37系列主室、Q69系列主室,(多抛丸器座的室体均适应)
除按上表外,另加工时:
抛丸器座数*定额A
抛丸器座(长*宽)mm2
定额A(小时)
〈=1000000
8
〈=1500000
10
〉1500000
12
Q38系列
120小时/吨
110小时/吨
100小时/吨
Q35系列
203小时/吨
滤筒
除尘器
200小时/吨
槽钢规格
[8
[10
~[12
[14
~[16
[18
~[20
[22
~[25
Q76系列
5小时/平方
5.5小时/平方
6小时/平方
6.5小时/平方
7小时/平方
注:
空格大于800mm*800mm的每平方减0.5小时。
Q26系列
5小时/平方
5.5小时/平方
6小时/平方
6.5小时/平方
7小时/平方
沉降室
120小时/吨
2.螺旋槽
按长度计算,10小时/米。
3.螺旋轴
按长度计算,直径360以下每米4小时,直径360以上,每米6小时。
4.提升机罩壳
按长度计算,L单位为毫米。
厚度〈=300毫米
厚度〉350毫米以上
标准1000毫米
大于1000毫米
标准1000毫米
大于1000毫米
上罩
22小时
22+(L-1000)/100小时
24小时
24+(L-1000)/100小时
中罩
12小时
12+(L-1000)/100小时
14小时
14+(L-1000)/100小时
下罩
32小时
32+(L-1000)/100小时
34小时
34+(L-1000)/100小时
5.分离器壳,卸料罩,分离器料斗。
工时(小时)=重量(吨)*220小时/吨。
6.平台类
带花纹板的,系数为1;不带花纹板的,系数为0.8。
槽钢、角钢按每平方
规格
[80
[100~120
[140~[160
[180~[200
[220~[250
工时/平方
4小时
4.5小时
5小时
5.5小时
6小时
注:
空格大于800mm*800mm的每平方减0.5小时。
7.支柱类
(1)单根型钢立柱
筋板底座
(长+宽)/2≤450
(长+宽)/2>450
2小时
3小时
斜筋板底座
(长+宽)/2≤450
(长+宽)/2>450
3小时
4.5小时
不带筋板的底座顶板
1小时
斜不带筋板的底座顶板
1.5小时
(2)中间有加强板的立柱
规格
[120以下
[140
~[160
[180
~220
[250
~320
工时
120
分钟/米
135
分钟/米
150
分钟/米
165
分钟/米
注:
连接板1米之内3件为标准计算,少1件减20分钟
总工时=定额(分钟)*柱长(mm)/(1000*60)+[筋板数/2-柱长(mm)*3/1000]*20分钟/60分钟+底座工时
(3)
规格
[120以下
[140
~[160
[180
~220
[250
~320
工时
60分钟/米
75
分钟/米
90
分钟/米
120
分钟/米
(4)
规格
[120以下
[140
~[160
[180
~220
[250
~320
工时
60
分钟/米
75
分钟/米
90
分钟/米
120
分钟/米
注:
带底板每头加1小时
(5)需组焊的支柱
工时(小时)=分件支柱工时+接头*A+筋板数量*B
A
B
型钢小于200时,A=1
筋板边长小于200时,B=1
型钢大于200时,A=2
筋板边长大于200时,B=2
8.栏杆类
(1)两根横梁,每格2小时。
如图(a)
(2)一根横梁,每格1.5小时。
如图(b)
9.辊道支架类(按支腿数量)
不带支腿
支腿
[200以上
支腿[160~[140
支腿
[120~[80
1.5小时/米
4小时/支腿
3小时/支腿
2小时/支腿
在辊道支架的基础上,槽钢带孔的每孔加3分钟,支腿带斜度的(如皮带机机架)每腿加0.5小时,支腿长度超过800MM加0.5小时.
10.台车
结构类别
全钢板
槽钢+钢板
工字钢
工时(小时/吨)
δ〈12毫米
93
200
250
δ≥12毫米
83
δ〉16毫米
73
11.链轮罩
全钢板
钢板加钢板网
辊道系列
单面有板
双面有板
2+0.25时/公斤*重量
2+0.3时/公斤*重量
2+0.4时/公斤*重量
2.5时/米
12.提升机料斗
工时(小时)=2.5+1*(重量-3.8公斤)/3.8公斤
批量系数:
数量
〈=30
〈=50
〈=80
〈=100
〈=150
〉150
系数
1
0.98
0.96
0.94
0.92
0.9
13.辊道轴头焊接
轴直径
工时
≤70mm
≤120mm
≤150mm
≤200mm
≤250mm
〉250mm
分钟/轴头
30
45
60
90
120
150
批量系数:
数量
〈=30
〈=50
〈=80
〈=100
〈=150
〉150
系数
1
0.98
0.96
0.94
0.92
0.9
长度系数
长度
〈=1000
〈=2000
〈=3000
〉3000
系数
1
1.5
1.8
2
14.除尘管道
直径
工时
<330mm
≤540mm
>540mm
单法兰
4小时/米+1小时
6小时/米+1.5小时
8小时/米+2小时
双法兰
4小时/米+2小时
6小时/米+3小时
8小时/米+4小时
15.混砂机壳
85时/吨
16.钻孔.
是16Mn板,*1.2的系数
不是16Mn板,1的系数
总厚度
直径
δ2~
δ6
δ7~
δ12
δ13~
δ20
δ21~δ25
δ26~δ30
δ31~δ40
δ41~δ60
δ61~以上
≤φ11
1
1.5
2
2.5
3
3.5
4
4.5
φ12~φ16
1.3
1.95
2.6
3.25
3.9
4.55
5.2
5.85
φ17~φ25
1.69
2.54
3.38
4.23
5.07
5.92
6.76
7.6
φ26~φ32
2.21
3.3
4.39
5.49
6.59
7.69
8.79
9.89
φ33~φ50
2.86
4.3
5.7
7.14
8.57
10
11.4
12.8
M10~M14
4
6
〈M26
5
7
≥M26
7
9
批量修正系数
件数
〈=30
〈=50
〈=80
〈=100
〈=150
〈=200
〈=300
〈=500
〈=1000
〉1000
修正系数
1
0.98
0.96
0.94
0.92
0.9
0.88
0.86
0.84
0.82
重量修正系数
重量(KG)
〈=10
〈=50
〈=100
〈=500
〈=1000
〉1000
修正系数
1
1.5
2
2.5
3
4
17吊钩框架
框架规格
[140
[160
[180
[200
工时
(时/吨)
130
150
175
200
弯轨规格
I160;
[160
I180;
[180
I200;
[200
工时
(时/吨)
300
350
400
18.小件工时
(1)小接管类(按焊接头数)
直径
φ100以下
φ100以上
工时
0.5小时/头
1小时/头
(2)抛丸器电机座类(形状如同Q3210.3-2)
4小时/件
(3)减速机座类
Q376、Q378类仅有减速机
悬链式自转座如QH5812.5.1配立式减速机
吊钩式自转座如QF3710.9.1.1配立式减速机)
6小时
26小时
16小时
(4)闸门管
Q378C.3.1.3B类
2.5小时
鄂式闸门管类
鄂板
6小时
闸体
6小时
HQGW14B类
3小时
(5)螺旋输送器堵板类
2小时/件
(6)分离器大堵板类
4小时/件
(7)拼焊抛丸器垫板
1.5小时/件
(8)内垫板
1小时/件
19.格子板
工时(小时)=筋板数*10分钟*系数/60
筋板长度
≤600
≤800
≤1000
≤1200
≤1400
≤1600
≤1800
≤2000
系数(分钟)
10
11
12
13
14
15
16
17
20.大门
单面有板(小时/平方米)
5
双面有板(小时/平方米)
7.8
21.直梯
梯梁工时
2小时/米
护拦工时
4小时/米
支腿工时
0.5小时/支腿
制弧工时
2小时
22.斜梯
梯梁工时
5小时/米
扶手工时
同栏杆
需要制弧
+2小时
23.皮带轮
工时(小时)=4+2*(重量-17.4)/17.4
24.砂库
带型钢
带筋板
7小时/平米
不带筋板
5小时/平米
不带型钢
带筋板
6小时/平米
不带筋板
4小时/平米
25.板链横梁
总工时=3小时+L米*1小时/米
26.方架子
型钢规格
L100或[100以下
L100或[100以上
工时
20分钟/头
30分钟/头
调整系数
小于等于500*500*500
大于500*500*500
K=1
K=1.2
27.地坑盖板,观察门
(1)面积小于等于1平米,
工时(小时)=1+面积*4+0.5*手把数.
(2)面积大于1平米
工时(小时)=面积*4+0.5*手把数.
注:
空格大于800mm*800mm的每平方减0.5小时
28.吹风管
工时(小时)=2+吹风口长度(米)*3
29.活页
类型
工时
无筋板
0.25小时/件
一件筋板
0.42小时/件
二件筋板
0.58小时/件
30.导轨框架(横截面周长小于1600毫米)
(1)不需组装焊接的
工型或[型筋板
8小时/米
工型加筋板
9小时/米
口型
10小时/米
(2)需组装焊接的
每有一处接头另加3小时
31.滚筒筛
长度
直径
定额
〈=550毫米
25小时/米
〉1000毫米
30小时/米
32.复杂小件(重量小于25KG)
1.8小时/KG
33.链轮
套直径
工时
<=70mm
<=120mm
<=150mm
<=200mm
<=250mm
〉250mm
分钟/轴头
30
45
60
90
120
150
重量系数
重量(KG)
<=5
<=10
<=15
<=25
〉25
系数
1
1.3
1.5
1.8
2
34.折弯件
折弯次数
1
2
3
4
5
6
7
8
9
10
11
工时(分钟)
10
15
20
25
30
35
40
45
50
55
55
长*宽(m2)
<=0.1
<=0.5
<=1
<=1.5
〉1.5
系数
1
1.25
1.5
1.8
2
重量(KG)
≤10
≤25
≤50
≤100
〉100
系数
0.8
1
1.2
1.5
2
35.振体
按重量:
重量*0.1小时/公斤+20小时
36.护板焊件
按焊缝长度:
1.5小时/米
37.大料斗
工时=重量*定额+法兰长度*4小时/米
板厚
δ4
δ5
〉δ5
定额
100时/吨
90时/吨
80时/吨
38.台架体
10小时/空格
39.管夹
δ〈6毫米15分钟/件
δ≥6毫米25分钟/件
40.滚筒
5小时/件
41.密封室
42.架体
12小时/件
43.皮带机头架
18小时/件
44.皮带机尾架
22小时/件
45.螺旋盖板
钢板法兰
角钢法兰
长度≤2200mm
长度>2200mm
长度
≤2200mm
长度>2200mm
工时
2小时
3小时
3小时
4小时
46.压辊支架
工时=1.5小时+0.5小时/横撑*横撑数
47.平面电机座
有电机板
无电机板
型钢〈100mm
型钢≥100mm
型钢〈100mm
型钢≥100mm
工时
2.5小时
3小时
2小时
2.5小时
48.筛框
1小时/件
49.小支座
面积≤100*100
面积
 升级会员
升级会员 