数控车床典型零件加工实例.docx
《数控车床典型零件加工实例.docx》由会员分享,可在线阅读,更多相关《数控车床典型零件加工实例.docx(8页珍藏版)》请在冰豆网上搜索。
数控车床典型零件加工实例
模块五数控车床典型零件加工实例
本课题主要选取了两个实例,一个就是模具数控车加工实例,一个就是中级数控车床操作工应会试题。
实例1:
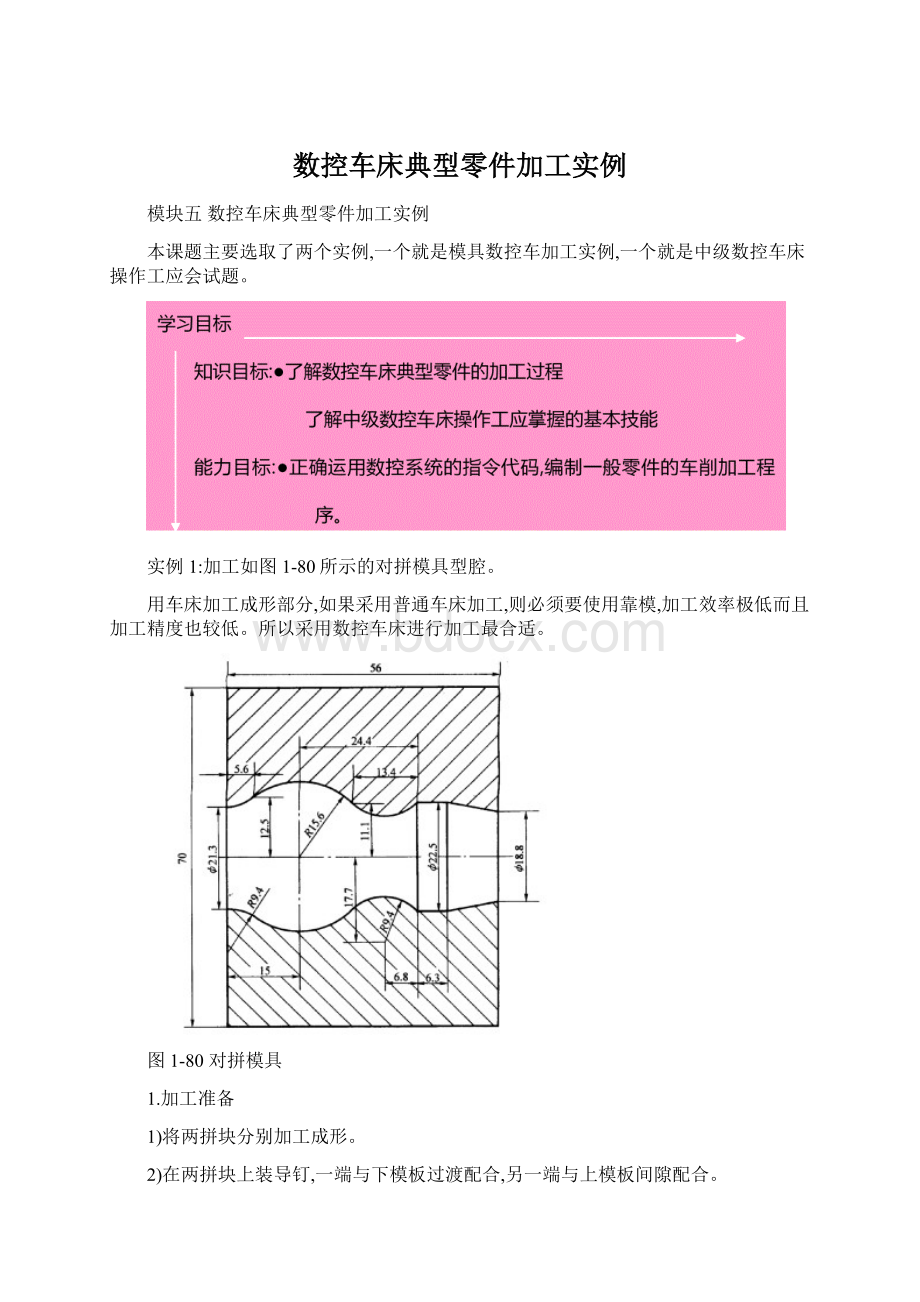
加工如图1-80所示的对拼模具型腔。
用车床加工成形部分,如果采用普通车床加工,则必须要使用靠模,加工效率极低而且加工精度也较低。
所以采用数控车床进行加工最合适。
图1-80对拼模具
1.加工准备
1)将两拼块分别加工成形。
2)在两拼块上装导钉,一端与下模板过渡配合,另一端与上模板间隙配合。
3)两拼块合装后外形尺寸磨正,对合平面磨平并保证两拼块厚度一致。
4)在花盘上搭角铁,将下模板固定在角铁上,拼合上模板并压紧,用千分表校正后固定角铁,安装示意图如图1-81所示。
图1-81安装示意图
2.所需刀具
本工件需要通过钻孔、粗车、精车三个工步加工,钻孔时采用在尾架上装夹φ16mm的钻头手动进给,而粗车与精车则采用自动运行的办法。
粗车时用55°的内孔车刀,刀具号为T01,刀补号为01;精车时用35°的内孔车刀,刀具号为T02,刀补为02。
3.编写加工程序
N10M03S500
N20T0101
N30G00X0Z3、0
N40G01Z-30、0F0、5
N50G01X20、8F0、2
N60G01Z-57、0
N70G00X0
N80G00Z-31、6
N90G01X24、4F0、2
N100G01Z-50、4
N110G00X0
N120Z3、0
N130G01X18、3Z3、0F0、3
N140Z0
N150X22、0Z-10、1
N160W-6、3
N170G02X21、7W-13、4I6、45J-6、8
N180G03X24、5Z-50、4I-11、1J-11、0
N190GO2X20、8Z-56、0I7、55J-5、6
N200G01X0
N210G00Z200、0
N220G00X200、0T0100
N230T0202
N240G00Z3、0
N250G01X18、8Z3、0F0、3
N260Z0
N270X22、5Z-10、1
N280W-6、3
N290G02X22、2W-13、4I6、45J-6、8
N300G03X25、0Z-50、4I-11、1J-11
N310G02X21、3Z-56、0I7、55J-5、6
N320G01Z-58、0
N330G00X0
N340G00Z100、0
N350G00X200、0T0200
N360M05
N370M30
4.加工过程
1)在尾架上装φ16mm的钻头,手动进给钻穿工件。
2)装内孔加工刀具,并对刀,设置刀具补偿。
3)将程序输入并检验,运行程序进行加工。
4)在加工后,松开压板,卸下上模板检查尺寸。
5)检查尺寸不合格时,调整刀具补偿值,装上上模板重新夹紧,再次运行程序加工。
6)加工尺寸检验合格后,卸下下模板。
实例2:
中级数控车床操作工应会试题中的零件图样如图1-82所示,毛坯尺寸为φ50mm,长85mm。
图1-82零件图
1.加工工艺分析
1)制定加工方案与加工路线
本例采用两次装夹后完成粗、精加工的加工方案,先加工左端内、外形,完成粗、精加工后,调头加工另外一端。
进行数控车削加工时,加工的起始点顶在离工件毛坯2mm的位置。
尽可能采用沿轴向切削的方式进行加工,以提高加工过程中工件与刀具的刚性。
2)工件的定位及装夹
工件采用三爪卡盘进行定位与装夹。
当调头加工另一端时,采用一夹一顶的装夹方式。
工件装夹过程中,应对工件进行找正,以保证工件轴线与主轴轴线同轴。
3)刀具的选用
T01、T02为90°外圆车刀;T03为外切槽刀;T04为普通螺纹车刀;T05为盲孔车刀。
2.制定加工工艺卡如表1-6所示。
表1-6数控加工工艺卡
(厂名)
数控加工
工艺卡片
产品代号
零件名称
零件图号
工序序号
程序编号
夹具名称
夹具编号
使用设备
车间
工步号
工步内容
刀具号
刀具规格
主轴转速
进给量
背吃刀量
1
手动钻孔
φ22钻头
250
0、1
2
手动加工左端面(含Z向对刀)
T01
外圆粗车刀
600
0、5
3
粗加工左端内轮廓
T05
盲孔车刀
500
0、25
1、0
4
精加工左端内轮廓
1000
0、1
0、15
5
粗加工左端外圆轮廓
T01
外圆粗车刀
600
0、2
1、5
6
精加工左端外圆轮廓
T02
外圆精车刀
1200
0、1
0、15
7
调头手动加工右端面(Z0)
T01
外圆粗车刀
600
0、5
8
粗加工右端外圆轮廓
T01
600
0、2
1、5
9
精加工右端外圆轮廓
T02
外圆精车刀
1200
0、1
0、15
10
切槽
T03
切槽刀
600
0、1
11
加工双头普通外螺纹
T04
螺纹车刀
400
编制
审核
批准
共页第页
3.编写加工程序
1)车削工件左端轮廓的加工程序
O0001;
M03S500;
T0505;转内孔车刀,取5号刀补
G00X21、0Z2、0;
G71U1、0R0、3;粗加工循环
G71P30Q40U-0、3W0、05F0、25;
N30G01X26、0F0、1S1000;精加工循环起始程序段
Z0、0;
X24、0Z-1、0;
Z-20、0;
N40X21、0;
G70P30Q40;精加工
G00X100、0Z100、0;
T0101;转1号刀,取1号刀补
M03S600;
G00X52、0Z2、0;快速点定位至循环起点
G71U1、5R0、3;
G71P50Q60U0、3W0、05F200;
N50G01X34、0F0、1S1200;
Z0、0;
X36、0Z-1、0;
Z-20、05;
X48、0;
Z-40、0;
N60X52、0;
G00X100、0Z100、0;
T0202;转外圆精车刀,取2号刀补
G00X52、0Z2、0;
G70P50Q60;精加工循环
G00X100、0Z100、0;
M30
2)车削工件右端轮廓的加工程序
O0002;
T0101;
G00X100、0Z100、0;
M03S600;
G00X52、0Z2、0;快速点定位至循环起点
G71U1、5R0、3;
G71P10Q20U0、3W0、05F0、2;
N10G01X19、8F80S1200;
Z0;
X23、8Z-2、0;
Z-25、0;
X24、0;
X28、16Z-45、8;
G02X44、08Z-53、0R8、0;
N20G01X52、0;
G00X100、0Z100、0;
T0202;
G00X26、0Z2、0;
G70P10Q20;
G00X100、0Z100、0;退刀至转刀点
T0303;转外切槽刀,刀宽为5mm,取3号刀补
M03S600;
G00X26、0Z-25;
G01X20、0F0、1
G01X25、0
G00X100、0Z100、0;
T0404;转外螺纹车刀,取4号刀补
M03S400;
G00X28、0Z2、0;
G92X23、2Z-22、0F1、5;
X22、6;
X22、2;
X22、05;
G00X28、0Z3、5;
G92X23、2Z-22、0F1、5;
X22、6;
X22、2;
X22、05;
G00X100、0Z100、0;
M30;
 升级会员
升级会员 