HZHD说明书.docx
《HZHD说明书.docx》由会员分享,可在线阅读,更多相关《HZHD说明书.docx(21页珍藏版)》请在冰豆网上搜索。
HZHD说明书
HZHD型測厚仪说朗书
(2003年版本)
oh
V
北京核夕菁科技有限公司
BeiJingHeXiJingScientific&TechnologyCo.Ltd
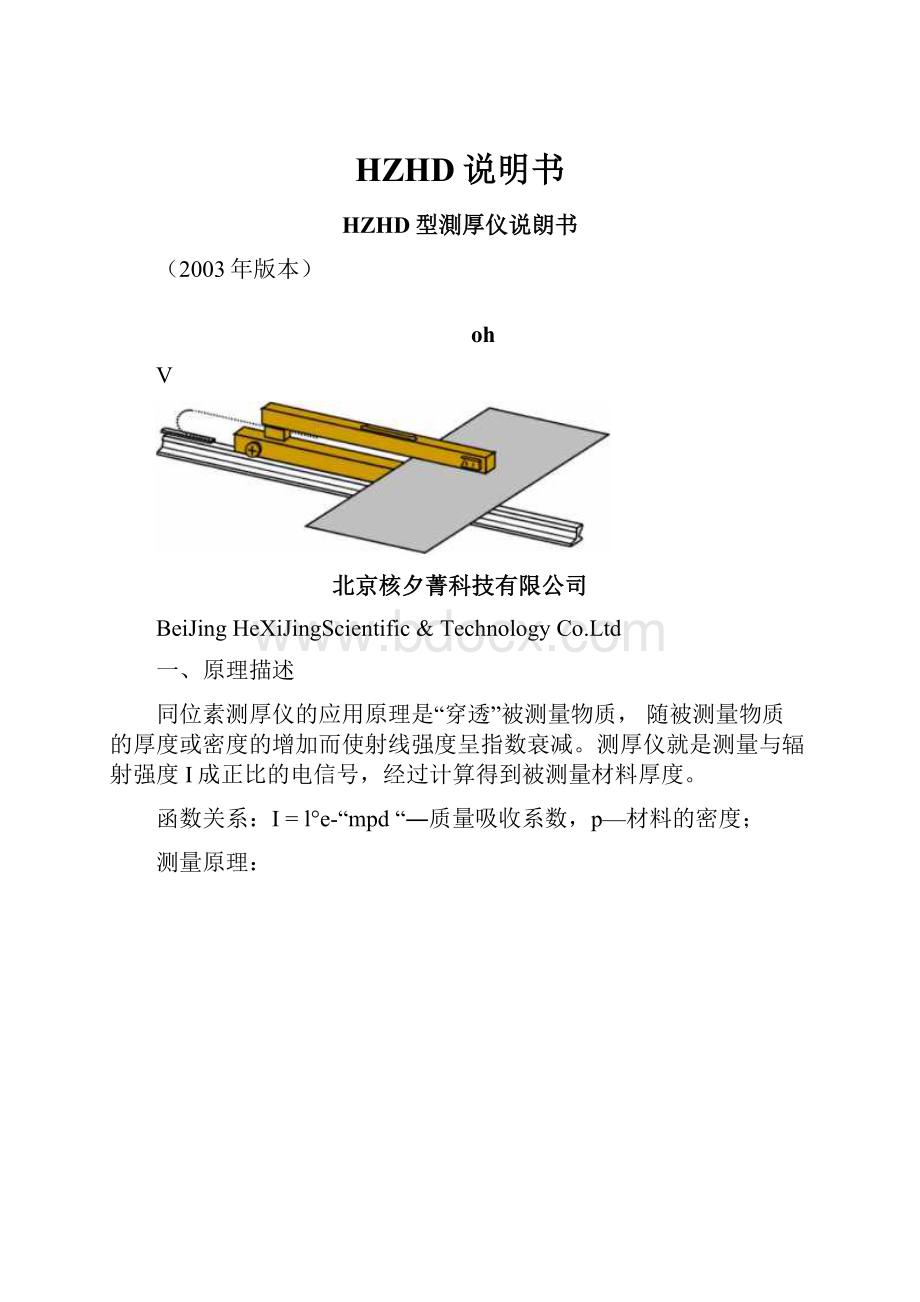
一、原理描述
同位素测厚仪的应用原理是“穿透”被测量物质,随被测量物质的厚度或密度的增加而使射线强度呈指数衰减。
测厚仪就是测量与辐射强度I成正比的电信号,经过计算得到被测量材料厚度。
函数关系:
I=l°e-“mpd“―质量吸收系数,p—材料的密度;
测量原理:
二、系统组成
C
型
系统由两部分组成,如下图示意
一次部分二次部分
1、一次部分(图3)
一次部分包括C型架、放射源盒、电离室、前置放大器;C型架拖动可以根据工作条件采用气、液或电机。
2、二次部分
采用高性能工控机、专用数据处理板、专用测量软件组成;可以完成数据采样,数据处理;可以用标准信号与AGC连锁完成闭环控制
三、设备安装:
1、电源:
AC220V士10%,50Hz;增加控制用变压器1000VA及交流稳压器保证供电良好。
2、环境:
温度0〜70C,湿度W85%;
3、信号电缆:
多芯全屏蔽电缆(RVVP),线径0.2〜0.5mms2;
4、C型测量架的安装
安装位置应保证穿带时探测器部分不能被带材碰撞。
轧制线高度S/3
S/35、二次部分的安装(工控机及显示器)
工控机的安装位置应无振动、无油污、无强电磁场干扰场所,注意防潮、防尘。
四、测厚仪的使用
1仪器的正确使用方法:
标准板校正测厚仪卫定—产品精度福验证计量器具(千分尺…)
2、测厚仪的标准板:
标准板表面不能有皱折、裂纹、锈蚀等缺陷
标准板精度。
标准板精度越高,标准化曲线越真实,则系统精度越高。
建议样片厚度读数精度w±卩m;同板差w±卩m。
3、不同合金材料:
被测量材料的合金成份在有较大区别时应当分别标定,尽量减少人工测量进行合金补偿的方法。
4、标样数量:
标样数量:
由量程及标样精度决定。
可以采用样片组合不同厚度完成系统标定。
五、系统软件操作
系统菜单共有25个选项,用于查看或修改相关数据(见下图)(可以使用键盘上的“、J、・、-”+“Ente或鼠标左键双击选择(可以使用触摸屏)。
注:
测量过程不能调阅菜单修改参数,否则将严重影响测量。
卜处标谁厚度电压
18
码盘陨序
佃:
:
修正系僉
19
开出顷序
曰1:
資看存fl#曲袋
陀:
标定曲线
":
:
功能选择
Z®
材质■&称
2:
标定曲线线性偏离
Z1
啦:
修正曲线
口:
谨写设章
ZZ
输出调试
琢:
霧点校正IX,
1哉串口设章
Z3
基池址
閒:
说明
侣】道设章
Z4
釉摸屛定位
即:
目功目标庁度
工⑺温度补偿参數
Z5
聞:
标准犀度
":
主扳谨写地址
北京桂夕否和技有隈公而mSQbG序期=13
1、工作页面(见图1)可以通过DOS的“批”处理或选择“0(厚度计”,进入。
图1工作页面
1)存储:
储存当前道内的曲线。
2)标定:
对当前道进行标准化(参照标定)
3)实测值显示:
显示当前厚度。
4)目标值显示:
目标厚度值。
5)显示阈:
士呵。
5_678
精电压精厚度模出⑼稳态指数零点校正校零次数m秒影点材质
1)精电压:
拟量信号输入(0〜10V)。
2)精厚度:
0.3s采样平均厚度。
3)模出:
模拟量信号输出(±10V对应±100)
4)稳态指数:
稳态。
5)零点校正:
零厚度校正。
单位呵。
6)校零次数:
稳态,自动校零次数。
7)吸收系数:
1gm对射线的吸收。
8)秒数/点:
曲线周期。
9)材质:
对应当前测量材料。
2、查看存储曲线(略)查看记录,并可以打印。
3、标定曲线(见图3)标定时,自动生成衰减曲线。
图左上角退出
2”勺4
图3标定曲线
4、标定曲线线性偏离(略)对标定曲线线性化。
5、修正曲线(略)合金修正时的标准化曲线修正。
6、零点校正(略)稳态,自动校零记录的校正厚度。
7、自动目标厚度(略)仅适用于固定轧制工艺。
8标准厚度(见图7)
标准样片厚度(单位:
mm),由用户自备。
标准厚度允许多个样片组合(标准厚度最大值应大于有效量程)。
输入按由小到大的顺序(含0厚度),标准板精度越高,测量精度越高,无效设-1。
材质1恥
HR
cc
DD
EE
FF
0
0
0
0
9
G
0
1
0.017
0.Z8
0.4
0.0343
0.1
2
Z.273
e.035
0.S65
0.?
0.0616
0.2
3
0.840
Z
0.1011
0.3
4
-t
0.06&
1-13
3
6,1333
0P4
5
-1
0.073
1.41&
5
0aZ€Ol
Q.5
6
-1
0.141
1.7
id
0.3102
G.6
7
-1
0.239
1.985
13
0.342^
0.7
a
-1
2.273
0.-1135
0.8
9
-1
-1
2.561
zo
-1
OS
10
-1
-1
ZB45
Z1
-1
1
11
-1
-1
3.133
-1
1.1
12
-1
3.42Z
13
-1
-I
-1
-I
-1
14
-1
-1
-1
-1
-1
-1
15
-1
-1
-1
-1
-i
-1
16
-1
-1
-1
-1
-1
-1
图7标准板厚度
9、标准厚度电压(略)标定时生成,对应标准厚度
10、修正系数(略)修改实测厚度时生成。
11、功能选择(见下图)
说明0
1
2
3
数值
0
给定
键盘
码盘
自动
PLC
0
1
模入卡型号
9233
9230H
9Z30
0
2
合金修正
单点
多点
1
3
厚度单位
mn
0
1
目标值颜色
红
1
5
曲线时间刻度
实时
相对
0
6
屏幕显示
厚度
偏差
0
7
豆示表昱示
厚度
侖差
0
0
模出开出
精密
标准
快速
即时
3
9
显不表屏幕显乔精密
标准
快速
即时
3
10
曲线
精密
标准
快速
即时
3
11
曲线
平均值
瞬时值
1
12
模出〔改垮线)
偏差
厚度
0
13
开出
无
倫差
厚度
目标
2
14
(进菜单<说明“
厚度计
燕大上位机
0
0
给定(目标)0:
键盘;1:
码盘;2:
自动;3:
PLC
0:
鼠标、键盘;1:
外部BCD码;2:
自动给定;3:
PLC通信。
1
模入卡型号0:
9233;1:
9230H;2:
9230
AD/DA卡型号。
2
合金修正0:
单点;1:
多点
设置修改合金的计算方法。
3
厚度单位0:
mm;1:
卩
厚度单位对应标准化单位。
4
目标值颜色0:
兰;1:
红
设定工作画面中目标厚度的颜色。
5
曲线时间刻度0:
实时;1:
相对
0:
当前的时间。
1:
相对时间;
6
屏幕显示0:
厚度;1:
偏差
0:
厚度栏显示实际厚度;1:
厚度栏显示厚差。
7
显示表显示0:
厚度;1:
偏差
0:
现场显示表显示实际厚度;1:
现场显示表显示厚差。
8
模出开出0:
精密;1:
标准;2:
快速;3:
即时
0:
稳态刷新。
1:
0.3s刷新。
2:
<0.1s刷新。
3:
与写摸出同步。
9
显示表屏幕显示0:
精密;1:
标准;2:
快速;3:
即时
0:
稳态刷新。
1:
0.3s刷新。
2:
<0.1s刷新。
3:
与写摸出同步。
10曲线0:
精密;1:
标准;2:
快速;3:
即时
0:
稳态刷新。
1:
0.3s刷新。
2:
<0.1s刷新。
3:
与写摸出同步。
11曲线0:
平均值;1:
瞬时值
0:
单位时间内平均。
1:
瞬时。
12模出(修改垮线)0:
偏差;1:
厚度
0:
模拟量输出厚差信号,±0V对应±00口。
1:
模拟量输出厚度信号,0〜10V对应0〜4mm。
13开出0:
无;1:
偏差;2:
厚度;3:
目标
数子量输出:
0:
无。
1:
厚差输出。
2:
厚度输出。
3:
目标厚度输出。
14(进菜单<说明>)0:
厚度计;1:
燕大上位机
设置目标厚度使用串口通讯的类型,只适用与上位机通讯。
12、功能开关(见下图)
3厚度回❾自动拷贝
"厚廉回❻自功存曲绡
丄
N=改目标时存且清曲线
3=O回扌旨针我表头
O
右幵出倒冋
O
吁=于干人宦1向T
O
"再幕保护秒数*O
O
p:
^❻
说明:
0
厚度回0自动拷贝
0:
不打印曲线;1:
回0时,自动打印曲线。
1
厚度回0自动存曲线
0:
不存储曲线;1:
回0时,自动存储曲线。
2
改目标时存且清曲线
0:
不刷新曲线;1:
回0时,自动刷新且存储曲线。
3
画面指针式表头
0:
目标栏显示厚度;1:
目标栏显示模拟指针;
4
开出倒向
数字逻辑输出转换。
5
开入倒向
数字逻辑输入转换。
6
屏幕保护秒数or0
设置显示器屏幕保护的时间,设置0为无效。
7
测量电压
模拟输出基准调试。
2
3:
模人次数/模出(自动生成)
数值■[£■■■
20
10
94
名称
e
微秒延时数(自动生成)
写模出周期(毫秒)
序号
最大稳态指数
13、读写设置(见下图)
说明:
0
最大稳态指数
稳态指数。
50〜100
1
写模出周期(毫秒)
写模出周期。
周期越长,读模次数越多,输出精度越高。
2
微秒延时数(自动生成)
读延时。
3
模入次数/模出(自动生成)图例:
94次/20毫秒
一个写模出周期内,读模次数。
14、串口设置(见下图)
设定各设备使用的串口地址,无效为-1
15、道设置(见下图)
序号名称4机名—
轧机直
轧机W
o:
开源最低电压
01
0,1
1:
稳态最大相对电压偏差
G.01
0.0&
比屛幕弓位县示下限厚度
5
5
3=表头勻位墓示下限厚度
5
5
4:
最大校零和曲线更新厚度
e.oe
o.es
5:
模岀满度偏差m
100
1OO
自:
摸出满度厚■度
1
1
7:
-11
-11
8:
目标模出满度{单道用)or-1
-1
-1
日:
厚度显示模岀幵岀下阈
0.0O&
o.eoG
10:
扌艮警上偏差
-1
-1
11=扌艮警下偏差
-1
-1
辽:
合:
各上偏差
-1
-i
13:
合格下偏差
-1
-1
0
开源最低电压(V)
小于最低电压时,表示放射源已关闭。
1
稳态最大相对电压偏差
稳态允许最大相对电压偏差(%)。
非稳态自动进入即时测量状态。
2、3屏幕、表头3位显示下限厚度
显示3位。
4
最大校零和曲线更新厚度
允许校零及曲线更新的最大厚度。
5
模出满度偏差(Q
模拟
〔1量厚差输出。
±0V对应±00阿
6
模出满度厚度(mm)
模拟量厚度输出。
0〜10V对应0〜4mm
8
目标模出满度or-1
模拟量厚度输出。
目标值输出。
9
厚度显示模出开出下阈
0厚度显示阈。
10
报警上偏差
正偏差超差报警提示。
11
报警下偏差
负偏差超差报警提示。
12
合格上偏差
合格率允许上偏差。
13
合格下偏差
合格率允许下偏差。
16、温度补偿参数(略)
17、主板读写地址(略)
18、码盘顺序(略)BCD码。
佃、开出顺序(略)BCD码。
20、材质名称(略)
材料名称,数量W6种。
工1作时根据所轧制的材料在工作画面中的材质框内进行相应选择。
(一种材料对应一种标准化数据)。
21、名称(略)对应左右测厚仪。
-11
22、输出调试(见下图)
序号名称丨机■&刁
轧机左
轧机右
模岀伏数-103
010or-11
-11
1:
开出厚度
or-11
-11
-11
测试模拟量输出或数字量输出。
测试完成后必须设置为
23、基地址(略)
工控机内各功能板的地址,出厂前已设置完成。
24、触摸屏定位(略)触摸屏的定位工具。
六、测厚仪标定方法
1、样片要求:
标准板表面不能有皱折、裂纹、锈蚀等缺陷。
标准板精度。
厚度精度w±m;同板差w±m
(标准板精度越高,测量精度越高。
)
样片尺寸:
200X200mm
样片厚度:
0.2、0.5、1.0、1.5、2.0、2.5
2、系统标定步骤如下:
图7标准板厚度
例如:
图示材质AA有4个样片:
0、0.28、2.273、2.845;
退出标准厚度输入页面,回到测量页面。
确认探测器下无被测量材料。
放大籌饱和
■|■I-1■
选择对应的材质,与标准厚度输入的材质一致;
G
0
-10
1
&
0
O
1
AA
精电压
精厚度
模出
稳态猎数
零点虹
校零次数
秒抑点
材质
用鼠标左键点击需进行标定工作的“标定”框
标定开始(根据计算机提示厚度放入相应的标准样片,从0厚度
开始到最大标准厚度。
)。
注:
1、标定时,标准样片的位置应当与轧制线位置吻合。
2、两通道需要分别依次标定。
所有的标准板标定完毕后,退出程序后,再进入,此时标定后的数据将被存储在机器硬盘。
否则,该数据经关闭计算机电源后,数据将丢失。
AD/DA板卡接线图
1、CN1(DB9)接线图:
管脚号
解释
管脚号
解释
1
AD0+(0道信号正)
6
AD0-(0道信号负)
2
radi+(i道信号正)
7
rad1-(1道信号负)
3
AGND
8
AGND
4
+12V
9
-12V
5
空
2、CN2(DB25)接线图
管脚号
解释
管脚号
解释
1
DI0
14
DI1
2
DI2
15
DI3
3
DI4
16
DI5
4
DI6
17
DI7
5
DO0(开出0)
18
DO1(开出1)
6
DO2(开出2)
19
DO3(开出3)
7
DO4(开出4)
20
DO5(开出5)
8
DO6(开出6)
21
DO7(开出7)
9
E-VDD
22
GND(开出地)
10
DGND(开出地)
23
DAV0(电压模出1)
11
AGND(模出地)
24
DAI0
121
DAV1(电压模出2)1
25
AGND(模出地)
13
DAI1
数字量开出、开入板
DB37连接管脚定义:
管脚
说明
BCD码
管脚
说明
BCD码
位别
组别
1
DO/DI0
1
20
DO/DI1
2
百位
0道
2
DO/DI2
4
21
DO/DI3
8
3
DO/DI4
1
22
DO/DI5
2
千位
4
DO/DI6
4
23
DO/DI7
8
5
DO/DI8
1
24
DO/DI9
2
个位
6
DO/DI10
4
25
DO/DI11
8
7
DO/DI12
1
26
DO/DI13
2
十位
8
DO/DI14
4
27
DO/DI15
8
9
DO/DI16
1
28
DO/DI17
2
百位
1道
10
DO/DI18
4
29
DO/DI19
8
11
DO/DI20
1
30
DO/DI21
2
千位
12
DO/DI22
4
31
DO/DI23
8
13
DO/DI24
1
32
DO/DI25
2
个位
14
DO/DI26
4
33
DO/DI27
8
15
DO/DI28
1
34
DO/DI29
2
十位
16
DO/DI30
4
35
DO/DI31
8
17
GND
外接地
36
VDD
外接正电源(共电源方式)
18
GND
外接地
37
空
19
空
中间板(不放大)
小电压板接线约定
中间板输入(CN2、CN3)DB9母头
小圆板放大器
管脚
说明
线色
管脚
说明
线色
1
信号+
红色
S
6脚电压
2
+
信号+
3
高压(-500VDC)
黄色
-
信号-
4
+15VDC
蓝色
S
屏蔽
5
电源地
白色
VH
咼压
6
信号-
+15V
7
-15V
8
GND
公共地
9
-15VDC
绿色
计算机信信
号米集板DB9母头
中间板(CN1)DB9公头
管脚
说明
线色
管脚
说明
线色
1
0道信号+
红色
1
2
1道信号+
红色
2
3
3
4
4
0道信号+
红色
5
5
1道信号+
红色
6
0道信号-
黑色
6
7
1道信号-
黑色
7
8
8
0道信号-
黑色
9
9
1道信号-
黑色
 升级会员
升级会员 