离合器体加工工艺工序卡片副本.docx
《离合器体加工工艺工序卡片副本.docx》由会员分享,可在线阅读,更多相关《离合器体加工工艺工序卡片副本.docx(15页珍藏版)》请在冰豆网上搜索。
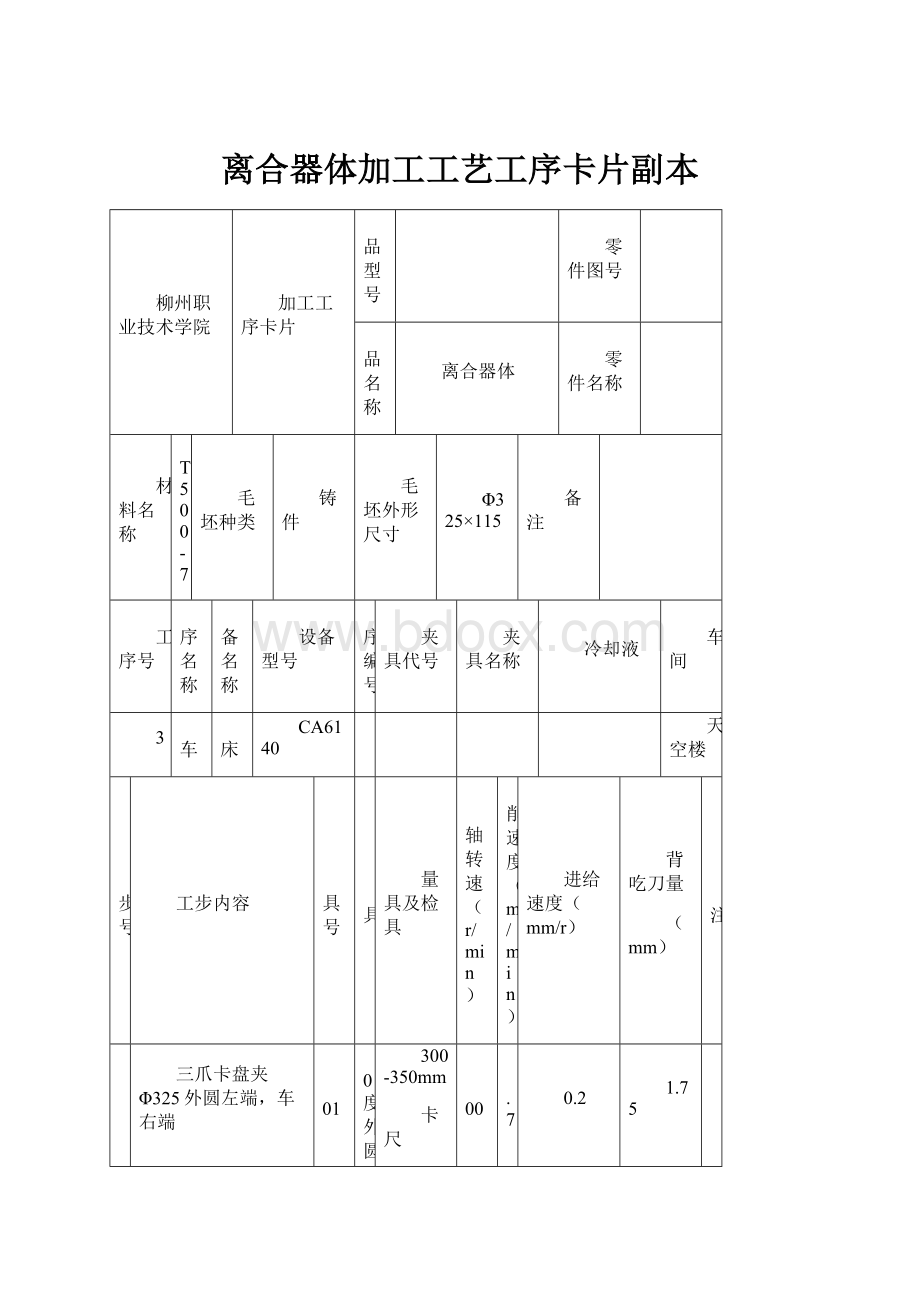
离合器体加工工艺工序卡片副本
柳州职业技术学院
加工工序卡片
产品型号
零件图号
产品名称
离合器体
零件名称
材料名称
QT500-7
毛坯种类
铸件
毛坯外形尺寸
Φ325×115
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
3
粗车
车床
CA6140
天空楼
工步号
工步内容
刀具号
刀具
量具及检具
主轴转速(r/min)
切削速度(m/min)
进给速度(mm/r)
背吃刀量
(mm)
备注
1
三爪卡盘夹Φ325外圆左端,车右端
面长度至111.5留1.5MM精车余量
T01
90度外圆车刀
300-350mm
卡尺
200
8.7
0.2
1.75
2
车右端Φ210外圆至Φ211.5,留1.5MM半精车余量
T01
90度外圆车刀
300-350mm
卡尺
350
13.1
0.2
57
分20次,每次2mm
3
车右端Φ280外圆至281.5留1.5MM半精车余量
T01
90度外圆车刀
300-350mm
卡尺
200
8.7
0.2
22
分10次每次2mm
4
车Φ85内孔至Φ84,留1MM半精车余量
90度外圆车刀
300-350mm
卡尺
500
21
0.2
0.5
5
掉头装夹,车左端外圆,长度方向留1MM精车余量
T01
90度外圆车刀
300-350mm
卡尺
450
17.6
0.2
1
6
车Φ320外圆至Φ321.5,留1.5MM半精车余量
T01
90度外圆车刀
300-350mm
卡尺
200
8.7
0.2
2
7
0.2
编制
审核
批准
共页
第页
柳州职业技术学院
加工工序卡片
产品型号
零件图号
产品名称
离合器体
零件名称
材料名称
QT500-7
毛坯种类
铸件
毛坯外形尺寸
Φ325×115
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
4
半精车
数控车床
CA6140
天空楼
工步号
工步内容
刀具号
刀具
量具及检具
主轴转速(r/min)
切削速度(m/min)
进给速度(mm/r)
背吃刀量
(mm)
备注
1
夹Φ210外圆,半精车大端面留0.8mm精车余量
T02
75度外圆车刀
300-350卡尺
350
13.1
0.2
1
2
车Φ320外圆留0.8mm精车余量
T02
75度外圆车刀
300-350卡尺
200
8.7
0.2
0.6
3
车右端Φ280/Φ210外圆留0.8MM精车余量
T02
75度外圆车刀
300-350卡尺
200
8.7
0.2
0.6
4
车Φ85留0.5精车余量
T03
45度内孔车刀
300-350卡尺
0-100
21
0.2
0.5
5
6
柳州职业技术学院
加工工序卡片
产品型号
零件图号
产品名称
离合器体
零件名称
材料名
称
QT500-7
毛坯种类
铸件
毛坯外形尺寸
Φ325×115
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
6
拉
拉床
L6104
天空楼
工步号
工步内容
刀具号
刀具
量具及检具
主轴转速(r/min)
切削速度(m/min)
进给速度(mm/r)
背吃刀量
(mm)
备注
1
拉削22键槽至图样尺寸,保证90.4的高度尺寸
T10
拉刀
2
3
4
5
6
7
编制
审核
批准
共页
第页
柳州职业技术学院
加工工序卡片
产品型号
零件图号
产品名称
离合器体
零件名称
材料名
称
QT500-7
毛坯种类
铸件
毛坯外形尺寸
Φ325×115
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
7
钳工
天空楼
工步号
工步内容
刀具号
刀具
量具及检具
主轴转速(r/min)
切削速度(m/min)
进给速度(mm/r)
背吃刀量
(mm)
备注
1
拉削22键槽至图样尺寸,保证90.4的高度尺寸
T10
拉刀
2
3
4
5
6
7
编制
审核
批准
共页
第页
柳州职业技术学院
加工工序卡片
产品型号
零件图号
产品名称
离合器体
零件名称
材料名
称
QT500-7
毛坯种类
铸件
毛坯外形尺寸
Φ325×115
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
8
钻
钻床
天空楼
工步号
工步内容
刀具号
刀具
量具及检具
主轴转速(r/min)
切削速度(m/min)
进给速度(mm/r)
背吃刀量
(mm)
备注
1
夹具装夹Φ85为基准,22键槽定位,控制圆孔与Φ85H8孔中心距88±0.05,钻Φ32孔H8圆孔
T11
钻刀
2
3
4
5
6
7
编制
审核
批准
共页
第页
柳州职业技术学院
加工工序卡片
产品型号
零件图号
产品名称
离合器体
零件名称
材料名
称
QT500-7
毛坯种类
铸件
毛坯外形尺寸
Φ325×115
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
8
铰
天空楼
工步号
工步内容
刀具号
刀具
量具及检具
主轴转速(r/min)
切削速度(m/min)
进给速度(mm/r)
背吃刀量
(mm)
备注
1
上拉模以Ø85+0.034内孔及大端面为基准,22键槽定位,铰32H8方孔留0.5mm余量精铰
T12
铰刀
2
3
4
5
6
7
编制
审核
批准
共页
第页
柳州职业技术学院
加工工序卡片
产品型号
零件图号
产品名称
离合器体
零件名称
材料名
称
QT500-7
毛坯种类
铸件
毛坯外形尺寸
Φ325×115
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
8
精铰
天空楼
工步号
工步内容
刀具号
刀具
量具及检具
主轴转速(r/min)
切削速度(m/min)
进给速度(mm/r)
背吃刀量
(mm)
备注
1
上拉模以Ø85+0.034内孔及大端面为基准,22键槽定位,铰32H8方孔
T13
铰刀
2
3
4
5
6
7
编制
审核
批准
共页
第页
柳州职业技术学院
加工工序卡片
产品型号
零件图号
产品名称
离合器体
零件名称
材料名
称
QT500-7
毛坯种类
铸件
毛坯外形尺寸
Φ325×115
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
10
精车
数控车床
CA6140
天空楼
工步号
工步内容
刀具号
刀具
量具及检具
主轴转速(r/min)
切削速度(m/min)
进给速度(mm/r)
背吃刀量
(mm)
备注
1
软爪夹住Ø320,车削外圆Ø280,长30,并保证Ø320长度
T02
75度外圆车刀
300-350卡尺
200
8.7
0.2
0.5
2
车外圆Ø210长65+0.12,至图样尺寸,并倒2X45,3X45至图样尺寸
T02
75度外圆车刀
300-350卡尺
350
13.1
0.2
0.5
3
4
5
6
7
编制
审核
批准
共页
第页
柳州职业技术学院
加工工序卡片
产品型号
零件图号
柳州职业技术学院
加工工序卡片
产品型号
零件图号
产品名称
离合器体
零件名称
材料牌号
毛坯种类
铸件
毛坯外形尺寸
Φ325×115
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
11
刨
牛头刨床
B650
天空楼
工步号
工步内容
刀具号
刀具
量具及检具
主轴转速(r/min)
切削速度(m/min)
进给速度(mm/r)
背吃刀量
(mm)
备注
1
刨7H1360-0.1,阶台至尺寸
T14
刨刀
2
3
4
5
6
7
编制
审核
批准
共页
第页
柳州职业技术学院
加工工序卡片
产品型号
零件图号
产品名称
离合器体
零件名称
材料牌号
毛坯种类
铸件
毛坯外形尺寸
Φ325×115
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
12
钳
天空楼
工步号
工步内容
刀具号
刀具
量具及检具
主轴转速(r/min)
切削速度(m/min)
进给速度(mm/r)
背吃刀量
(mm)
备注
1
用钻模以防空基准定位,钻/攻2~M10X1.5及Ø5x90的支头圆孔
2
3
4
5
6
7
编制
审核
批准
共页
第页
 升级会员
升级会员 