不锈钢管对接焊接工艺评定报告doc.docx
《不锈钢管对接焊接工艺评定报告doc.docx》由会员分享,可在线阅读,更多相关《不锈钢管对接焊接工艺评定报告doc.docx(15页珍藏版)》请在冰豆网上搜索。
不锈钢管对接焊接工艺评定报告doc
共10页第1页
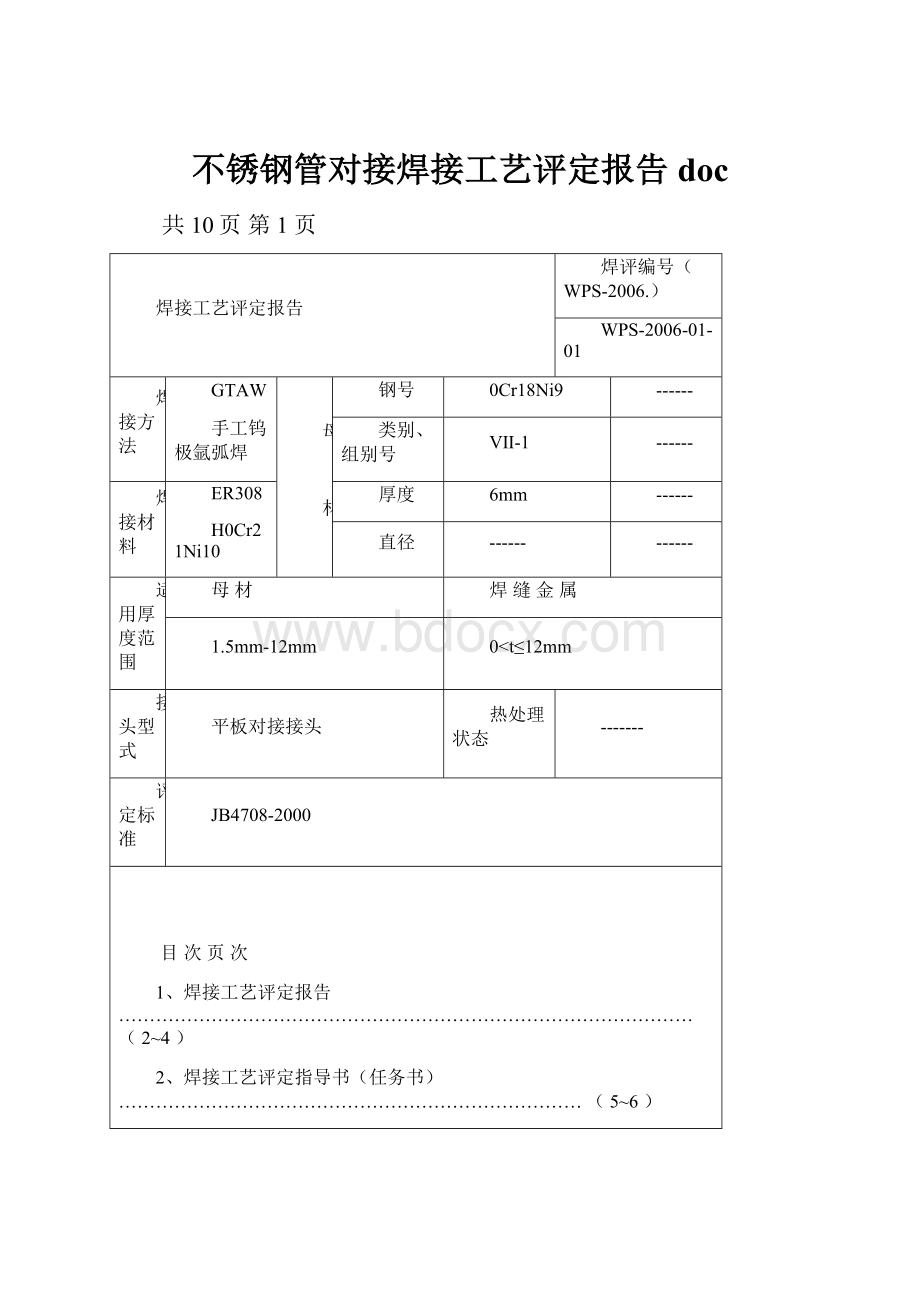
焊接工艺评定报告
焊评编号(WPS-2006.)
WPS-2006-01-01
焊接方法
GTAW
手工钨极氩弧焊
母
材
钢号
0Cr18Ni9
------
类别、组别号
Ⅶ-1
------
焊接材料
ER308
H0Cr21Ni10
厚度
6mm
------
直径
------
------
适用厚度范围
母材
焊缝金属
1.5mm-12mm
0接头型式
平板对接接头
热处理状态
-------
评定标准
JB4708-2000
目次页次
1、焊接工艺评定报告…………………………………………………………………………………(2~4)
2、焊接工艺评定指导书(任务书)…………………………………………………………………(5~6)
3、焊评施焊记录表……………………………………………………………………………………(7)
4、外观和无损检测记录表……………………………………………………………………………(8)
5、力学性能检验记录表………………………………………………………………………………(9)
6、硬度、金相、角焊缝、焊缝化学成分检验记录表………………………………………………(10)
报告日期:
结论
本评定按JB4708-2000标准规定,焊材试件,检验试样,测定性能,确认试验记录正确。
评定结果:
√合格不合格
编制
审核
批准
日期
日期
日期
焊接工艺评定报告
共10页第2页
单位名称:
江苏天目建设集团有限公司
焊接工艺评定报告编号:
WPS-2006-01-01焊接工艺指导书编号:
WPS2006-01
焊接方法:
GTAW(手工钨极氩弧焊)机械化程度:
手工
接头简图:
母材:
材料标准:
GB4237
钢号:
0Cr18Ni9
类、组别号:
Ⅶ-1与类、组别号:
Ⅶ-1相焊
厚度:
6mm
直径:
---------
其它:
---------
焊后热处理:
热处理温度(℃):
--------
保温时间(h):
--------
保护气体:
气体种类混合比流量(L/min)
保护气体氩气------6-8L/min
尾部保护气------------------
背部保护气氩气------3-5L/min
填充金属:
焊材标准:
YB/T5092
焊材牌号:
H0Cr21Ni10
焊材规格:
φ2
焊缝金属厚度:
6mm
其它:
--------
电特性:
电流种类:
直流
极性:
正
钨极尺寸:
φ3
焊接电流(A):
100-150A
电弧电压(V):
10-15V
其它:
----------
焊接位置:
对接焊缝位置:
平位方向(向上、向下)
角焊缝位置:
--------方向(向上、向下)
技术措施:
焊接速度(cm/min):
8~10
摆动或不摆动:
稍摆动
摆动参数:
----------
多道焊或单道焊(每面):
多道焊
多丝焊或单丝焊:
---------
其它:
---------
预热:
预热温度(℃):
--------
层间温度(℃):
﹤150℃
其它:
--------
共10页第3页
拉伸试验试验报告编号:
088
试样编号
试样宽度(mm)
试样厚度(mm)
横截面积(mm2)
断裂载荷
(kN)
抗拉强度(MPa)
断裂部位和特征
P04-01-1
25.2
6
151.2
90.2
596
焊缝中心
P04-01-2
24.9
5.8
144.42
88.7
614
焊缝中心
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
弯曲试验试验报告编号:
088
试样编号
试样类型
试样厚度(mm)
弯心直径
(mm)
弯曲角度
(°)
试验结果
P04-01-1
面弯
6
24
180
合格
P04-01-2
面弯
6
24
180
合格
P04-01-3
背弯
6
24
180
合格
P04-01-4
背弯
6
24
180
合格
冲击试验试验报告编号:
--------
试样编号
试样尺寸
缺口类型
缺口位置
试验温度(℃)
冲击吸收功(J)
备注
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
共10页第4页
金相检验(角焊缝):
根部:
(焊透、未焊透)------焊缝:
(熔合、未熔合)------焊缝、热影响区:
(有裂纹、无裂纹)------
检验截面
Ⅰ
Ⅱ
Ⅲ
Ⅳ
Ⅴ
焊脚差(mm)
------
------
------
------
------
无损检验:
RT:
合格UT:
--------
MT:
--------PT:
--------
其它:
--------
耐蚀堆焊金属化学成分(重量%)
C
Mn
Si
P
S
Cr
Ni
Mo
V
Ti
Nb
------
------
------
------
------
------
------
------
------
-----
------
分析表面或取样开始表面至熔合线的距离(mm):
------
附加说明:
------
结论:
本评定按JB4708-2000规定焊接试件、检验试样、测定性能,确认试验记录正确。
评定结果:
合格
焊工姓名
邱亚萍
焊工代号
H13
施焊日期
编制
陈洪元
审核
谢汉民
批准
李培松
日期
日期
日期
共10页第7页
焊评试验施焊记录表
焊评编号(PQRNo)
PQR-BGⅦ-1AZ6
焊工
邱亚萍
钢印
H13
检验员
王永明
记录者
王永明
母
材
名称
钢号
尺寸mm
炉批号
材质证明
其它
不锈钢板
0Cr18Ni9
6×150×400
YBD182088
B04-003
------
------
------
------
------
------
------
焊
材
牌号
尺寸,mm
炉批号
烘干
材质证明
其它
H0Cr21Ni10
Ф2
1112004110
------
HS04-001
氩气
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
焊接位置
平位
接头形式简图:
施焊技术
单面焊双面成型
预热温度
------
层间温度
<150℃
焊后热处理
------
后热处理
------
清根方法
------
保护气体
氩气6-8L/min(背氩3-5L/min)
脉冲频率
------
脉宽比,%
------
层
焊接
方法
焊材
牌号
焊材
规格
电流种类及极性
电流(A)
电压(V)
焊接速度(注)
热输入
kJ/cm
钨极
直径
喷嘴
直径
1
GTAW
H0Cr21Ni10
Ф2
直流正接
110
12
9
8.8
Ф3
Ф11
2
GTAW
H0Cr21Ni10
Ф2
直流正接
140
12
8
12.6
Ф3
Ф11
3
GTAW
H0Cr21Ni10
Ф2
直流正接
130
12
8
11.7
Ф3
Ф11
注:
手工焊cm/min;气体保护焊cm/min;埋弧焊cm/min。
共10页第8页
外观和无损检测记录表
焊评编号(PQRNo)
WPS2006-01
焊缝外观检查
表面裂纹
无
单面焊根部未焊透
无
表面气孔
无
单面焊根部未熔合
无
弧坑
无
单面焊根部凹陷
无
咬边
无
焊脚
------
焊缝余高
0.5mm
焊脚差
------
检验员:
审核人:
RT无损检测√XT□YT检测报告编号:
RT04-001
检测标准
片号
等级
结果
检测标准
片号
等级
结果
JB4730-94
P04-01-1
Ⅰ
合格
------
------
------
------
JB4730-94
P04-01-2
Ⅰ
合格
------
------
------
------
备注:
JB4708-2000无裂纹为合格
检测者:
审核人:
□MT□PT□UT检测报告编号:
------
检测标准
检测部位
结果
检测标准
检测部位
结果
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
备注:
------
检测者:
------年月日审核人:
------年月日
铁素体含量:
------
测量标准:
------
铁素体测量仪:
------
检验员:
------年月日审核人:
------年月日
其它:
------
共10页第9页
力学性能检验记录表
焊评编号(PQRNO.)
WPS2006-01
拉伸试验
试验标准号:
GB/T228-1987试验报告编号:
088
试样号
取样
位置
试样
试验
温度(℃)
σb(MPa)
σs
σ0.2
(MPa)
δ
(%)
ψ
(%)
断裂特点和部位
备注
宽度
厚度
P04-01-1
全截面
25.2
6
常温
596
------
46
------
焊缝中心
------
P04-01-2
全截面
24.9
5.8
常温
614
------
40
------
焊缝中心
------
弯曲试验
试验标准号:
GB/T232-1988试验报告编号:
088
试样号
试样型式
试样厚度α(mm)
弯轴直径D=α(mm)
弯曲角度(°)
弯曲结果
备注
P04-01-1
面弯
6
24
180
合格
------
P04-01-2
面弯
6
24
180
合格
------
P04-01-3
背弯
6
24
180
合格
------
P04-01-4
背弯
6
24
180
合格
------
冲击试验
试验标准号:
------试验报告编号:
------
试样号
试验温度(℃)
试样
缺口
冲击吸收功AKV(J)
侧膨胀值(mm)
备注
尺寸
方向
位置
型式
方向
位置
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
------
共10页第10页
硬度、金相、角焊缝、焊缝化学成分检验记录表
焊评编号(PQRNO.)
WPS2006-01
硬度试验
□HV(维氏)□HB(布氏)
测定位置示意图
------
硬度
位置
最大值
最小值
母材
------
------
热影响区
------
------
焊缝
------
------
金相检验记录
宏观组织检验照片1×
------
微观组织检验照片100×
------
角焊缝试验
切面
Ⅰ
Ⅱ
Ⅲ
Ⅳ
Ⅴ
接头断面示意图:
------
未焊透
------
------
------
------
------
裂纹
------
------
------
------
------
未熔合
------
------
------
------
------
焊脚差
mm
mm
mm
mm
mm
其它
------
------
------
------
------
焊缝金属化学成分(%)
C
Si
Mn
S
P
Cr
Ni
Mo
------
-----
------
------
------
------
------
------
------
------
------
------
------
注:
硬度试验,金相微观检验为JB4708不要求的特殊检验项目。
 升级会员
升级会员 