散热器扣具绘制规范.docx
《散热器扣具绘制规范.docx》由会员分享,可在线阅读,更多相关《散热器扣具绘制规范.docx(15页珍藏版)》请在冰豆网上搜索。
散热器扣具绘制规范
一、目的:
使我司扣具有据可依,符合客户要求,便于进料检验,保证品质
二、适用范围:
全体工程企划人员,使用及绘制扣具图面者
三、内容:
3.1扣具分类:
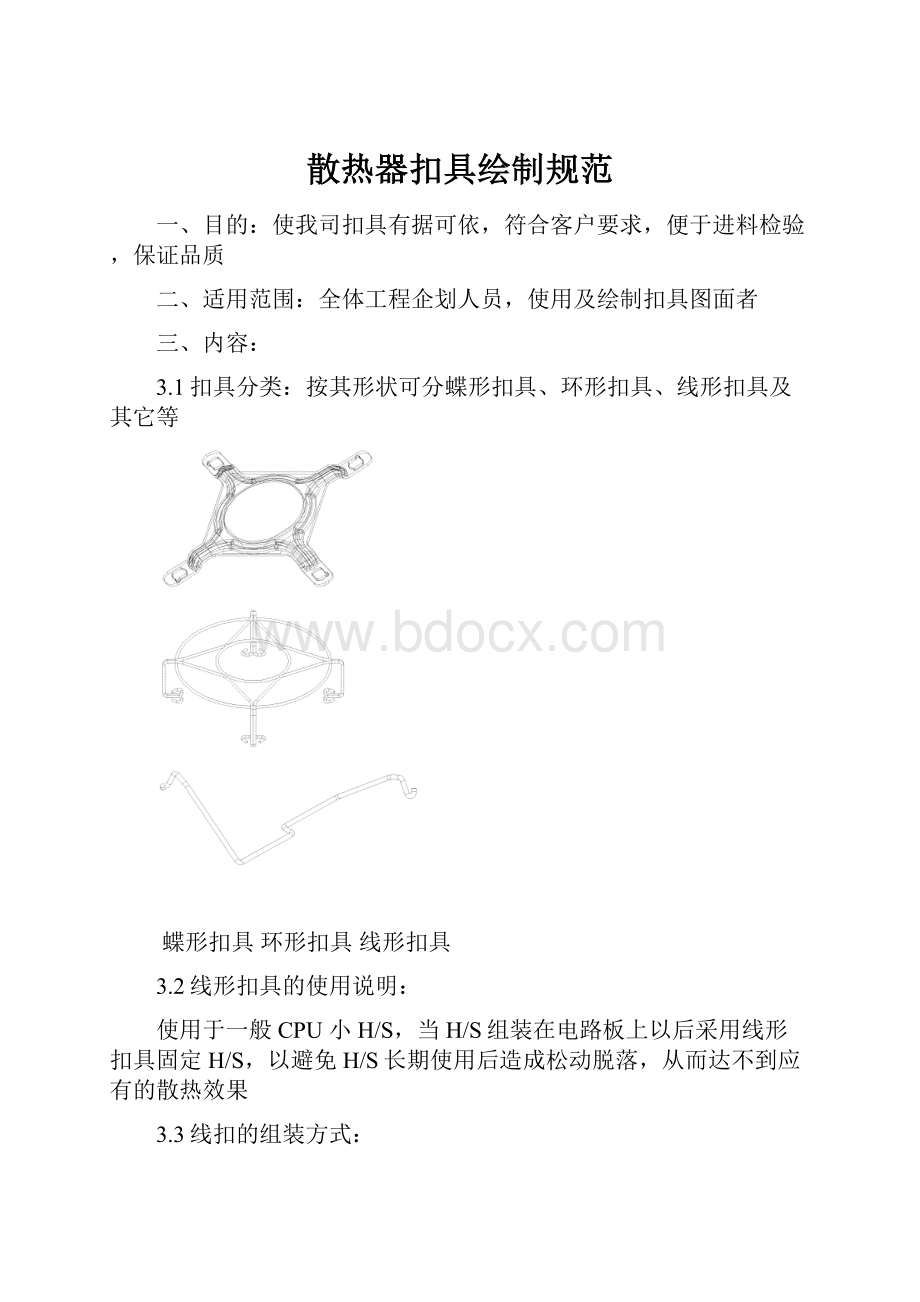
按其形状可分蝶形扣具、环形扣具、线形扣具及其它等
蝶形扣具环形扣具线形扣具
3.2线形扣具的使用说明:
使用于一般CPU小H/S,当H/S组装在电路板上以后采用线形扣具固定H/S,以避免H/S长期使用后造成松动脱落,从而达不到应有的散热效果
3.3线扣的组装方式:
①扣具是不需要压紧在H/S上的,直接放入H/S中(如:
产品A040000475);
需要压紧,不要允许松动(如:
产品A040000495);
不能太紧也不能太松(如:
产品A040000492);
能够转动,不可左右移动;
另外还有的是靠挤型限位来扣紧扣具的,如:
A040000666)
直接放入型压紧不可松动型
可转动型
3.4线形扣具的材质
3.4.1常用材质:
①stainlesssteel不锈钢‹例如:
C048000019›;②Ф1.39±0.03DIASUS304-WPA.SSTWIRE‹线径Ф1.39±0.03;04不锈钢线,例如:
C048000103›;③Ф1.39±0.03DIA3021/2HARDSSTWIRE‹线径Ф1.39±0.03,3021/2硬度锈钢线›④ASTM.A228MUSICWIREФ1.8mmSTOCK‹线径Ф1.8mm琴钢线例如:
C0480000103›⑤STEELWIREФ1.5mmSTOCKREFSAE1008‹线径Ф1.5mm钢线›如:
C048000123›⑥SUS301Stainlesssus301‹不锈钢线例如:
C0480000127›⑦Stamlesssteelspringwine‹不锈钢弹簧线例如:
C0480000128›
3.4.2SUS302、SUS304的区别:
①302:
是一种硬度很硬的不锈钢,韧性差,生产时很容易断裂;②304:
是一种含碳量偏低,硬度偏软类型的不锈钢
3.4.3琴钢线与不锈钢的区别:
a:
属性比较:
①琴钢线:
(含碳量高)磁性较强、表面较黑,易生锈,需做表面处理,电镀(电镀后表面特别白亮);②不锈钢:
(含碳量低)磁性很弱、表面呈灰白亮,不生锈,不需做表面处理,清洗即可;
b:
性能比较:
①琴钢线:
受力较大、强度高、含碳高、柔性好、较脆;②不锈钢:
受力小,耐皮劳度不够强,含碳量低;
c:
区分方法:
第-种:
砂能:
①琴钢线:
用砂能打火花较多;②不锈钢:
用砂能打火花较少;第二种:
火烧:
①用打火机烧,琴钢线会变成黑色;②用打火机烧,不锈钢变成黄色;第三种:
盐酸(化学药品):
①用琴钢线与盐酸反应会变成黑色;②用不锈钢与盐酸反应不会变色;第四种:
仪器(托外测试):
将琴钢线与不锈钢两种材质,进行托外测试,将材质内所含的成分以报表形式,显示出来。
3.5线扣的绘制方法:
(如图C048000146扣具)
3.5.1重点尺寸要求:
⑴线径:
线径为标准型材料,我司通常所使用的线径在ф1.2至ф1.8之间,其公差可达到±0.02,具体视客户要求而定
⑵两悬臂之间的夹角,测量方法:
将扣具平放在平台上,两悬臂之间投影出一夹角,其公差为±3°
图二
⑶两悬臂长需重点管控,
图三
⑷线扣悬臂与挂勾之间的角度需做重点管控,其公差为±1.5°;
图四
⑸挂勾不宜过长,太长组装后易刮伤散热器叶齿或侧边,所以其长宽及其夹角均需管控
图五
⑹线扣平台的宽度及高度需管控
图六
⑺线扣总长
图七
3.5.2注意事项:
①线扣材质及表面处理,供应商需附材质证明,不同材质对应的表面处理也不一致,一般表面处理有镀镍、镀铬、清洗等等②备注部分,客户的特别要求,如英文备注,要求检验的尺寸重点等③外观要求,表面不可碰刮伤,不可脏污异色,镀镍或镀铬需均匀,颜色需整体一致④未注公差,根据客户要求而定,一般线型公差为±0.5,未注角度公差为±3°⑤检测仪器,因线扣是成型模做成,其形状不规则,做图时需注意检测仪器与尺寸要一一对应,卡尺不可测的均可用投影仪或三次元完成(如图下所示)
3.5蝶形扣具的使用说明:
使用于太阳花形H/S上,用来固定H/S与铜芯及风扇等,以便于H/S更好地固定在机板上以更好地达到散热效果
3.6蝶形扣具的绘制方法(如图C048000053C-2)
3.6.1重点管控尺寸:
⑴外形尺寸:
由于受H/S组装至电路板上各零件的阻碍影响,虽非功性能尺寸但仍需做管控,尺寸一般公差设定为±0.2
图一
⑵扣具四孔是直接固定在机板上配合机板孔位的,属功能性尺寸,因此需重点管控,为了保证H/S散热功能不受影响公差务必严格管控,如:
尺寸
公差必控制在±0.2mm,
控制在±0.2或+0.1/-0.3(供应商制程能力最佳公差),尺寸受电路板孔位的影响,要求特别严,公差设定为
±0.15,
±0.1,
+0.2/-0.1。
如超公差,蝶形扣具将吻合不到孔位,塑胶扣具无法与电路板、扣具进行装配‹特别管控尺寸
›
图二
⑶针对某些角度在蝶形扣具中难以管控,测量不准确,所以角度公差厂商要求一般为±3º(公差较大)如图
角度,冲压易造成塌角,但又必须做管控,因为要装塑胶扣具(此角度客人要求不严格,以实际装配为准);
图三
⑷针对扣具内径公差可控制到30条以内,如图
+0.2/-0.1
图四
⑸材料厚度尺寸公差管控在±0.02mm,如图料厚1.6mm‹重点尺寸›;
图五
⑹如图尺寸39.77‵三次元′无法抓点,测量不准确,且难以管控,厂内公差设定±0.5以内可以放行;
图六
3.6.2尺寸测量检验标准:
⑴进料时所依据的标准图面(如图一)
⑵检测尺寸,标准94.62±0.2MM,使用仪器为游标卡尺。
测量步骤:
先将卡尺的尖端贴紧扣具的一角内框壁最低点,缓慢均匀移动副尺使卡尺另一尖端没入扣具上对角框内壁的最低点,然后读数。
(图二)
⑶检测尺寸10+0.3/-0.1MM,使用仪器为游标卡尺。
测量步骤:
先将卡尺的一端贴紧扣具角外缘,缓慢均匀移动副尺使卡尺另一端紧贴扣具角的另一边,然后读数。
(图三)
⑷检测尺寸53.5±0.2MM,使用仪器为游标卡尺。
测量步骤:
先将卡尺的一端贴紧扣具的一边,缓慢均匀移动副尺,使卡尺另一端贴紧扣具相对的一边,然后读数。
(图四)
⑸检测尺寸2.35±0.15MM,使用仪器为游标卡尺。
测量步骤:
先将卡尺的尖端贴紧扣具角外边,缓慢均匀移动副尺,使卡尺另一尖端没入此角内框的最近边缘,然后读数。
(图五)
⑹检测尺寸2.0±0.2MM,使用仪器为高度计。
测量步骤:
先将高度计的顶端平放于扣具的最下壁上,调正高度计归零定位,左手固定扣具,右手抬起高度计的顶针移至扣具连续上层平面,然后读高度计显示数值。
(图六)
⑺检验尺寸4.22+0.1/-0.3MM,使用仪器为高度计。
测量步骤:
先将高度计的顶端平放于扣具的最下壁上,调正高度计归零定位,左手固定扣具,右手抬起高度计的顶针移至扣具最角上层平面,然后读高度计显示数值,所得结果需减去材料厚度数值。
(图七)
⑻检测尺寸1.6±0.1MM,使用仪器为游标卡尺。
测量步骤:
先将卡尺的一端贴紧扣具的一边,缓慢均匀的移动副尺,使卡尺的另一端贴紧扣具的另一边,然后读数.(图八)
⑼其它要求:
扣具四角客户要求放在平台上,用左手按注扣具上端,用0.4mm塞规检测不通过即为合格;
 升级会员
升级会员 