轧钢加热炉自动化操作规程.docx
《轧钢加热炉自动化操作规程.docx》由会员分享,可在线阅读,更多相关《轧钢加热炉自动化操作规程.docx(9页珍藏版)》请在冰豆网上搜索。
轧钢加热炉自动化操作规程
轧钢加热炉自动化操作规程
根绝现场实际情况和工人的操作习惯,编写自动化操作程序如下:
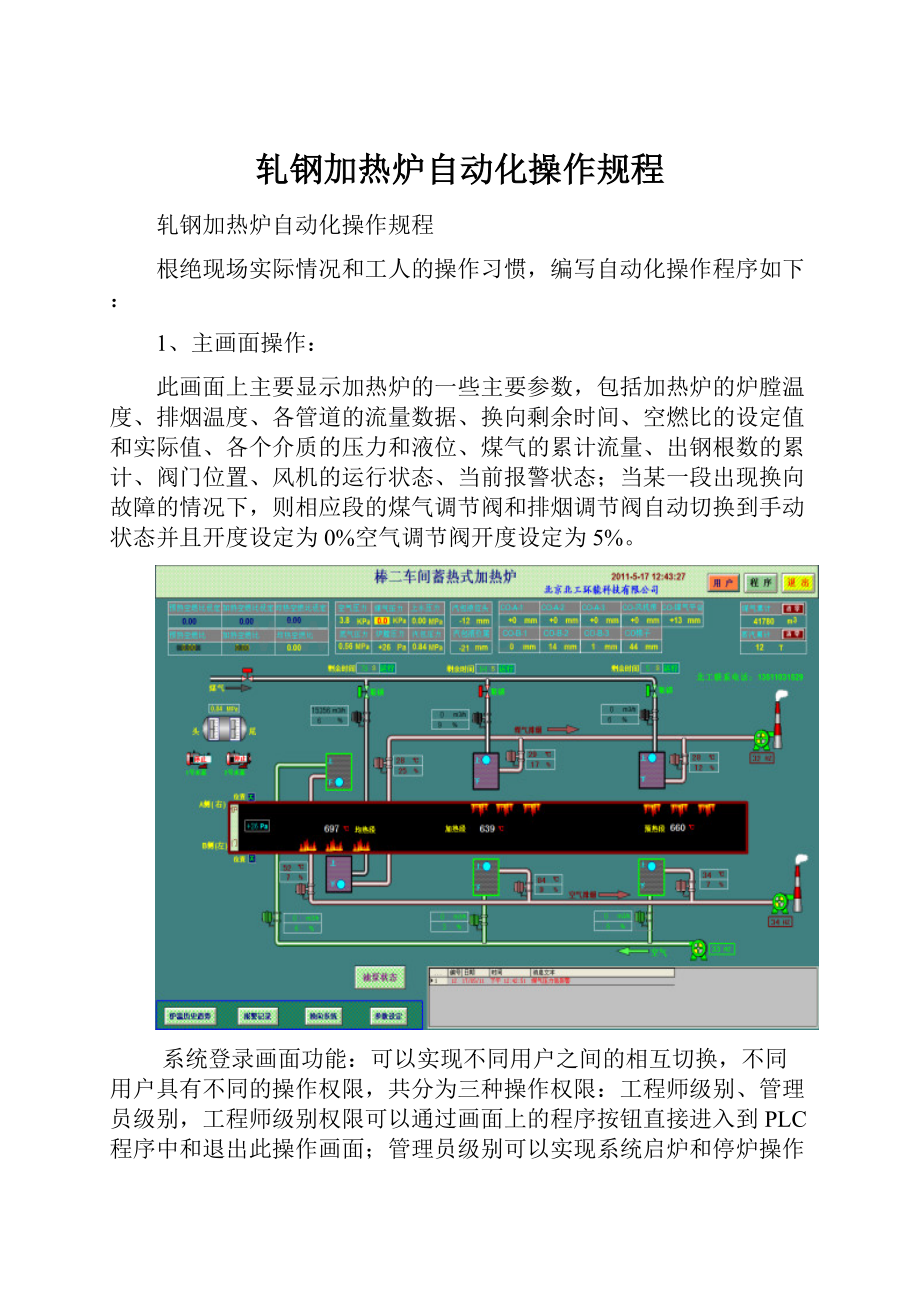
1、主画面操作:
此画面上主要显示加热炉的一些主要参数,包括加热炉的炉膛温度、排烟温度、各管道的流量数据、换向剩余时间、空燃比的设定值和实际值、各个介质的压力和液位、煤气的累计流量、出钢根数的累计、阀门位置、风机的运行状态、当前报警状态;当某一段出现换向故障的情况下,则相应段的煤气调节阀和排烟调节阀自动切换到手动状态并且开度设定为0%空气调节阀开度设定为5%。
系统登录画面功能:
可以实现不同用户之间的相互切换,不同用户具有不同的操作权限,共分为三种操作权限:
工程师级别、管理员级别,工程师级别权限可以通过画面上的程序按钮直接进入到PLC程序中和退出此操作画面;管理员级别可以实现系统启炉和停炉操作;操作员级别可以实现整个操作系统的各个设备操作和系统运行中的参数设定。
注意:
每次进入相应权限操作后需要重新进入登录画面并点击“退出登录”解除权限。
参数设置画面:
主要实现生产过程中的报警和控制参数设定,报警参数包括炉膛温度的上限设定、煤气压力的下限设定、空气压力的下限设定、压缩空气压力下限设定、汽包压力的上下限设定、两个汽包液位的上下限设定、水箱水位的上下限设定;控制参数设定包括炉膛目标控制温度值设定、空气排烟目标控制温度值设定、煤气排烟目标控制温度值设定、汽包压力目标控制值设定、空气压力目标控制值设定、炉膛压力目标控制值设定等目标控制值的设定。
所以在生产过程中设定相应的目标控制值后整个系统就会自动跟踪控制来达到设定的目标温度。
平常我们需要的目标控制值是一个范围,及控制目标是把现场状态控制在我们的设定值范围内。
阀门控制画面:
此画面主要用来控制炉膛温度和排烟温度,各个阀门的开度需要根据现场的具体情况进行调节,在调节阀门开度的时候需要注意观察主画面上的空燃比参数,保证空燃比参数在需要范围内,使空气和煤气能达到比较理想的燃烧状态;排烟阀门的控制是根据相应排烟管道上的排烟温度进行控制,如果排烟温度过高则需要适当关小相应的排烟调节阀的开度。
如果排烟温度过低则需要适当开大相应排烟调节阀的开度;各个调节阀门除了手动操作外还具有自动调节的功能,自动调节时根据设定参数进行调节,具体需要设定的参数在参数设定画面中进行,参数设定画面中包括控制参数和报警参数,对阀门自动控制的参数包括炉膛温度、烟气温度、炉膛压力、汽包压力等,在阀门设定为自动状态后,各个阀门就会根据现场温度和压力的实际情况进行自动调节阀门到需要的开度状态,使现场的实际状态实时跟随参数的设定状态。
风机操作画面:
风机操作画面主要完成的功能为控制鼓风机和引风机的启动和停止、鼓风机和引风机的速度调节;此画面中的三台风机具有手动和自动两种功能,手动状态下与现场各个设备状态没有联锁关系而独立控制;自动状态下鼓风机控制的功能为:
以空气管道上的压力为参考数据进行实时动态调节,空气压力设定值在参数设定画面中,如果空气压力小于设定压力的时候,PLC会根据现场压力情况自动调节鼓风机变频器的运行频率。
空气引风机和煤气引风机的功能都是调节加热炉内的炉膛压力,根据炉膛压力自动实时调节颅内压力。
换向控制画面:
主要实现功能为实现加热炉四段的换向时间设定,完成四段换向系统的启动、停止、强迫换向、定时、定温、故障复位功能。
如果此段换向系统有故障的时候需要在此换向操作画面上进行复位并重新启动此换向操作系统。
报警记录画面:
主要显示加热炉的各运行参数是否正常,如果系统出现故障,那么具体的故障原因可以在此处进行查询。
历史趋势画面:
主要是提供生产过程中的历史数据备查。
油泵运行监视画面:
主要显示加热炉三段12台换向油泵(6台为工作油泵6台为备用油泵)的运行状态。
每段中的空气换向油泵和煤气换向油泵必须各有一台处于运行中相应段换向系统才能运行。
煤气总管快切阀控制画面:
煤气总管快切控制画面中给出了如果要打开总管的所有条件,当条件满足的情况下相应的地方显示“具备”字样,如果条件不满足则相应的地方显示“不具备”。
煤气各段快切阀控制画面:
各段煤气快切阀门具有手动和自动两种控制方式,当快切阀门处于手动状态的情况下无论系统处于什么工作状态阀门都可以手动打开和关闭,如果阀门处于自动状态的情况下才能与整个换向系统一起构成一个完整的换向系统。
汽包控制画面:
汽包水位控制采用自动控制模式,汽包水位控制为汽包中心水位上下50mm,在正常生产的时候两个上水泵都采用自动控制模式;汽包一共有两个水位测量点,其中一个汽包水位(汽包上离炉头较近的液位检测点)由1号水泵控制,另一个汽包水位(汽包上离炉尾比较近的液位检测点)由2号水泵控制。
汽包压力可以由两个电动调节阀进行控制,一个电动调节阀在汽包顶上,另一个电动调节阀在汽包平台上,正常情况下汽包的压力控制由汽包平台上的电动调节阀进行控制,当汽包平台上电动调节阀故障时候可以切换到由汽包顶上的电动调节阀进行调节。
北京北工环能科技有限公司
2010-07-13
加热炉自动化异常情况判断方法
为了快速判断现场故障并处理,下面对现场故障进行举例说明
1、总管快切无法打开:
总管快切分为联锁和解锁两种工作状态,在手动状态下无法打开时只需要查现场线圈是否有24VDC有没有电源并检查电磁阀本体是否正常,电磁阀本体是否工作正常的判断方法为:
按电磁阀本体上的试验按钮,如果电磁阀动作状态正常且线圈有电,那么则故障为电磁阀线圈故障,如果线圈没有24VDC那么需要检查控制柜是否有电源输出;自动状态时注意快切阀弹出菜单中的各个条件是否满足,如果满足还不能打开那么检查方法与手动状态一样,如果不满足则检查不满足条件原因;在生产过程中如果有两段换向都处于故障状态则切断煤气总管快切阀。
2、换向故障:
换向故障时首先看报警栏中的具体报警问题,然后根据提示查具体的故障原因,例如:
均热段空气A侧进气故障,首先检查现场电磁阀是否故障,然后现场手动按电磁阀手动按钮是进气打开,检查开反馈信号是否在电脑上显示正常,如果显示不正常,则可能是现场接近开关安装位置不合适;如果信号显示正常,那么检查电磁阀线圈是否有电(220VAC),如果有电则故障可能为电磁阀线圈烧坏,如果没有电则查电器线路(控制柜是否有电源输出)。
换向阀各个气缸打开的条件是:
相应换向阀关闭到位信号正常;如果线圈得电15秒后并且气缸打开限位没有反馈到PLC中则此段报警并停止,如果线圈失电15秒后奇光关闭纤维没有反馈到PLC中则此段报警并停止。
 升级会员
升级会员 