减速箱体工艺过程卡与工序卡.docx
《减速箱体工艺过程卡与工序卡.docx》由会员分享,可在线阅读,更多相关《减速箱体工艺过程卡与工序卡.docx(10页珍藏版)》请在冰豆网上搜索。
减速箱体工艺过程卡与工序卡
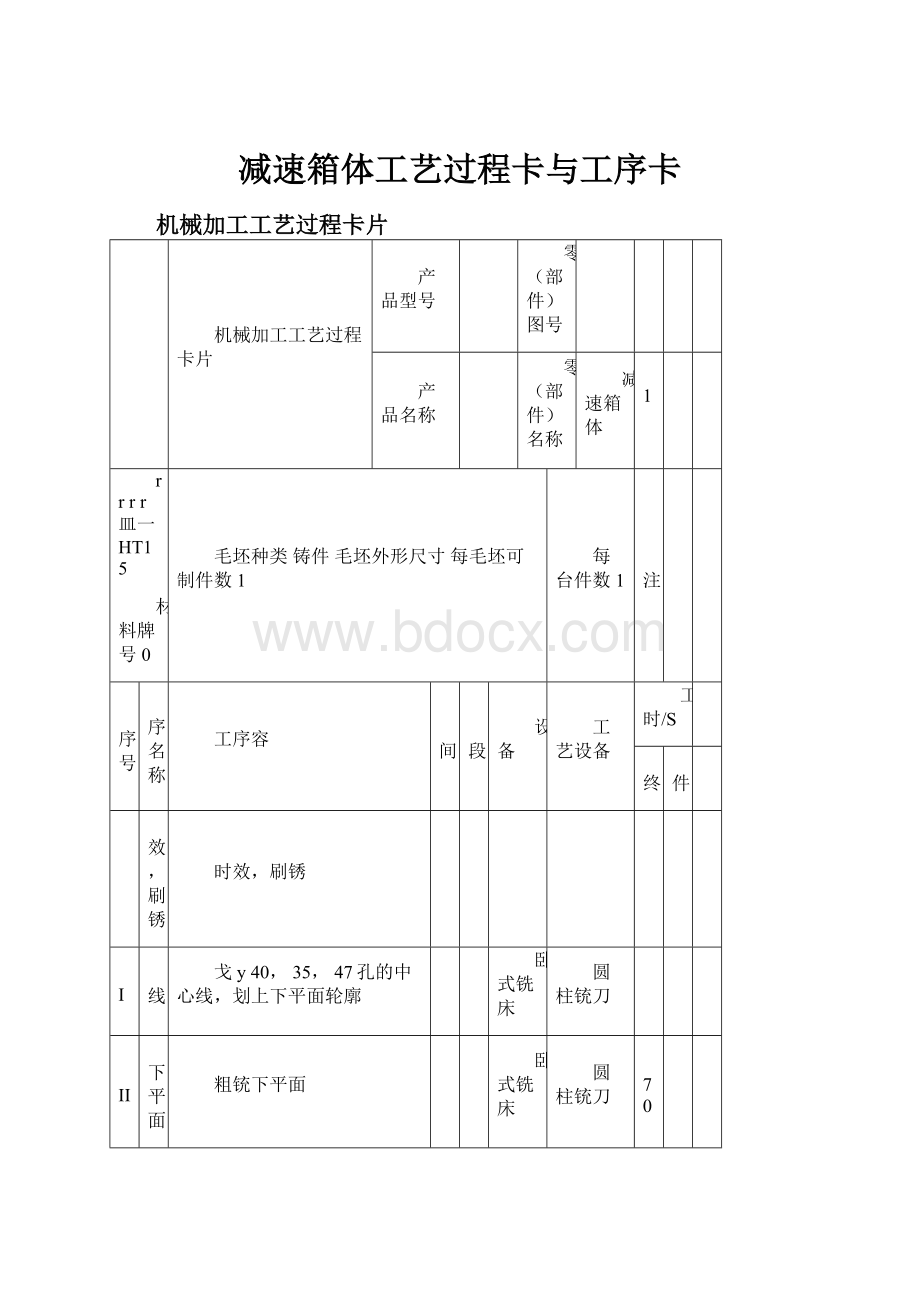
机械加工工艺过程卡片
机械加工工艺过程卡片
产品型号
零(部件)图号
产品名称
零(部件)名称
减速箱体
共1
页
第
1
页
rrrr皿一HT15
材料牌号0
毛坯种类铸件毛坯外形尺寸每毛坯可制件数1
每台件数1
备注
工序号
工序名称
工序容
车间
工段
设备
工艺设备
工时/S
准终
单件
I
时效,刷锈
时效,刷锈
II
划线
戈y40,35,47孔的中心线,划上下平面轮廓
卧式铣床
圆柱铳刀
III
铳下平面
粗铳下平面
卧式铣床
圆柱铳刀
170
IV
铣上平面
粗铣精铣上平面
卧式铣床
圆柱铳刀
288
V
铳端面
粗铳半精铳35孔两端面
卧式铣床
圆柱铳刀
144
VI
铳端面
粗铳半精铳40孔两端面
卧式铣床
圆柱铳刀
144
VII
镗孔
以顶平面为基准面,粗镗半精镗,精镗4700.027,刮75至尺寸
镗床
镗刀
120
VIII
镗孔
以底面为基准面,粗镗半精镗精镗35,40孔
镗床
镗刀
67.5
IX
钻孔
钻8至尺寸,6*9沉孔14深8
立式钻床
直柄麻花钻
95.8
X
1划线1
划35,40两端面的M5螺孔线共12个,划上平面4*M5螺孔线
XI
钻孔
钻孔,攻丝22-M5
立式钻床
直柄麻花钻
134
XII
去毛刺
去毛刺,打印件号,流水号,上漆
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
工步容
粗铳下平面
机械加工工序卡片1
产品型号
产品名称
工艺设备
圆柱铳刀
主轴转速
Ir-s-1
9.33
车间
零(部件)图号
零(部件)名称
毛坯种类
铸件
设备名称
工序号
III
毛坯外形尺寸
设备型号
卧式铳床|X60
夹具编号
工位器具编号
切削速度
Im-s-1
1.4
进给量
Imm-r-1
0.2
设计(日
期)
审核(日
期)
减速箱体
工序名
铳下平面
每毛坯可制件数
1
设备编号
夹具名称
专用铣夹具
材料牌号
HT150
每台件数
1
同时加工
1
切削液
工位器具名称
工序工时Is
准终|单件
走刀长度
Imm
181
进给次
数
1
工步工时Is机动辅助
126
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片2
期)
期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片3
期)
期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片4
2
半精铳40孔两端面
圆柱铳刀13.330.170.1131
172
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片5
3
精镗4700.027
镗刀
16.70.3750.0648
124
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片6
2
以底面为基准面,半精镗35,40孔
镗刀
5.25
1
0.5
40
1
22.5
3
以底面为基准面,精镗35,40孔
镗刀
16.7
0.1
0.06
40
1
22.5
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片7
1
钻8至尺寸
直柄麻花钻
11.33
2.8
0.1
19.8
1
17.5
2
钻6*9沉孔14深8
:
直柄麻花钻
9.08
2.5
0.1
19.8
1
78.3
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片8
—58
〒止工步号
工步容
工艺设备主轴转速切削速度进给量走刀长度进给次工步工时/s
/r-s-1
/m-s-1
/mm-r-1
/mm
数
机动
辅助
1
钻孔,攻丝22-M5
直柄麻花钻
16.7
0.16
0.1
14
1
220
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
 升级会员
升级会员 