pta原理.docx
《pta原理.docx》由会员分享,可在线阅读,更多相关《pta原理.docx(19页珍藏版)》请在冰豆网上搜索。
pta原理
(1)对二甲苯(PX)高温氧化法。
对二甲苯高温氧化法由氧化、精制和辅助系统组成。
该工艺以对二甲苯为原料,经空气催化氧化、加氢精制、结晶分离等工序制成。
催化氧化是对二甲苯在催化剂存在下,于190-230℃,压力1.27-2.45MPa的条件下,用空气氧化得到粗对苯二甲酸。
加氢精制是将对二甲苯氧化过程中尚未反应完全的4-羟基苯甲醛(4-BCA)转化为可溶于水的甲基苯甲酸,然后除去。
加氢精制反应要在较高压力(约6.8MPa)和较高温度(约280℃)的条件下进行。
对苯二甲酸加氢产物再经结晶分离和干燥,就得到可用于纤维生产的精对苯二甲酸。
对二甲苯高温氧化法流程简单,反应迅速,收率可达90以上。
该法以高纯PX为原料,醋酸为溶剂,醋酸钴、醋酸锰为催化剂,溴化氢或四溴乙烷为促进剂,空气作氧化剂,使用大型单台连续搅拌式氧化反应器,使PX在氧化反应器中生成对苯二甲酸粗制品。
为了进一步氧化中间产物,缓和主氧化反应器的操作条件,增加产物的收率,减少溶剂的消耗,提高产品质量,使主氧化反应器出来的氧化液进入第一结晶器,同时将占整个气体体积2%的空气通入第一结晶器中进行二次氧化。
结晶分离出的粗对苯二甲酸用水配成约31%的浆料,经增压、预热后进入加氢反应器。
浆料经反应器下部的钯/碳(Pd/C)催化剂床层流到反应器底部的过程中,粗对苯二甲酸中的杂质对羧基苯甲醛在催化剂床层进行动态加氢反应,还原成对甲基苯甲酸。
对甲基苯甲酸较易溶于水,在过滤母液时,从系统中除掉。
加氢反应器中的浆料经5级连续结晶、分离洗涤、干燥即得产品PTA。
]
2.1PTA生产原理
PTA生产原理分为氧化和精制两个部分
2.1.1氧化反应的原理
氧化工艺使用醋酸钴和醋酸锰为催化剂,用液化氢为促进剂,以对苯二甲苯为原料,在1.15mpaG和188℃条件下,用空气中的氧气在醋酸溶剂中把对二甲苯氧化成对苯二甲酸,其化学反应方程式为:
C8H10+3O2→C6H4(COOH)2+2H2O+318.7Kcar/mol
PX氧化过程中发生的副反应比主反应复杂。
因为PX氧化反应是在高温过氧的条件下进行的。
在进行主反应的同时,系统中的PX和醋酸会发生部分燃烧。
按下列方程式生成一氧化碳、二氧化碳和水:
C8H10+O2→CO2+H2O
CH3COOH+O2→CO2+H2O
此外,如果氧化反应的配比不当或因对二甲苯原料、辅助原料和化学品不纯,带入某些杂质时,也会发生一些副反应而生成更多的副产物。
最终均作为杂质带入氧化物流当中。
2.1.2 影响氧化反应的因素
在PX氧化反应过程中有很多因素影响反应转化率和TA产率。
(1) 催化剂
反应中使用的催化剂为Co-Mn-Br三元混合催化剂。
这种催化剂在一定的Co∕溶剂比,Co∕Mn比,Co∕Br比的条件下,对PX氧化反应有较高的催化效应。
如果提高进料中的钴浓度,氧化反应速度会相应加快。
TA产物中的4-CBA含量降低,而燃烧反应加剧。
Mn单独作催化剂时,催化的能力不如钴。
但若与钴并用则有较好的协同效应。
提高锰浓度,对氧化反应的影响与提高钴浓度是相似的。
溴是催化剂的第三组份。
研究认为Co.Mn是催化剂的主体组成。
但是仅Co.Mn不能完成反应。
因为PX的第二甲基的氧化十分困难。
若加入溴化物,并利用溴游离的强烈吸氢作用,就能较容易的将甲基分子中的氢取代而使分子活化。
钴、锰、溴三者共用,就能较容易地将甲基分子中的氢取代。
三元催化剂的配比如何选择,是根据具体条件,再经过系统测试确定的。
提高催化剂浓度可以增加氧化反应速率,但同时加剧了“醋酸燃烧”及醋酸甲酯的生成。
因而反应条件需要优化,保证产品质量的前提下,减少催化剂用量。
通常情况下,反应器中大约80-90%的催化剂来自循环母液,其余部分由新鲜催化剂进行补充和催化剂回收系统回收的催化剂,在高循环率的情况下,需要提高催化剂浓度。
(2) 容积比
溶剂醋酸与对二甲基之比。
醋酸为氧化反应的顺利进行提供了适宜的酸性环境,提高在溶剂中的分散性。
从而提高了PX转化率。
研究表明,沉淀在TA滤饼上的4-CBA含量与反应器内所生成的4-CBA总量(滤饼和母液)成正比。
与物料容积比成一次反比。
这就是说,若PX进料量不变,则容积比提高,溶液总体积比增加。
因而反应系统中的4-CBA浓度则降低。
故沉淀在饼上的4-CBA量相应减少,减轻了TA与4-CBA的共晶现象。
为了形成易于流动的TA浆料并除去杂质,需要使用足够的醋酸。
如果浆料太粘会增加搅拌器负荷,影响产品质量。
但另一方面,溶剂量太大会增加溶剂回收工序的负荷并增加溶剂损耗。
很高的容积比可以提高产品质量,但同时降低了反应停留时间并可能影响装置的产量。
(3) 水含量
反应器内的水来自进料(溶剂和催化剂)反应的副产物。
如果没有水采出的话,反应器中的水将达到18%左右,会抑制反应的进行并需要很高的催化剂浓度。
提高催化剂浓度会增加“醋酸燃烧”,从而增加醋酸与催化剂的消耗量。
因此需要降低水含量。
但水含量太低,实际上也会提高醋酸燃烧。
醋酸中水含量太低也会加强对不锈钢的腐蚀。
反应器中最佳水含量为8%,反应器中水含量不易测得。
因而需要严密监控脱水塔底醋酸的水含量,从而保证反应器中的水含量。
(4) 氧含量
离开氧化反应器顶部冷凝器的不凝气体包含氮气、二氧化碳、一氧化碳、醋酸甲酯、一些未反应的对二甲苯、溴代甲烷、氧气尾气中氧的体积含量要保持在3-4%左右。
这样可保证在反应器中氧过量以得到合格产品。
反应器内氧含量低将会产生过量的有色气体和偏苯三酸。
苯三酸会使锰以偏苯三酸锰沉淀下来,造成锰含量超标。
氧含量超过7.5%将会形成燃烧气体。
(5) 二氧化碳、一氧化碳含量
尾气中的二氧化碳和一氧化碳的含量用来测定醋酸和对二甲苯的“燃烧”程度。
二氧化碳含量连续测定,用来严格表征反应条件。
同时也用来警告可能发生的内部火灾。
二氧化碳的正常体积含量为1.5-2%,一氧化碳的含量0.6%。
(6) 停留时间
以分钟计的停留时间定义如下:
反应器内溶剂(吨)/出反应器的溶剂流量(吨/分钟)
满负荷情况下,停留时间大约为40min,反应器液位保持恒定。
因而停留时间主要受装置生成能力的影响。
在保证4-CBA含量稳定的前提下,停留时间加长,生成能力下降,催化剂的需要量减少。
(7) 反应器压力
压力及汽相组成决定了反应器内的温度,提高反应器压力就会提高反应器温度,从而提高反应速率。
(温度每提高10度,反应速率将提高一倍左右)。
但这也会增加燃烧儿也就增加了溶剂消耗。
较低的温度会减少“燃烧”,但也会增加顶部系统的负荷与催化剂用量。
2.1.3 加氢反应的原理
粗对苯二甲酸,由于杂质含量而不适于生成聚酯产品。
主要杂质是来自对苯二甲酸氧化作用地中间产物,包括对羧基苯甲醛(4-CBA)、对甲基苯甲酸(PT-酸)和有色物质。
纯度是99.7%的粗TA必须提纯到99.98%的精对苯二甲酸才适合作为聚酯的原料。
加氢精制工艺的基本反应完全是根据PX氧化反应的逆反应原理进行的主氧化反应流程如下:
对二甲苯→对甲基苯甲酸→PT酸→4-CBA→对苯二甲酸
在反应过程中,由于平衡浓度的影响.PX不可能完全氧化成TA,一定浓度的氧化中间产物和有色体存在于氧化液中,由于4-CBA结构同TA分子基本相同,与TA不断形成共结晶,结果作为杂质被带入TA中,其中影响最大的是4-CBA。
为了消除4-CBA,利用生成4-CBA的逆反应原理,氧化工序生产的粗TA在286℃高温下和76Barg高压下溶解在脱离子水中,钯-炭催化剂作用下,和氢气反应,则粗TA中的4-CBA被还原成PT酸,有色体也被分解,其反应方程式如下:
4-CBA+2H2→PT酸+H2O+43.7Kcar∕mol
由于对甲基苯酸(PT酸)在水中的溶解度要比对苯二甲酸(TA)在水中的溶解度大得多。
当TA从水中溶液中成晶体析出时,PT酸仍溶解在水中,所以在150℃左右温度下,通过压力过滤分离,就能够很容易地把PT酸从TA中分离出去,实际上间接地除掉了产品中的4-CBA。
副反应:
主要是过度加氢使PTA氢化形成的副反应。
PTA+H2→4-CBA+H2OPTA+H2→环己烷 PTA+H2→环己酸
加氢反应的机理是钯/炭催化剂中的钯(Pd),使4-CBA上的醛基(-CHO)活化,成为活性基团,同时也使氢气分子活化,成为活性基团,从而使加氢反应顺利进行。
4CBA+H2→CH2OHC6H4COOH→CH3C6H4COOH
2.1.4 影响加氢反应的因素
(1)反应温度
加氢反应温度主要是要粗对苯二甲酸完全溶解,一般要比饱和温度稍高一些,但温度过高,又会发生过度加氢,使对苯二甲酸大量的还原成4-CBA,反而使杂质增多,反应温度大约控制在286℃左右。
(2) 反应总压力和氢气分压
4-CBA和PTA的颜色由反应器操作条件来控制。
为了减少4-CBA和减轻颜色,必须使更多的氢气溶解在TA溶液中,这通过反应器的较高操作压力来实现。
提高反应器压力的结果使增加“氢气分压”,反应器的总压力等于氢气分压加上反应器TA溶液的蒸汽压。
反应器溶液蒸汽压实在容器温度下达到沸腾所需的压力。
(3) 催化剂的活性
由于催化剂的初期活性太高,会使部分对苯二甲酸还原成PT酸或4-CBA。
还可能使芳环损失。
在催化剂使用初期,产品中的杂质使增加的,这个时间大约使催化剂寿命的1%左右。
(4) 反应器进料浓度
浓度过低影响装置生产负荷及运行成本,过高又会造成产品质量下降和容易发生堵塞。
100%负荷的进料浓度控制在30%W/W。
反应器进料浓度是根据进料温度决定的,在温度为适宜条件下,饱和溶解为36%,进料浓度不能超过该条件下的饱和溶解度,否则温度波动容易造成下TA结晶析出发生堵塞。
一般情况下,为了保证充分溶解,反应温度要高于饱和溶解温度5%。
(5) 反应器进料量
TA溶液的进料流速也是影响加氢反应效率的重要因素。
4-CBA的加氢反应是一个反应速度很快的反应。
但是在这一反应过程中又存在有薄弱环节,就是反应物催化剂表面的扩张和生成物从催化剂表面的移出,两者的速度均较慢,常使反应受到限制。
为了改善这种状况,提高溶解体积流速的办法使催化剂表面得到更新,从而提高反应速度。
至于进入加氢反应器的液体流速选择都大比较合适,要根据工艺实际来确定。
如果流速过大,即物料在反应器中的停留时间相应缩短。
虽然扩散速度得到加强,而转化率会降低。
(6) 催化剂中毒
脱离子水中的硫是催化剂中毒的主要原因。
它把钯生成大晶粒的硫化四钯,然后又被还原成大晶粒的钯,催化剂的活性大大降低。
此外,铜、铬也能使催化剂中毒。
如果氢气中的一氧化碳、甲烷等超标,也能使催化剂中毒。
(7)CTA的质量
如果CTA中4-CBA和其它杂质超高,将造成PTA产品质量不合格。
正常情况下CTA中4-CBA含量应该为2500mg/kg左右,PT酸为300mg/kg左右。
3生产工艺技术简介
目前工业上采用的对苯二甲酸制造工艺可分为两大类。
第一类是以美国Amoco公司为代表的高纯度对苯二甲酸(PTA)生产技术,目前世界上拥有这种工业化生产专利技术的主要公司为美国Amoco公司、日本三井石油化学工业株式会社和英国ICI公司等。
该法生产的对苯二甲酸中,主要杂质对羧基苯甲醛的质量分数小于2.5×10-5。
自从20世纪80年代以来,PET的制造变成以PTA为原料的直接酯化缩合法为主,推动了PTA生产的不断增长。
应用该法生产的PTA约占整个市场的80%以上。
第二类是以日本三菱化成工业株式会社和美国Eastman公司为代表的精密氧化法,应用该法生产的对苯二甲酸称为中纯度对苯二甲酸,其主要杂质对羧基苯甲醛的质量分数约为(200~300)×10-6。
3.1精对苯二甲酸加氢精制法
该法以高纯PX为原料,醋酸为溶剂,醋酸钴、醋酸锰为催化剂,溴化氢或四溴乙烷为促进剂,空气作氧化剂,使用大型单台连续搅拌式氧化反应器,使PX在氧化反应器中生成对苯二甲酸粗制品。
为了进一步氧化中间产物,缓和主氧化反应器的操作条件,增加产物的收率,减少溶剂的消耗,提高产品质量,使主氧化反应器出来的氧化液进入第一结晶器,同时将占整个气体体积2%的空气通入第一结晶器中进行二次氧化。
结晶分离出的粗对苯二甲酸用水配成约31%的浆料,经增压、预热后进入加氢反应器。
浆料经反应器下部的钯/碳(Pd/C)催化剂床层流到反应器底部的过程中,粗对苯二甲酸中的杂质对羧基苯甲醛在催化剂床层进行动态加氢反应,还原成对甲基苯甲酸。
对甲基苯甲酸较易溶于水,在过滤母液时,从系统中除掉。
加氢反应器中的浆料经5级连续结晶、分离洗涤、干燥即得产品PTA。
3.2对苯二甲酸二甲酯水解法
对苯二甲酸二甲酯水解法,也称Witten工艺。
该法既可以生产对苯二甲酸二甲酯,也可生产PTA,或二者同时生产。
首先将粗对苯二甲酸经甲醇酯化得到粗对苯二甲酸二甲酯,通过减压蒸馏提纯(其熔点约141℃),然后再将精制后的对苯二甲酸二甲酯水解,水解反应压力为5MPa,反应温度260~270℃,水解产物经结晶、洗涤、二次结晶、离心分离、干燥即得PTA。
与加氢精制法相比,对苯二甲酸二甲酯水解法的工艺条件比较缓和,不用腐蚀性溶剂,主要原料消耗大致相当。
该工艺的缺点是设备比较复杂,流程较长。
天津石化公司的马桂华等对Witten工艺进行了改进,使原工艺流程缩短了30%,降低能耗及原材料消耗2%~3%,产品质量达到并超过Witten专利水平,母液中对苯二甲酸二甲酯质量分数小于8%,间苯二甲酸二甲酯质量分数小于10%。
3.2精密氧化法
为了省去精制工序,降低生产投资成本,日本丸善石油化学株式会社和钟纺株式会社共同开发了只通过氧化工序生产中纯度对苯二甲酸的技术,该法也称精密氧化法。
中纯度对苯二甲酸的生产主要集中在美国、日本、韩国,其代表性专利公司主要是日本三菱化成株式会社(QTA法)、美国Eastman2Kodak公司(SPTA法)。
三菱化成技术采用较为剧烈的氧化条件,通过4步氧化,大幅度降低了醋酸的单耗。
所用的催化剂体系为醋酸钴、醋酸锰和溴化氢,在溶剂醋酸中进行PX的液相空气氧化得到中纯度对苯二甲酸。
Eastman法的氧化反应以乙醛活化过的钴为催化剂,采用低温低压氧化(163℃、1.62MPa)和熟化的技术,用过量的醋酸喷雾鼓泡代替传统的机械搅拌,提高催化剂的浓度(钴锰摩尔比为22∶1)和循环溶剂比,并经215h的停留时间可使对羧基苯甲醛质量分数降至150×10-6以下,反应温度、压力等条件缓和。
由于催化剂钴锰的比例高,因而采用先进的催化剂回收系统回收价格昂贵的钴,催化剂的单耗较低。
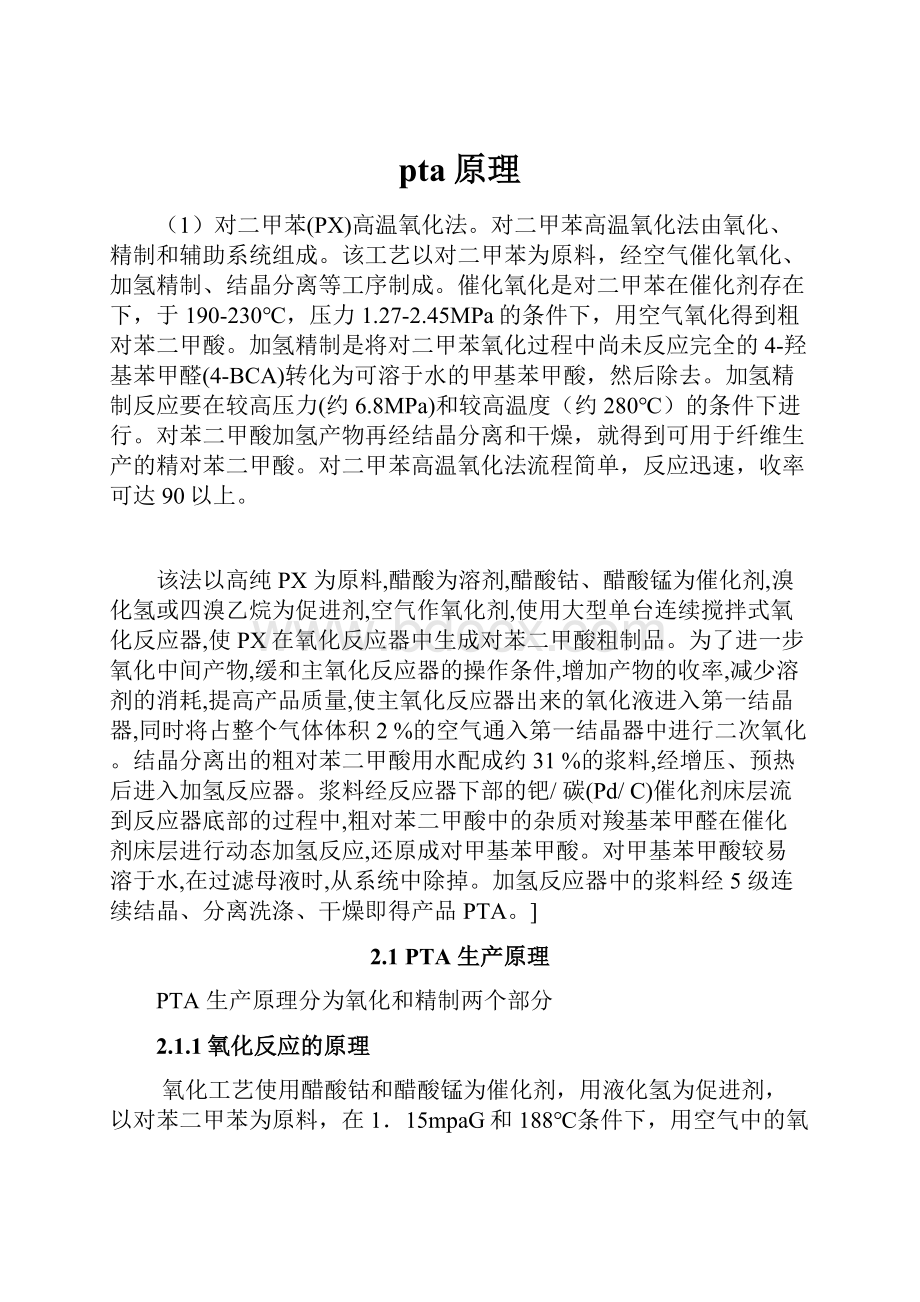
反应器进料
空压系统
催化剂调配
氧
化
反
应
器
尾气焚烧
CTA
结晶系统
溶剂脱水单元
MA水解单元
精制进料准 备
精制反应器
PTA结晶系统
PTA母液
处理单元
CTA过滤
干燥系统
PTA过滤
干燥系统
溶剂汽提催化剂回收单元
PTA产品料仓
PTA生产工艺流程图
4PTA生产技术进展
PX氧化制PTA的技术已趋于成熟,原料的单耗已接近理论值,Amoco公司的PX单耗控制在660kg/t以内,醋酸单耗控制在44kg/t以内,能耗也已达到相当高的水平。
PX生产技术的改进,涉及到多方面的因素,其中提高催化剂的活性,降低催化剂的用量,对现有生产设备进行改造,提高设备的生产效率,开发新的生产路线,降低生产成本等,是当前技术开发的主流。
4.1氧化反应器的改造及设计思路
氧化流程的最优设计。
前者采用化学反应工程的规范法进行研究;后者采用过程系统工程的方法进行模拟和优化,整个开发过程包括:
(1) 热模实验:
开发了专门的实验技术、系统考察温度、PX浓度、催化剂浓度与配比、气相氧浓度、含水量、各种因素对液相各步主反应速率、燃烧副反应速率、TA 结晶速率与杂质含量的影响。
获得全新的氧化机理认识与动力学模型,能够准确预测工业条件下各种工艺参数变化对反映过程的影响。
(2) 冷模实验:
建立了大型冷模实验装置考察反应器流动与传递规律、考察了流型3、搅拌功率、操作气速、固含率等因素对反应器混合、固体悬浮、气合率、气液传质速率的影响,获得了相关的流动图象与传递数据。
(3) 数学模拟:
针对搅拌釜和鼓泡塔两类反应器及高温、中温、低温四种主要氧化工艺,分别建立了反应器数学模型和相公的工程数据库,模型全面描述了工业反应器的氧化反应、气液传质、相平衡、放热与移热、成核与结晶多种过程(数据库包括六类基础数据:
反应动力学数据、结晶动力学与热力学数据、冷模传递数据、气液平衡数据、热物性数据、反应器结构与操作数据);模型模拟结果与工况下的工业现场数据相符。
(4) 新型氧化反应器开发:
在对各类氧化工艺与氧化反应器透彻剖析的基础上。
浙江大学开发了新兴的鼓泡塔式氧化装置。
反应器由上部精馏塔与下部鼓泡塔组成。
可直接利用反应热进行溶剂脱水,有利节能,新型氧化反应器结构简单,造价低廉,具有深厚的研究开发基础,能够满足氧化反应,气液传质、混合,固体悬浮等多方面要求。
(5) 工业实验:
为了考察新型鼓炮塔反应器的工业应用可行性,将引进的工业氧化装置进行了大幅改造,使其结构接近于新型鼓泡塔反应器,然后变化各种氧化反应条件,全面考察反应器的性能。
(6) 流程模拟:
PTA系统的主要装置有:
氧化反应器、多级结晶器、溶剂脱水塔、压缩机、过滤机、干燥机、尾气吸收塔、催化剂旧收单元、能量回收单元,对以上各单元设备分别进行了数学建模,然后通过计算机流程模拟对现有的各类氧化工艺进行评价,进一步剖析与理解各类工艺的特征与设计原理。
(7) 系统集成与优化设计:
按照投资最省、能耗最低的要求进行了PTA系统集成和流程优化设计,得到了新型的饿氧化流程,新流程综合了各类氧化工艺的优点,避免了其弊端,投资与消耗更低。
PTA的氧化工艺采用单台大型反应器,可使操作简化,易于控制,降低生产成本,有利安全。
现在各专利公司新建的PTA装置均为单台氧化反应器,生产能力有35万t/a,还有45万t/a。
PX的氧化反应是一个高温高压、强放热、气-液-固三相反应。
为获得高的选择性和收率,氧化反应器必须满足气液分散、液液混合和固体均匀悬浮3个方面的要求。
Amoco公司对氧化反应器作了很好的改进,在搅拌器桨叶的制作、气体喷嘴的位置和方向等方面作了特殊设计,保证得到品质较高的TA。
另据专利介绍,为了尽量减少传递控制对氧化反应的影响,在反应器中加入若干级带微孔(d=20~60μm)的钛板。
空气通过微孔进入反应器,分散在液相中,提高了物质传递过程。
为了相应地增强化学反应过程,应增加催化剂浓度,该方法通过循环催化剂达到这一目的。
其反应温度从215~230℃降低到190~200℃,TA生产能力相应得到提高。
4.2改进设备、优化工艺
(1)改进设备 氧化反应属动力学控制型,反应主要发生在液相,90%的反应产物在反应器内已形成晶体,搅拌条件对控制CTA结晶形成及避免反应器内壁结垢至关重要。
如BP-Amoco和Dupont-ICI在反应器上部设置液体分布盘,利用回流液冲洗反应器内壁,避免反应产物在反应器内壁积存结垢。
Dupont-ICI还对搅拌器的叶片曲线和角度进行了改进,以保证良好的气流搅动及维持颗粒悬浮,进而大幅度提高了氧化反应器效率。
(2)提高自动控制水平 各公司采用DCS控制系统;将定期作业纳入程序控制,减少了手工操作;开发单元操作控制软件,保证工艺在优化状态下稳定运行;研制开发满足PTA工艺控制特殊需求的仪表等。
(3)优化工艺 根据长期的实际生产和操作经验,BP-Amoco和三菱公司均取消CTA干燥、风送、中间贮存工序,滤饼直接送浆料配制溶解罐;Dupont-ICI公司新工艺取消了氧化反应进料混合罐,原料混合在管道中进行,加氢反应器材质采用316L替代304L与钛复合钢板;三菱和Eastman公司将PTA五段结晶改为四段结晶等。
上述措施既简化流程,也减少了设备和投资,还节省了能源消耗。
(4)改进三废处理方法,减少三废排放量,有效地控制了对环境的污染.BP公司最近还开发了环保型PTA生产工艺,可使废水和气体污染排放减少3倍,固体废物减少一半,挥发性有机化合物排放基本消除。
该工艺应用于我国珠海和台湾的PTA装置以及美国新建的70万t/aPTA装置中。
英国诺丁汉(Nottinghom)大学与杜邦聚酯技术公司合作,开发了在超临界水(ScH2O)中从对二甲苯生产对苯二甲酸的连续法绿色工艺。
对二甲苯先被氧部分氧化,氧就地从过氧化氢在预热器中分解产生,保持温度400℃在ScH2O中,再用溴化锰进行催化,可高产率地得到对苯二甲酸,选择性超过90%。
与现有工艺相比,该反应路线可大大提高能效和减少废物。
常规的对二甲苯在醋酸中氧化生产PTA的路线中,水的存在降低了溴化锰催化剂的活性。
新工艺路线在ScH2O中进行反应,因为超临界流体的极性低于液体水的极性,催化剂不会有太大的失活。
(5) 扩大PTA装置单系列产能 如BP-Amoco、Dupont-ICI、Interquisa、INCA等公司,均具有PTA装置单系列氧化反应器最大能力超过年产60万t的技术。
5国产PTA工艺的技术特征
根据目前PTA装置日趋大型化的要求,国产PTA工艺的设计产量为60~80万吨/年,其中氧化反应器采用两台并联操作,其他设备均采用单名列,流程可分为四块:
氧化反应器单元、尾气处理单元、浆料处理单元、加氢精制单元。
原料对二甲苯、溶剂醋酸、催化剂、空气加入氧化反应器进行氧化反应。
反应热通过溶剂蒸发转换成蒸汽与尾气一道从塔顶移出。
进入尾气处理单元,尾气经过多级换热、吸收、气体净化、精馏脱水、回收能量和溶剂,然后排放,反应器气成的TA浆料从底部排出,进入浆料处理单元,浆料通过多级结晶和补充氧化、过滤、干燥、进行液固与分离出的母液大部分返回氧化反应器,少部分抽出净化,干燥后的粗对苯二甲酸(CTA)送到加氢单元进行精致得到精对苯二甲酸(PTA).
(1)氧化反应器单元
国产PX氧化反应器采用反应/精馏一体化的设计,下部为无搅拌的鼓跑塔反应器,上部为精馏塔,精馏段采用规整填料(专制)或多块高效塔板(专制)直接利用反应热进行溶剂脱水,反应段下部的气体分布器,底部出料,反应段高径比为4~7。
单台反应器产能设计为30~40万吨/年。
直径4.7~5.2m,总高30~35m。
反应温度在185~190之间。
溶剂比、停留时间、含水量等条件的设计兼顾了氧化反应、结晶粒径、溶剂消耗等方面的要求,实验室研究与工业实验均表明,该反应器能够满足氧化反应的多方面需求。
与引进的搅拌釜反应器比较,同样产能的鼓泡塔反应器体积要大25~30%。
但由于其呈细长结构,且无运动部件,造价和操作费用要低廉得多,同时,由于直接利用反应热进行精馏,在节能方面更具有势。
(2)尾气处理单元
反应器合并后进入多级冷凝器并流冷凝。
冷凝器同时副产不同能级的蒸汽。
大部分蒸汽通入蒸汽透平回收能量一部分用于脱水塔供热;冷凝后的尾气通过两段吸收塔回收能量一部分用于脱水塔供热;冷凝后的尾气通过两段吸收塔回收PX和醋酸。
然后通过尾气净化除去有机成分,进入尾气膨胀机回收能量,排放塔顶冷凝液大部分回流到氧化反应器,少部分抽出到脱水塔脱水。
脱水塔采用共沸精馏技术,有利节能与减少醋酸消耗,压缩机,蒸汽透
 升级会员
升级会员 