生产车间设备编码规则修订稿.docx
《生产车间设备编码规则修订稿.docx》由会员分享,可在线阅读,更多相关《生产车间设备编码规则修订稿.docx(9页珍藏版)》请在冰豆网上搜索。
生产车间设备编码规则修订稿
WEIHUAsystemofficeroom【WEIHUA16H-WEIHUAWEIHUA8Q8-WEIHUA1688】
生产车间设备编码规则
生产车间设备编码规则(试用版)
为加强对生产车间设备的管理,方便生产车间对设备的使用,技术部特制订本规则。
实施本规则后,生产车间的每一台生产设备都有其唯一的编码。
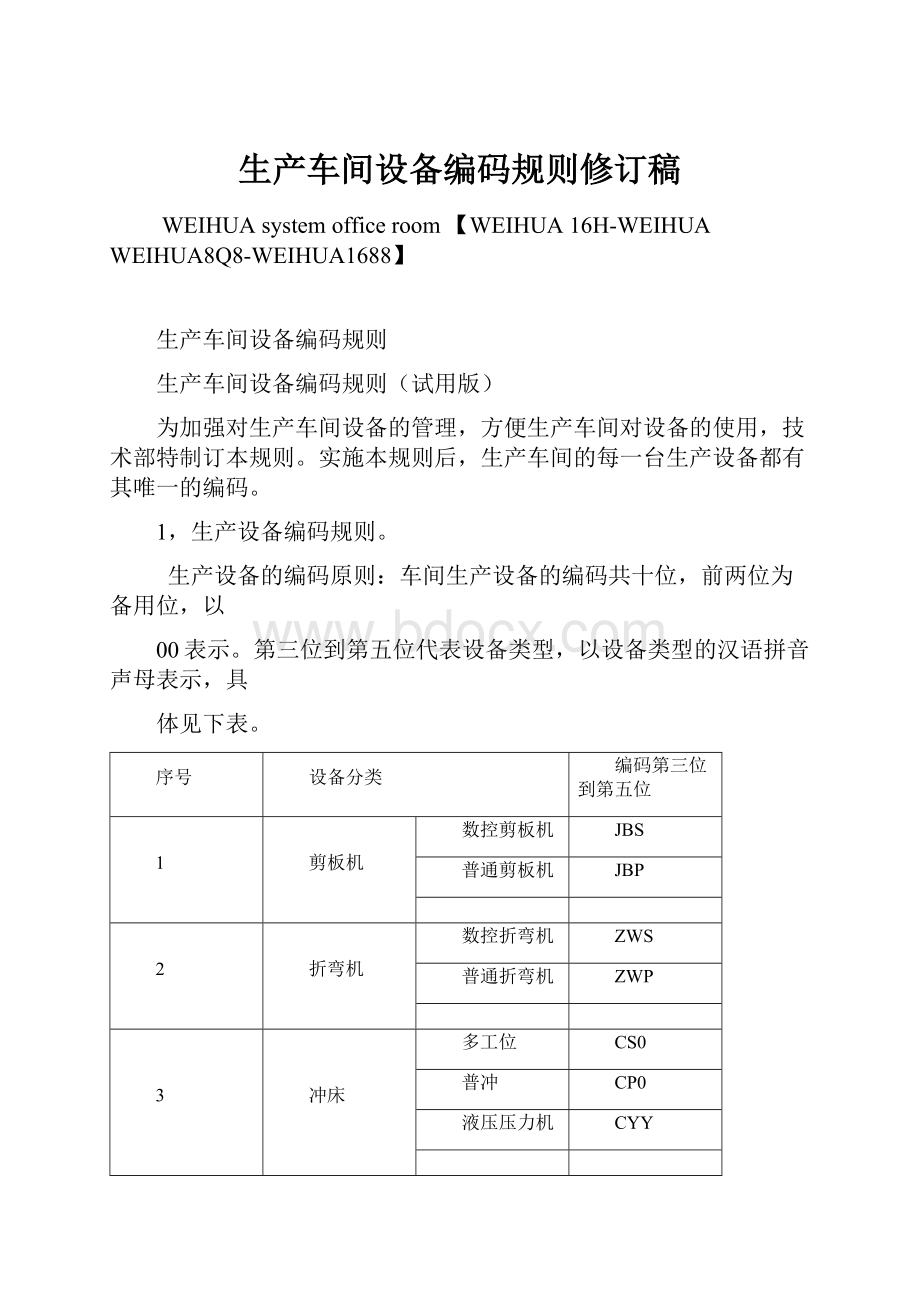
1,生产设备编码规则。
生产设备的编码原则:
车间生产设备的编码共十位,前两位为备用位,以
00表示。
第三位到第五位代表设备类型,以设备类型的汉语拼音声母表示,具
体见下表。
序号
设备分类
编码第三位到第五位
1
剪板机
数控剪板机
JBS
普通剪板机
JBP
2
折弯机
数控折弯机
ZWS
普通折弯机
ZWP
3
冲床
多工位
CS0
普冲
CP0
液压压力机
CYY
4
焊机
CO2气体保护焊
HCB
氩弧焊
HYH
激光焊
HJG
储能焊
HCN
直流焊
HZL
5
激光切割
JGG
6
气割
数控切割
QGS
半自动切割
QGB
7
钻床
空心磁力钻
ZKC
立钻
ZL0
摇臂钻
ZYB
台式钻攻钻床
ZZG
8
锯
金属带锯床
JJD
型材切割机
JXG
9
(若新增其他类别设备)
(新增对应编码)
接下来的三位编码代表该种设备的生产能力的某一参数,最后两位代表该类别设备的序列号。
如下所示。
2,各种型号设备编码规则具体如下:
,剪板机编码规则:
剪板机的编码前两位为备用位,以00表示。
接下来的三位代表设备类型,以剪板的拼音声母大写JB开始,第五位区分剪板机是数控的还是非数控的或别的类型,若是数控的,在JB后加字母S,普通剪板机则在JB后加字母P,以后若增加其他类型的剪板机,以此位区别。
再接下来的三位代表剪板机的可剪最大厚度。
例如040代表剪板最大厚度为4mm,120代表剪板的最大厚度为12mm。
最后是剪板机的序列号,含两位。
因此,剪板机编码共包含10位,具体形式如下:
举例1:
00JBS04001
00:
备用位。
JBS:
数控剪板机。
040:
剪板的最大厚度为4mm。
01:
剪板机的序列号,表示此剪板机在此类设备中序列号为01。
,折弯机编码规则:
折弯机的编码前两位为备用位,以00表示。
接下来的三位代表设备类型,以折弯的拼音声母大写ZW开始,代表设备类型:
折弯机,第五位区分此折弯机是数控的还是非数控的或别的类型,若是数控的,在字母ZW后加字母S。
普通折弯机则在ZW后加字母P,以后若增加其他类型的折弯机,以此位区别。
第五位到第八位代表折弯机的最大公称力,以吨为单位。
例如100表示此折弯机的最大公称力为100吨。
最后是折弯机的序列号,包含两位。
因此,折弯机的编码共包含10位,具体形式如下:
举例:
00ZWS10001
00:
备用位。
ZWS:
数控折弯机。
100:
此折弯机的最大公称力为100吨。
01:
折弯机的序列号,表示此折弯机在此类设备中序列号为01。
,冲床编码规则:
冲床的编码前两位为备用位,接下来的三位代表设备类型,以冲床的冲字拼音声母大写C开始,CS0代表多工位冲床,CP0代表普冲,CYY代表液压压力机。
以后增加其他类型的冲床,以第四位和第五位区分。
第五位到第八位代表此压力机的最大公称力,以吨为单位。
例如020,代表此压力机的最大公称力为20吨,100代表此冲床的最大公称力为100吨。
最后两位是冲床的序列号。
因此,压力机的编码共包含10位,具体形式如下:
举例1:
00CS002001
00:
备用位。
CS0:
多工位冲床
020:
冲床的最大公称力20吨。
01:
多工位冲床的序列号。
举例1:
00CP010001
00:
备用位。
CP0:
普通机械压力机(普冲)
100:
普冲的最大公称力100吨。
01:
普冲冲床的序列号。
,焊机的编码规则:
电焊机的编码前两位为备用位,以00表示。
接下来的三位以“焊”字的拼音大写H开始,第四位与第五位代表焊机的类型,CB代表CO2气体保护焊,YH代表氩弧焊,JG代表激光焊,CN代表储能焊,ZL代表直流焊,同理,新增的焊机类型在这两位区别。
再接下来的三位代表该类型焊机的一个主要参数,电阻焊此三位代表额定功率,激光焊此三位代表激光功率(例如030代表激光功率300W),储能焊此三位代表最大充电电压。
直流焊代表额定输出电流,其他类型则代表最大输出电流。
编码最后两位代表电焊机的序列号。
因此,电焊机的编码共10位,具体形式如下:
举例1:
00HCB05601
00:
备用位。
HCB:
CO2气体保护焊电焊机
056:
该焊机的最大输入电流:
56A
01:
此焊机的序列号。
,激光切割机的编码规则:
同前,编码前两位为备用位,以00表示。
接下来的三位JGG(激光割的汉语拼音声母)代表设备类型:
激光切割机。
第五位到第八位代表此设备功率,例如025代表此设备最大功率为2500W。
最后是此种设备的序列号。
因此,激光切割机的编码共10位,具体形式如下:
举例:
00JGG02501
00:
备用位。
JGG:
激光切割机
025:
该激光切割机的功率2500W
01:
激光切割机的序列号。
,气割设备的编码规则:
同前,编码前两位00开始,为备用位。
第三位到第四位以气割的汉语拼音声母QG表示,代表设备类型,第五位代表切割类型,S代表数控切割,B代表半自动切割。
以后若增加其他类型的气割设备,在此位区分。
接下来的三位代表该设备的最大切割厚度,例如012代表该设备的最大切割厚度为120mm。
最后两位是该类型设备的序列号,具体形式如下:
举例1:
00QGS01201
00:
备用位。
QGS:
数控切割机
012:
设备最大切割厚度120mm
01:
数控切割机的序列号
,钻床的编码规则:
钻床的编码前两位为备用位,以00表示。
接下来的三位以“钻”字的汉语拼音声母开始,第四位与第五位代表钻床的类型,多余字符用0代替。
例如ZKC代表空心磁力钻,ZL0代表立钻(L代表立,第三位空余,用0代替),ZYB代表摇臂钻,ZZG代表台式钻攻钻床,同理,新增的钻床类型在这两位区别。
十位编码中接下来的三位代表钻床可钻孔的最大直径,例如032代表该钻床最大可钻直径为32的孔。
最后两位代表该种设备的序列号。
具体形式见下:
举例1:
00ZKC03201
00:
备用位。
ZKC:
空心磁力钻
032:
钻床可钻最大孔的直径32。
01:
空心磁力钻的序列号
举例2:
00ZYB03001
00:
备用位。
ZYB:
摇臂钻
030:
钻床可钻最大孔的直径30。
01:
摇臂钻的序列号
,锯床的编码规则:
锯床的编码前两位为备用位,以00表示。
第三位到第五位代表锯床的类型,以“锯”字的汉语拼音声母J开始,例如,JJD代表金属带锯床,JXG代表型材锯割机,同理,新增的锯床类型在这两位区别。
十位编码中接下来的三位代表该剧床的最大锯削直径,例如380代表该锯床最大锯削直径为φ380mm。
最后两位是该种设备的序列号。
具体形式见下:
举例:
00JJD26001
00:
备用位。
JJD:
金属带锯床
260:
该锯床的最大锯削直径φ260mm
01:
金属带锯床的序列号。
生产车间的设备编码规则大体如上所述,如有新类型生产设备的增加,必须由设备编码规则制订人员增加相应的设备编码。
 升级会员
升级会员 