不良分析手册电子篇.docx
《不良分析手册电子篇.docx》由会员分享,可在线阅读,更多相关《不良分析手册电子篇.docx(34页珍藏版)》请在冰豆网上搜索。
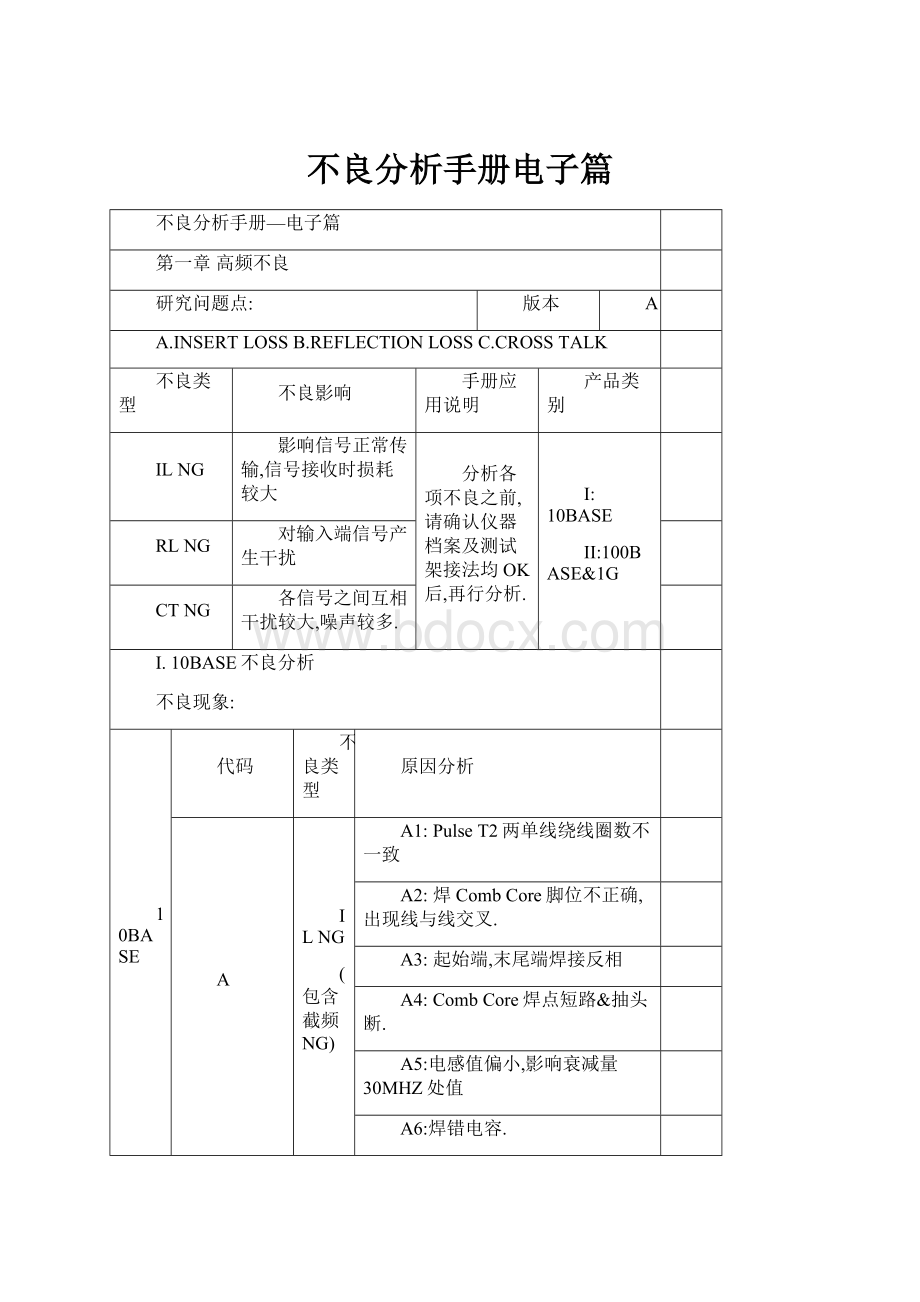
不良分析手册电子篇
不良分析手册—电子篇
第一章高频不良
研究问题点:
版本
A
A.INSERTLOSSB.REFLECTIONLOSSC.CROSSTALK
不良类型
不良影响
手册应用说明
产品类别
ILNG
影响信号正常传输,信号接收时损耗较大
分析各项不良之前,请确认仪器档案及测试架接法均OK后,再行分析.
I:
10BASE
II:
100BASE&1G
RLNG
对输入端信号产生干扰
CTNG
各信号之间互相干扰较大,噪声较多.
I.10BASE不良分析
不良现象:
10BASE
代码
不良类型
原因分析
A
ILNG
(包含截频NG)
A1:
PulseT2两单线绕线圈数不一致
A2:
焊CombCore脚位不正确,出现线与线交叉.
A3:
起始端,末尾端焊接反相
A4:
CombCore焊点短路&抽头断.
A5:
电感值偏小,影响衰减量30MHZ处值
A6:
焊错电容.
B
RLNG
B1:
CombCore抽头断
B2:
各脚位焊反,呈现交叉现象.
B3:
焊错电容
B4:
小电容容值偏大
B5:
Combcore电感值偏大
B6:
Combcore短路
C
CTNG
C1:
Pulse引线相互交叉.
C2:
TX,RX碳棒碰在一块.
说明:
IL&RL因同一原因导致不良时,请将IL&RL曲线结合观察.
A1:
PulseT2两单线绕线圈数不一致,其中一根比另外一根圈数多,回绕Pulse后可发现此现象,具体规格请参照P02-XXX-17K9.
请观察下页图示
1/23页
10BASE
HP8712測試曲線,注意箭頭指示值,此現象10MHZ處的值集中在-1.0—-1.3db.
A1-1维修方法:
此种不良目前只能拆线包,用好的线包重新焊接,除此之外,无其他方法.
A1-2注意事项:
1.在T2绕线作业时注意切勿只勾单根线(右图),作业中注意自检.
勾單線
2.此种不良LCR站无法测出,半成品生产10BASE类线包时,生产线管理人员注意抽检线包,观察作业动作,并做好倡导,防止流入成品高频站,造成大量线包报废,浪费人力物力.
A1-3历史事件:
2003年4月3日,因此类不良至使P02-102-17F9高频不良率达到1.2%左右,占整个高频站IL测试不良率(3.12%)的38.5%,LCR半成品对此项不良无法测出,造成大量PULSE&半成品报废,见异常单(QAB03108).
2/23页
10BASE
A2:
焊CombCore脚位不正确,出现线与线交叉的现象,例如,CombCore抽头与抽头.
起始端
(注意红线部分脚位)
末尾端
正确脚位抽头焊反
测试结果如下图(注意观察曲线和箭头处值):
正確焊接後測試結果
不良画面祥见下页
3/23页
10BASE
1-10MHZ值較大,且曲線扭曲
抽頭焊接時交叉反相
A2-1维修方法:
若胶不厚,拨开胶,将线包焊错脚位对换即可,若胶太厚,建议拆线包,重新焊接,避免修复过程中短路或留有锡渣,留下品质隐患.
A2-2注意事项:
1.焊接过程中必须保证Combcore为直线,无交叉现象.
2.此现象也只有在高频站才能测出,LCR站无法测出.
3.目检站把好关,防止此项不良流入高频站.
A2-3历史事件:
暂无
A3.起始端,末尾端焊接反相(请参考图A2-1起始端/末尾端正确脚位)
末尾端:
combcore單線露於外層,可回繞
起始端:
combcore單線被壓於內層,無法回繞
简要说明:
此种不良不一定测试NG,但是对截频和衰减量产生影响,看下图:
4/23页
10BASE
高频测试结果如下(请参考图A2-3高频测试正常焊接画面):
注意此三處值,明顯比正常時值小,且截頻偏向規格邊緣,極有可能產生不良
注意曲線變化
A3-1维修方法:
测试至高频站,若发现此项不良,因已经点胶,需拆线包重新焊接,若目检站发现此不良,对换脚位即可,同时可送至高频站观察两种情况测试结果不同之处.
A3-2注意事项:
1.绕碳棒时不可绕反,各作业人员及在线品管必须认真做好首检,回绕圈数是否符合规格或OI.
2.在有生产需区分起始和末尾端品名时,每位作业人员必须学会区分,避免焊错,目检站此项需严加管控.
3.此项不良LCR站亦无法测出.
A3-3历史事件:
暂无
A4.焊点短路,抽头断
Combcore抽頭斷
此處短路
5/23页
10BASE
高频测试曲线如下:
衰減量的值小,1-10MHZ值損耗增大
曲線發生變化,截頻超出範圍
部分頻率段出現不良,截頻變化最明顯,明顯超範圍
此項不良10MHZ處值會處於-2—-4db範圍
A4-1维修方法:
Combcore抽头断,短路之产品,若焊点已点胶,必须除去胶拆线包重焊,不可直接烙铁烫,以免隐藏锡渣,若有不需点胶焊点有此项不良,可直接维修.
A4-2注意事项:
1.若电容位于PCB正面,焊接时,焊点不可带有任何锡尖,预焊线长度必须控制在0.3mm以内,目检站必须看清小电容之间是否有锡渣,抽头焊接是否良好;维修不良品时应特别注意.若电容位于PCB反面,焊接需保持焊点良好.
2.反折站需注意摆碳棒不可多次来回拨动,引起断线.6/23页
10BASE
3.此两项不良LCR站无法测出,只有短路时DCR略小,但不明显.
A4-3历史事件
暂无
A5.电感值偏小,约小0.03uH以上,影响衰减量30MHZ处值,造成不良.
如右圖,按規格,0.32uH值規格為0.36uH,0.38uH規格為0.42uH,比規格小,測試結果,如下圖.
0.38uH
0.32uH
30MHZ不良
A5-1维修方法:
拨Combcore,增加圈数约半圈,以增加电感值,直至测试OK.
A5-2注意事项:
1.拨动Combcore时,用力不可过大,以免拉断线.
2.不可用手接触高频已经测试但未点胶固定之材料Combcore,以免再次发生不良
3.解决此项不良根本办法在于提高Combcore电感值,具体办法需RD考虑,目前只能采取维修方式.
A5-3历史事件
目前生产线生产之产品P02-B02-17K9,TX端衰减量30MHZ处不良,Combcore电感值偏低,约50%需测试高频时维修,生产线已在点胶固定pulse前加一站高频测试
7/23页
10BASE
A6.焊错电容,例如,本应该焊100PF,结果焊成240PF.见下图.
如左圖所示,C7為100PF,C6為240PF,若將C7錯誤焊成240PF,C6錯誤焊成100PF,或焊錯七個電容中任何一個,曲線如下圖.
电容分布(P02-102-17F9)
1-10MHZ不良,曲線扭曲,截頻不良,超範圍
注意觀察截頻
單一截頻不良
8/23页
10BASE
A6-1维修方法
若电容位于PCB反面(如P02-B02-17K9所用PCB),则无法维修,必须报废,若电容位于PCB正面,如图A6-1所示,去除线包后换电容,重焊线包.
A6-2注意事项
1.在SMT车间打电容时,对各种型号电容在生产前做好确认,在生产过程中千万不可用错料,生产完后,需再次确认是否符合规格.
2.在用烙铁维修电容焊点不良或因电容引起高频不良时,不可用错料,做好标识,严禁出现不明身分电容或电容随意摆放.
3.LCR站无法测出此项不良
A6-3历史事件
暂无
10MHZ處反射值
B1.Combcore抽头断,高频测试曲线如下(请参考IL部分A4-2图片):
此處為規格限-15db
B1-1维修方法
请参照A4-1
B1-2注意事项
请参照A4-2
B1-3历史事件
暂无
B2各脚位焊反,呈现交叉现象.单线与抽头交叉或抽头之间交叉(请参照图.A2-1&A2-2)
请看下页图示9/23页
10BASE
10MHZ處反射值
此處為規格限-15db
B2-1维修方法
请参照A2-1
B2-2注意事项
请参照A2-2
B2-3历史事件
暂无
B3焊错电容,所焊点容容值不正确,请参考A6,反射曲线如下图所示.
10MHZ處反射值
此處為規格限-15db
B3-1维修方法
请参考A6-1
10/23页
10BASE
B3-2注意事项
请参考A6-2
B3-3历史事件
暂无
B4.小电容容值偏大,例如规格规定100PF,实际却为115PF,如下图所示.
不良處在8.26MHZ,值比規格略小
此處為規格限-15db
B4-1维修方法
若电容在PCB上面,必须去除线包换电容才可修复,若电容在PCB下面,只能报废
B4-2注意事项
请参考A6-2,此项不良不一定测试NG.
B4-3历史事件
暂无
B5.Combcore电感值偏大,感值越大,反射值呈越小趋势,若相差0.1uh以上,变化十分明显相差0.6db左右.
不良现象测试结果与图B4-1相似,请参阅上图
B5-1维修方法
若pulse已经点胶固定,必须重新拆线包,除去胶后重新焊接,若制程中有未作点胶要求之处,可直接换Combcore即可,若值比较边缘,亦可拨Combcore,直至测试OK.是否可以回绕一圈降低电感值,需工程考虑决定.11/23页
10BASE
B5-2注意事项(可参考A5)
1.拨动Combcore时,用力不可过大,以免拉断线.
2.不可用手接触高频已经测试但未点胶固定之材料Combcore,以免再次发生不良
3.此项不良LCR站无法测出.
B5-3历史事件
暂无
B6.Combcore短路(不良现象请参阅图A4-1),测试曲线如下图).
10MHZ處值較B1,B2&B3大
此處為規格限-15db
B6-1维修方法
请参考A4-1
B6-2注意事项
请参考A4-2
B6-3历史事件
暂无
12/23页
C1.Pulse引线相互交叉,传输端与接收端线包搭在一起.
如左圖箭頭所示,TX端線包已經擺向RX端,底部引線已經搭結在一起,此類情況,雖測試不一定不良,但是值變化很大.
RX端
TX端
测试画面如下:
規格限-30db
TX與RX未搭結測試值.
TX與RX搭結後測試值.
規格限-30db
比较图C1-2与图C1-310MHZ处值,前者与后者相差2.27db
13/23页
10BASE
C1-1维修方法
只需把TX与RX分开,距离拉远点即可维修OK
C1-2注意事项
1.点胶固定焊点时注意将TX与RX分开且竖直向上,防止固定以后无法拨动线包.
2.反折站必须将线包摆正,注意不可线撘线,TX与RX尽量分开远一些.
3.在维修跨扰不良时,动作要小心不要拉断线.
C1-3历史事件
暂无
C2TX,RX碳棒碰在一块.(如下图所示)
TX與RX碳棒接觸在一起,此現象對跨擾影響亦極大,亦較容易產生不良.
請將此值與圖C1-2作比較
規格限-30db
C2-1维修方法
请参考C1-1(另注意Combcore不可超PCB边缘,以免组装断线)
C2-2注意事项
请参考C1-214/23页
10BASE
C2-3历史事件
暂无
II:
100BASE&1G不良分析
不良现象:
100BAS
E&1G
代码
不良类型
原因分析
D
ILNG
D1.T1初次极端圈数不一致.
D2.PULSE未点胶(凡立水).
E
RLNG
E1.INPUT端引线太长
E2.T1绞线松
E3.电感值过大.
E4.线包未点凡立水.
F
CTNG
F1.线未摆齐
F2.PULSE之间靠的太近.
说明:
目前尚未发现IL不良现象,以下有关IL分析只是其可能原因.
D1:
T1初次极端圈数不一致,信号传输时两端不匹配,下面以两组数据作对比,进行分析(注意观察MEAS/MKR栏各频率点的数据)
初12圈,次12圈测试结果如上图所示
圈数
1MHZ
30MHZ
60MHZ
100MHZ
125MHZ
备注
初12/次12
-0.11db
-0.32db
-0.64db
-0.93db
-1.03db
注意两组数据变化
初12/次11
-0.18db
-0.42db
-0.84db
-1.27db
-1.39db
初12圈/次11圈,请观察下页图示
15/23页
100BAS
E&1G
初12圈,次11圈测试结果如上图所示
D1-1维修方法
无法直接维修,只能拆线包,换线包后重新焊接
D1-2注意事项
1.生产线包时,在绞线工站必须对绞线长度进行严格控制,防止因过短至使勾最后一圈时绞线松,导致只勾住二根或三根线.如下图所示.
勾線只勾兩根
絞線松啦!
2.绕线工站在发现不绞线长度过短时,应及时回馈至绞线工站,量侧其是否符合规定长度,若不符合,立即重绞,若符合规格,但不符合实际作业要求,请IE重新考虑其绞线长度.
D1-3历史事件
暂无
D2:
PULSE未点胶(凡立水),信号辐射较大,损耗大.
请参考下页图示
16/23页
100BAS
E&1G
從左圖我們可觀察點膠與不點膠明顯不同.下兩幅測試曲線圖將他們點膠前與點膠後測試結果作對比
未點膠
點膠
上图为点胶前测试曲线,注意观察MKR处各频率点的值
上图为点胶后测试曲线,注意观察MKR处各频率点值
小结:
从图D2-2与D2-3对比来看,点胶后损耗比点胶前损耗小.
D2-1维修方法
如果未点胶或点胶过少,只需重新点胶烘烤即可
17/23页
100BAS
E&1G
D2-2注意事项
1.生产线包时,点胶站注意不可漏点胶或点胶量少的现象,目检站作好把关动作
2.不许作业人员随意拿取单个散乱线包,特别是无任何标示之产品,防止部分线包漏掉某一工站.
D2-3历史事件
暂无
E1:
INPUT端引线太长,漏感大,信号辐射大,影响反射.
引線長短一般應控制在6-8mm.具體視情況來定
正常
引線長
说明:
引线到底留多长,反射将不良,并无明确定义,只能说引线长短不一样,同一线包反射损耗值将不一样,工程要求越短越好,考虑到作业,引线长短以OI为准,必要时予以修订,所以所谓引线长度正常与否只是对我们作业文件要求符合程度表现,下页图示E1-3也只是一参考曲线,用来与正常曲线作对比.
请观察下页图示
18/23页
100BAS
E&1G
E1-1维修方法
若有高频不良时,需将引线过长线包换掉,重新焊接
.
E1-2注意事项
1.线包在预焊时,预留引线应控制在OI规定范围内,目检站应做好把关
2.成品线高频测试站若仍然高频不良率较高,在确认线包引线长度符合规范后,需请RD&IE共同考虑是否需更改规范/OI,缩短引线长度.
3.连机测试时测出不良,请用单机进行确认.
E1-3历史事件
生产P58--P61所用线P61-711-1DV9因高频不良较多,将原来INPUT端引线长由14-16mm改为7-9mm.
E2:
T1绞线较松,信号辐射较大,漏感亦较大,影响高频
紅色箭頭處線包絞線絞松,藍色箭頭處線包絞線較緊,測試曲線請參考圖E1-2&E1-3
说明:
绞线松紧程度具体对高频影响是怎样一种关系,目前仍无法考虑,照经验来看,绞线越松,反射值越小,生产线包时作业规范规定一个绞线节数,目前采用手工绞线,靠手感和熟练程度去掌握,具体节数仍很难一个个数,实际上,目检时只是采用对比方法.
19/23页
100BAS
E&1G
E2-1维修方法
目前在生产时线包可拨动的话,一般采用扭线包方式维修.
E2-2注意事项
1.在生产线包时,绞线工站若有新人作业,在线管理人员必须将其列为巡检重点,并需抽查其绞线节数.
2.在维修不良品时,注意扭线包动作要轻,扭好后,摆放时线包不可有拉紧现象,防止断线.
E2-3历史事件
暂无
E3电感值过大,影响RL,一般情况,少绕一圈,RL值将大一些.
下面一组数据将描述圈数减少,电感值减小对高频影响(这里不再作图表示)
绕线圈数
30MHZ
60MHZ
80MHZ
100MHZ
备注
四线并绕12T
-22.0db
-16.7db
-14.4db
-13.0db
测试曲线可参考图E1-2&E1-3
四线并绕10T
-23.5db
-18.0db
-15.8db
-14.7db
E3-1维修方法
目前无较好方法维修,如果不良率特别高的话,需要减少圈数,需RD考虑.
E3-2注意事项
目前该项目无特别预防方式,关键在于产品试作及送样阶段对不良状况进行跟踪,如需变更圈数,由工程主导,综合评估后决定.
E3-3历史事件
暂无
E4:
PULSE未点胶(凡立水),请参考图D2-1.以下是其测试曲线.
简要说明:
以下现象是任取某1pcs材料对点校前后进行对比,变化现象是十分明显的,点胶后测试值变大,至于测试是否PASS对于所有材料来讲,因其受诸多因素的影响,所以并不一定.
请看下页图示
20/23页
100BAS
E&1G
注意觀察此欄值的變化
E4-1维修方法
请参考D2-1
E4-2注意事项
请参考D2-2
E4-3历史事件
暂无
F1:
线未摆齐,与其他PULSE相交叉.
请观察下页图示
21/23页
100BAS
E&1G
注意對比
不良现象(交叉摆放)正常摆放方式
高频测试曲线如下:
说明:
上述两种摆放方式中,交叉摆放在测试时,不一定不良,我们需要了解的是,竖直摆放比交叉摆放要好,反射值亦较大.
22/23页
100BAS
E&1G
F1-1维修方法
只需将线包重新竖直摆放,不让其交叉,同时结合F2-1维修至测试OK.
F1-2注意事项
1.维修不良时引线不可拉伸过紧,避免断线,如线包已经完全固定,无法扭动时,需重新焊接.
2.反折时,不允许有线撘线现象,若焊接脚位为交叉结构,需把线理直,PULSE之间不可扭在一起.
F1-3历史事件
暂无
F2:
PULSE之间距离靠的太近(主要是T1).
兩線包擠在一起,
说明:
对于1G产品,本身空间小,四个PULSE同时焊在一PCB上,不可避免会出现上图所示现象,故我们的规格对100BASE和1G产品跨扰要求也不一样,1G产品较松,一般是-30dbMIN,这里所要说明的是两线包挤在一起,对我们的跨扰有一定影响,我们所要做的是:
能隔远的尽量隔远.
不良曲线以及PASS曲线请参考图F1-3&F1-4
F2-1维修方法
将两线包T1拨开,拉远一点即可,并结合F1-1,维修至测试OK
F2-2注意事项
线包返修后,注意必须点胶固定好,固定好后必须重新测试,其他项目请参考F1-2
F2-3历史事件
暂无
23/23页
 升级会员
升级会员 