自动螺丝刀.docx
《自动螺丝刀.docx》由会员分享,可在线阅读,更多相关《自动螺丝刀.docx(16页珍藏版)》请在冰豆网上搜索。
自动螺丝刀
任务分配
总体方案设计:
传动系统设计:
动力电机系统设计:
控制电路设计:
软件编程:
电力供电系统:
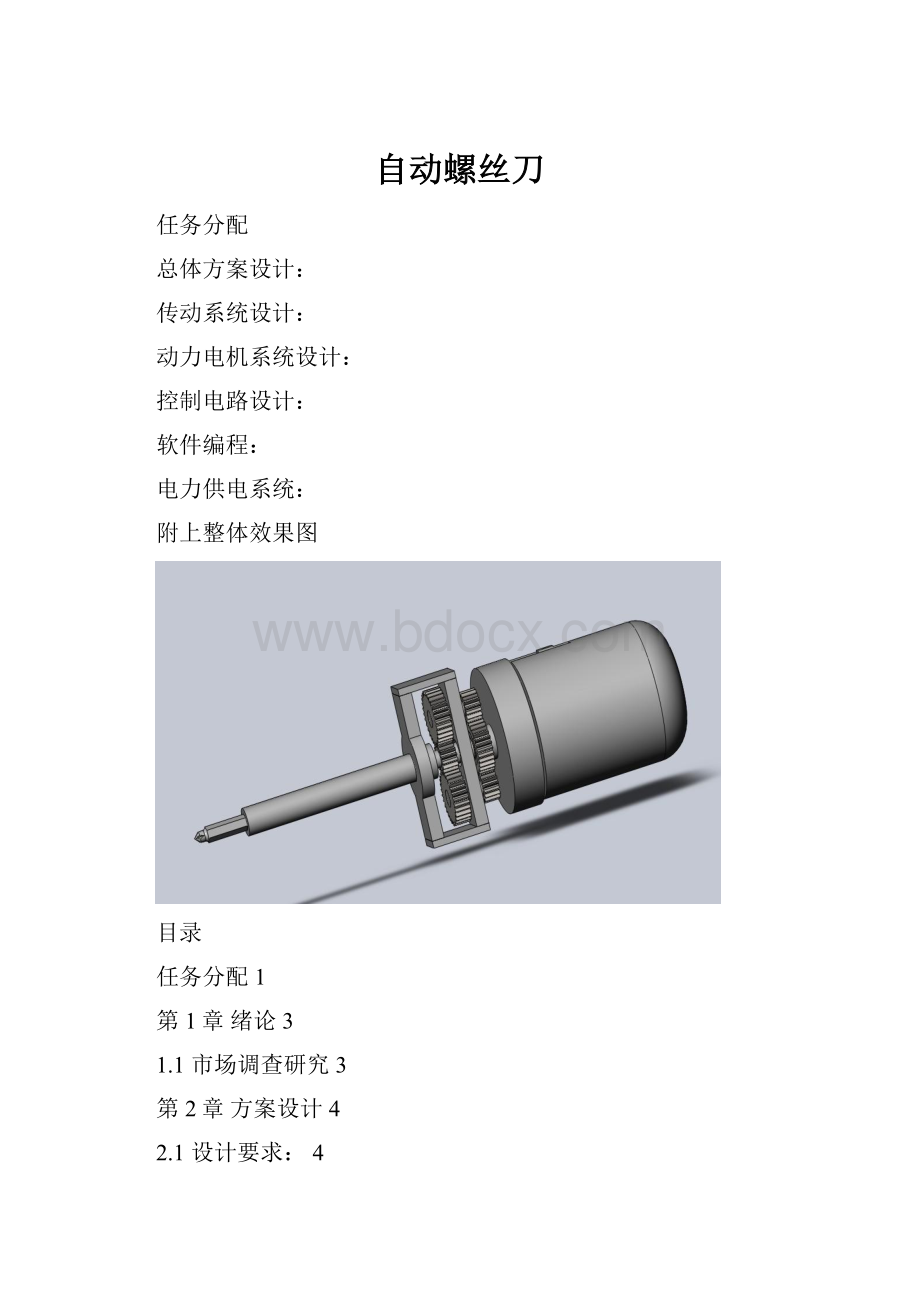
附上整体效果图
目录
任务分配1
第1章绪论3
1.1市场调查研究3
第2章方案设计4
2.1设计要求:
4
2.2结构设计:
4
2.3总体设计思路:
4
第3章机械结构设计(传动系统设计)5
3.1高效变速装置:
5
3.2多功能刀头装置5
3.3变速装置5
第4章电动螺丝刀的控制电路的设计(硬件系统的设计)8
4.1总体设计思路8
4.2控制电路8
第5章软件控制程序的设计9
5.1程序流程设计9
课程设计心得16
附录117
附录218
附录319
参考文献20
千万不要删除行尾的分节符,此行不会被打印。
在目录上点右键“更新域”,然后“更新整个目录”。
打印前,不要忘记把上面“Abstract”这一行后加一空行
第1章绪论
市场调查研究
螺丝是常见的一种工件,大到重型机械,小到日常生活用品,我们总能看到螺丝的身影。
因此拧螺丝的螺丝刀在生活和生产中占有很重要的地位。
现在出现的比较多的螺丝刀有普通的手动螺丝刀和电动螺丝刀。
普通手动螺丝刀结构简单,价格低廉,但是效率比较低,特别是有较长的螺钉要拧时更明显。
电动螺丝刀效率高,且省时省力,适合大规模生产使用,且可以设计成带电池的电动螺丝刀,从而可以抵消对电源线的依赖。
第2章方案设计
基于以上对市场现有螺丝刀的性能分析,设计一款电动螺丝刀。
2.1设计要求:
能快速拧紧/松出螺丝的的多功能手动螺丝刀,其特征是:
单手操作,可实现快速正反转,也可变速为正常螺丝刀一样工作;可更换多种规格的螺丝刀头。
2.2结构设计:
本产品由高效变速装置、多功能刀头装置和变速装置组成。
2.3总体设计思路:
其主要由单片机、电机、开关电路、模数转换、力传感器等组成的。
由单刀开关控制正反转,来实现拧螺丝和松螺丝两个动作。
当需要拧螺丝时,断开开关S1,打开电源。
单片机将控制模数转换,把扭矩力电压输入到单片机,当扭矩力小于一定值时,电机正转。
当扭矩力达到一定值时,关闭电机。
当需要松螺丝时,闭合开关S1,打开电源。
单片机将控制电机一直反转,直到手动关闭电源。
第3章机械结构设计(传动系统设计)
本产品由高效变速装置、多功能刀头装置和变速装置组成。
3.1高效变速装置:
主要由手柄、螺丝刀架、固定在螺丝刀柄内的变速直齿轮组组成。
工作时,操作手法和普通螺丝刀相近,握住手柄正反转,简单并排的变速直齿轮组能使螺丝刀杆直接正反旋转。
为了结构紧凑,设计的变速直齿轮组的传动比为1:
3.5,当用于快速拧紧/松开螺丝时,转一圈手柄,可以使螺丝旋进/松开3.5圈,实现高效旋
图3-1高效变速装置
3.2多功能刀头装置
是便于拆装更换螺丝刀头的装置,可以安装不同规格的螺丝刀头。
3.3变速装置
紧固螺钉需要较大力矩时,将变速装置小推件拉到如图中所示位置,则螺丝刀的传动比为1比1,可以满足拧紧要求,此时螺丝刀与普通螺丝刀无异。
将变速小推件往右拉,则可实现1:
3.5的高效旋转。
作品整体效果图如图-4所示。
图3-2多功能刀头装置
图3-3变速装置
图3-4作品整体效果图
第4章电动螺丝刀的控制电路的设计(硬件系统的设计)
本设计产品带有自动停止控制功能,以下为该产品的控制模块设计设计如下。
4.1总体设计思路
如图1。
其主要由单片机、电机、开关电路、模数转换、力传感器等组成的。
由单刀开关控制正反转,来实现拧螺丝和松螺丝两个动作。
当需要拧螺丝时,断开开关S1,打开电源。
单片机将控制模数转换,把扭矩力电压输入到单片机,当扭矩力小于一定值时,电机正转。
当扭矩力达到一定值时,关闭电机。
当需要松螺丝时,闭合开关S1,打开电源。
单片机将控制电机一直反转,直到手动关闭电源。
4.2控制电路
图4-1
第5章软件控制程序的设计
5.1程序流程设计
图5-15.2程序软件设计
程序预定义预先定义了有单片机封装库,ADS7825模数转换,电机,PWM,按键,扭矩力调节值。
主程序通电以后,首先初始化各个寄存器,调整各个寄存器工作状态。
然后读取张反转按键ZF的状态。
如果是正转状态,则控制电机以占空比60%正转,直到达到一定扭矩力才会停下来。
如果是反转状态,则控制电机以占空比70%反转,直到手动关闭电源。
PWM定时器设置定时器T,定时129us中断一次。
以129us乘100为一PWM控制周期在电平转换点之前为高电平
寄存器初始化初始化定时器,启动模数转换。
读取扭矩力单片机以一个超过25us的低脉冲对ADS7825的RC引脚进行操作,控制BYTE采集16位的扭矩力数据。
控制电机单片机控制定时器的电平转换点来控制PWM的占空比和电机转向。
千万不要删除行尾的分节符,此行不会被打印。
“结论”以前的所有正文内容都要编写在此行之前。
课程设计心得
1、从设计创意到完成作品的加工制作,我们经历了资料的检索、查询、整理与分析,数据处理能力得到提升;方案的不断修改与完善让我们学会设计与加工要统筹兼顾;在机构设计与产品加工中我们将专业知识充分运用到了实际产品开发。
在整个设计与制造过程中我们进一步掌握了机械设计与加工的步骤和要领,深刻体会到团队协作的重要性,同时团队成员综合素质和动手能力得到了很大的提高。
2、本次制作充分将所掌握的课本知识融入其中,比如把《机械原理》,计算机编程语言知识运用到机构的设计中,运用《工程力学》、《金属工艺学》和《数控加工技术》知识结合CAD、PROE软件对零件进行了合理的选材和设计加工制造。
3、从早期的设计构思到作品加工完成,我们深刻认识到现实与理论往往有较大差距,理论设想需要得到实验和实际产品的验证,机械设计与制造是一个不断循环反复完善的过程。
通过参与作品制作,我们学到了不少实用知识,真正体会到实践出真知的道理。
4、当我们耐心地解决一个又一个问题时,体会到机械设计是一项牵一发而动全身的工作。
因此在加工制造之前考虑整体机构各方面因素的时候要非常严谨和务求全面,在追求功能的实现的同时,必须充分地考虑到实际加工的困难、产品的性价比等。
总之,机械设计要“理论结合实际”。
附录1
结构图纸
附录2
硬件电路图(或接线图)
附录3
软件控制程序
参考文献
[l]王千.使用电子电路大全[M].电子-T业m版社,2001,pl01:
[2]何立民.单片机心用技术选编[M].北京:
北京航空大学出版社,1998:
[3]李华.MCS-52系列单片机使用接口技术[M].北京航空航天大学出版社,1993:
[4]彭为.单片机典型系统设计实例精讲[M].北京:
电jJ,T业出版礼,2006:
[5]潘永雄.新编单片机原理及应用[M].两安:
两安电j,科技大学出版社,2003:
[6]朱运利.单片机技术应用.北京:
机械工业出版社,2005年1月第一版.
[7]张大彪.电子技能与实训.北京:
电子工业出版社,2004年7月.
[8]韩全力.赵德申.微机控制技术及应用.北京:
机械工业出版社,2004年1月第一版.
[9]阎石.数字电子电路.北京:
中央广播电视大学出版社,1993.
[10]张毅坤.陈善久,龚雪红.单片微型计算机原理应用.西安:
西安电子科技大学出版社,2003.
[11]田良.黄正瑾,陈建元.综合电子设计与实践.南京:
东南大学出版社.
 升级会员
升级会员 