无纺布行业来料检验标准.docx
《无纺布行业来料检验标准.docx》由会员分享,可在线阅读,更多相关《无纺布行业来料检验标准.docx(13页珍藏版)》请在冰豆网上搜索。
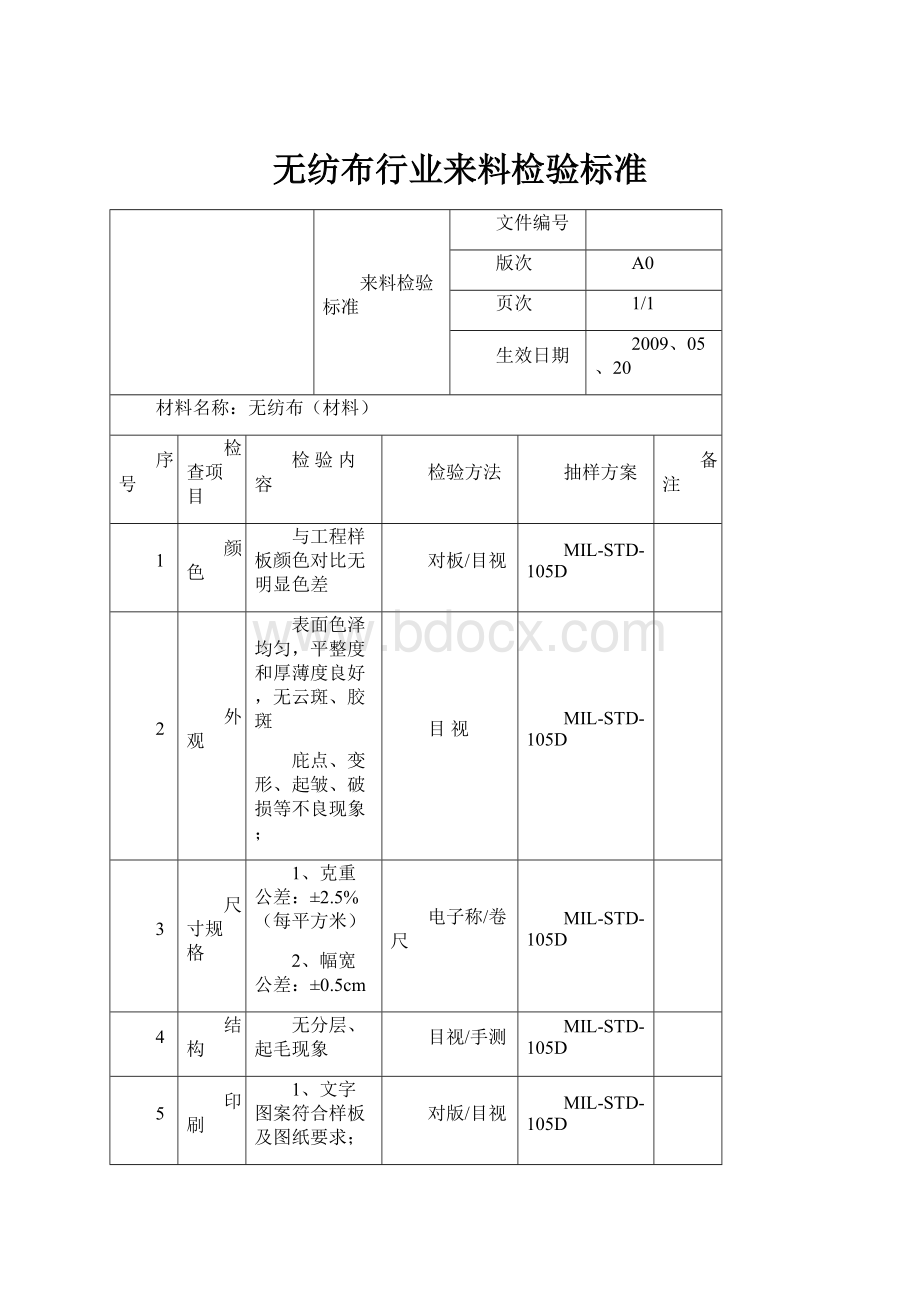
无纺布行业来料检验标准
来料检验标准
文件编号
版次
A0
页次
1/1
生效日期
2009、05、20
材料名称:
无纺布(材料)
序号
检查项目
检验内容
检验方法
抽样方案
备注
1
颜色
与工程样板颜色对比无明显色差
对板/目视
MIL-STD-105D
2
外观
表面色泽均匀,平整度和厚薄度良好,无云斑、胶斑
庇点、变形、起皱、破损等不良现象;
目视
MIL-STD-105D
3
尺寸规格
1、克重公差:
±2.5%(每平方米)
2、幅宽公差:
±0.5cm
电子称/卷尺
MIL-STD-105D
4
结构
无分层、起毛现象
目视/手测
MIL-STD-105D
5
印刷
1、文字图案符合样板及图纸要求;
2、文字图案位置符合要求(工程图及样板);
3、无漏印、油墨、漏墨、肥油等现象。
对版/目视
MIL-STD-105D
6
性能
拉断力:
75g/100g≥30N穿透力:
75g≥1.0J、100g≥1.5J
仪器
MIL-STD-105D
7
包装
1、350-400Y/卷,用透明PP胶袋包装;
2、有完整规范的出厂合格证。
目视
MIL-STD-105D
8
其它
每卷接头≤2个
目视
MIL-STD-105D
编制:
审核:
审批:
来料检验标准
文件编号
页次
1/1
版次
A0
生效日期
2009、05、20
材料名称:
拉链/拉链头(辅料)
序号
检查项目
检验内容
检验方法
抽样方案
备注
1
颜色
与工程样板颜色对比无明显色差
对板/目视
MIL-STD-105D
2
外观
1、拉链牙位排列整齐,不得有缺牙、坏牙,并且拉链表面色泽好、手感光滑、平、挺、无脏污、破损;
2、拉链头表面烤漆良好,不得出现毛刺、变形、沙粒、脱皮、麻点、刮花等不良现象。
目视
MIL-STD-105D
3
尺寸
宽度公差:
±2mm
卷尺
MIL-STD-105D
4
结构
1、拉链不得变形、脱编;2、拉链头不得变形。
目视/手测
MIL-STD-105D
5
印刷
1、文字图案符合样板及图纸要求;
2、文字图案位置符合要求(工程图及样板);
3、无漏印、油墨、漏墨、肥油等现象。
对版/目视
MIL-STD-105D
6
性能
反复正反拉动100次,拉动顺畅无脱牙卡牙现象。
手动/手感
MIL-STD-105D
7
包装
有完整规范的出厂合格证
目视
MIL-STD-105D
8
其它
拉链每100米接头≤1个
目视
MIL-STD-105D
编制:
审核:
审批:
来料检验标准
文件编号
页次
1/1
版次
A0
生效日期
2009、05、20
材料名称:
织带(辅料)
序号
检查项目
检验内容
检验方法
抽样方案
备注
1
颜色
与工程样板颜色对比无明显色差
对板/目视
MIL-STD-105D
2
外观
1、表面不得有脏污、破损、杂质等不良现象。
2、间色织带,两边或中间间色的宽度和纱数,必须一致,不能出现间色宽度不一致的现象。
目视
MIL-STD-105D
3
尺寸
宽度公差:
±1mm
卷尺
MIL-STD-105D
4
结构
不得变形
目视/手测
MIL-STD-105D
5
印刷
1、文字图案符合样板及图纸要求;
2、文字图案位置符合要求(工程图及样板);
3、无漏印、油墨、漏墨、肥油等现象。
对版/目视
MIL-STD-105D
6
性能
拉长率:
取1米长拉住两头用力拉,≤0.5cm
手动/手感
MIL-STD-105D
7
包装
有完整规范的出厂合格证
目视
MIL-STD-105D
8
其它
接头每100米≤2个
目视
MIL-STD-105D
编制:
审核:
审批:
来料检验标准
文件编号
页次
1/1
版次
A0
生效日期
2009、05、20
材料名称:
纸板(辅料)
序号
检查项目
检验内容
检验方法
抽样方案
备注
1
颜色
与工程样板颜色对比无明显色差
对板/目视
MIL-STD-105D
2
外观
切割要平整、无变形、毛边、脱皮、破损、黑点、杂质、纸屑、破损、压痕、污脏等现象。
目视
MIL-STD-105D
3
尺寸
长、宽公差±1.5MM,厚度公差±0.1MM
卷尺
MIL-STD-105D
4
结构
不得变形、分层及太软
目视/手测
MIL-STD-105D
5
印刷
1、文字图案符合样板及图纸要求;
2、文字图案位置符合要求(工程图及样板);
3、无漏印、油墨、漏墨、肥油等现象。
对版/目视
MIL-STD-105D
6
性能
1、纸板内不能有金属物品,要符合金属含量的检验要求;
2、湿度:
16-18。
C。
仪器
MIL-STD-105D
7
包装
有完整规范的出厂合格证
目视
MIL-STD-105D
8
其它
每卡板要用围膜围住
目视
MIL-STD-105D
编制:
审核:
审批:
来料检验标准
文件编号
页次
1/1
版次
A0
生效日期
2009、05、20
材料名称:
魔术贴(辅料)
序号
检查项目
检验内容
检验方法
抽样方案
备注
1
颜色
与工程样板颜色对比无明显色差
对板/目视
MIL-STD-105D
2
外观
1、表面无脱毛少毛、厚度分布要均匀,无脏污,无粗边。
2、么术贴勾、毛两边分布要均匀,不能有抽纱现象
目视
MIL-STD-105D
3
尺寸
宽度公差:
±1MM
卷尺
MIL-STD-105D
4
结构
不得变形
目视/手测
MIL-STD-105D
5
印刷
1、文字图案符合样板及图纸要求;
2、文字图案位置符合要求(工程图及样板);
3、无漏印、油墨、漏墨、肥油等现象。
对版/目视
MIL-STD-105D
6
性能
毛面与勾面搭配后,反复拉合30-40次,不得出现少毛脱勾;
手动/目视
MIL-STD-105D
7
包装
有完整规范的出厂合格证
目视
MIL-STD-105D
8
其它
每圈接头≤2个
目视
MIL-STD-105D
编制:
审核:
审批:
来料检验标准
文件编号
页次
1/1
版次
A0
生效日期
2009、05、20
材料名称:
线材(辅料)
序号
检查项目
检验内容
检验方法
抽样方案
备注
1
颜色
与工程样板颜色对比无明显色差
对板/目视
MIL-STD-105D
2
外观
无污脏、杂质、断线、起毛等现象。
目视
MIL-STD-105D
3
尺寸型号
对样
对板/目视
MIL-STD-105D
4
结构
线股不得多及少
目视/手测
MIL-STD-105D
5
性能
604﹟拉断力:
≥18N
仪器
MIL-STD-105D
6
包装
有完整规范的出厂合格证
目视
MIL-STD-105D
编制:
审核:
审批:
来料检验标准
文件编号
页次
1/1
版次
A0
生效日期
2009、05、20
材料名称:
PVC膜(辅料)
序号
检查项目
检验内容
检验方法
抽样方案
备注
1
颜色
与工程样板颜色对比无明显色差
对板/目视
MIL-STD-105D
2
外观
无破损、杂质、杂物、污脏等现象。
目视
MIL-STD-105D
3
尺寸
宽度公差:
±5MM
厚度公差:
±0.5C
卷尺
MIL-STD-105D
4
结构
不得变形、厚薄不均
目视/手测
MIL-STD-105D
5
印刷
1、文字图案符合样板及图纸要求;
2、文字图案位置符合要求(工程图及样板);
3、无漏印、油墨、漏墨、肥油等现象。
对版/目视
MIL-STD-105D
6
性能
软硬度要符合样板
手动/手感
MIL-STD-105D
7
包装
有完整规范的出厂合格证
目视
MIL-STD-105D
8
其它
每卷接头≤2个
目视
MIL-STD-105D
编制:
审核:
审批:
来料检验标准
文件编号
页次
1/1
版次
A0
生效日期
2009、05、20
材料名称:
LOGO标牌(辅料)
序号
检查项目
检验内容
检验方法
抽样方案
备注
1
颜色
与工程样板颜色对比无明显色差
对板/目视
MIL-STD-105D
2
外观
无破损、杂质、杂物、污脏等现象。
目视
MIL-STD-105D
3
尺寸
长、宽度公差:
±1MM
厚度公差:
±0.2C
卷尺
MIL-STD-105D
4
结构
不得变形、文字图案脱落分离
目视/手测
MIL-STD-105D
5
印刷
1、文字图案符合样板及图纸要求;
2、文字图案位置符合要求(工程图及样板);
3、无漏印、油墨、漏墨、肥油等现象。
对版/目视
MIL-STD-105D
6
性能
文字图案的粘合度:
用白纸在表面用力搓,不脱落。
手动/目视
MIL-STD-105D
7
包装
有完整规范的出厂合格证
目视
MIL-STD-105D
编制:
审核:
审批:
来料检验标准
文件编号
页次
1/1
版次
A0
生效日期
2009、05、20
材料名称:
插扣(配件)
序号
检查项目
检验内容
检验方法
抽样方案
备注
1
颜色
与工程样板颜色对比无明显色差
对板/目视
MIL-STD-105D
2
外观
光滑洁净、平整,无批锋/杂质、缩水/变形、裂纹、破损夹纹等现象。
目视
MIL-STD-105D
3
尺寸
按工程图样
卡尺
MIL-STD-105D
4
结构
不得变形、缺胶
目视/手测
MIL-STD-105D
5
印刷
1、文字图案符合样板及图纸要求;
2、文字图案位置符合要求(工程图及样板);
3、无漏印、油墨、漏墨、肥油等现象。
对版/目视
MIL-STD-105D
6
性能
公母扣装配手感适度:
不可太松、太紧
手动/手感
MIL-STD-105D
7
包装
有完整规范的出厂合格证
目视
MIL-STD-105D
编制:
审核:
审批:
 升级会员
升级会员 