焊接工艺说明样例.docx
《焊接工艺说明样例.docx》由会员分享,可在线阅读,更多相关《焊接工艺说明样例.docx(102页珍藏版)》请在冰豆网上搜索。
焊接工艺说明样例
WeldingProcedureSpecification
焊接工艺说明书
CompanyName(公司名称)__________HuoDaPipeFittingsManufactureCO.,LTD
WeldingProcedureSpecificationNo.(焊接工艺说明书编号)___________RevisionNo.:
_________________________
SupportingPQRNo.(s)(焊接工艺评定记录编号)____________________________________________________
WeldingProcess(es)(焊接方法)____WS/D_______________Type(s)(机械化程度)______Manual(手工)______________________
[Automatic(自动),Manual(手工),Machine(机械),orSemi-Auto(或半自动)]
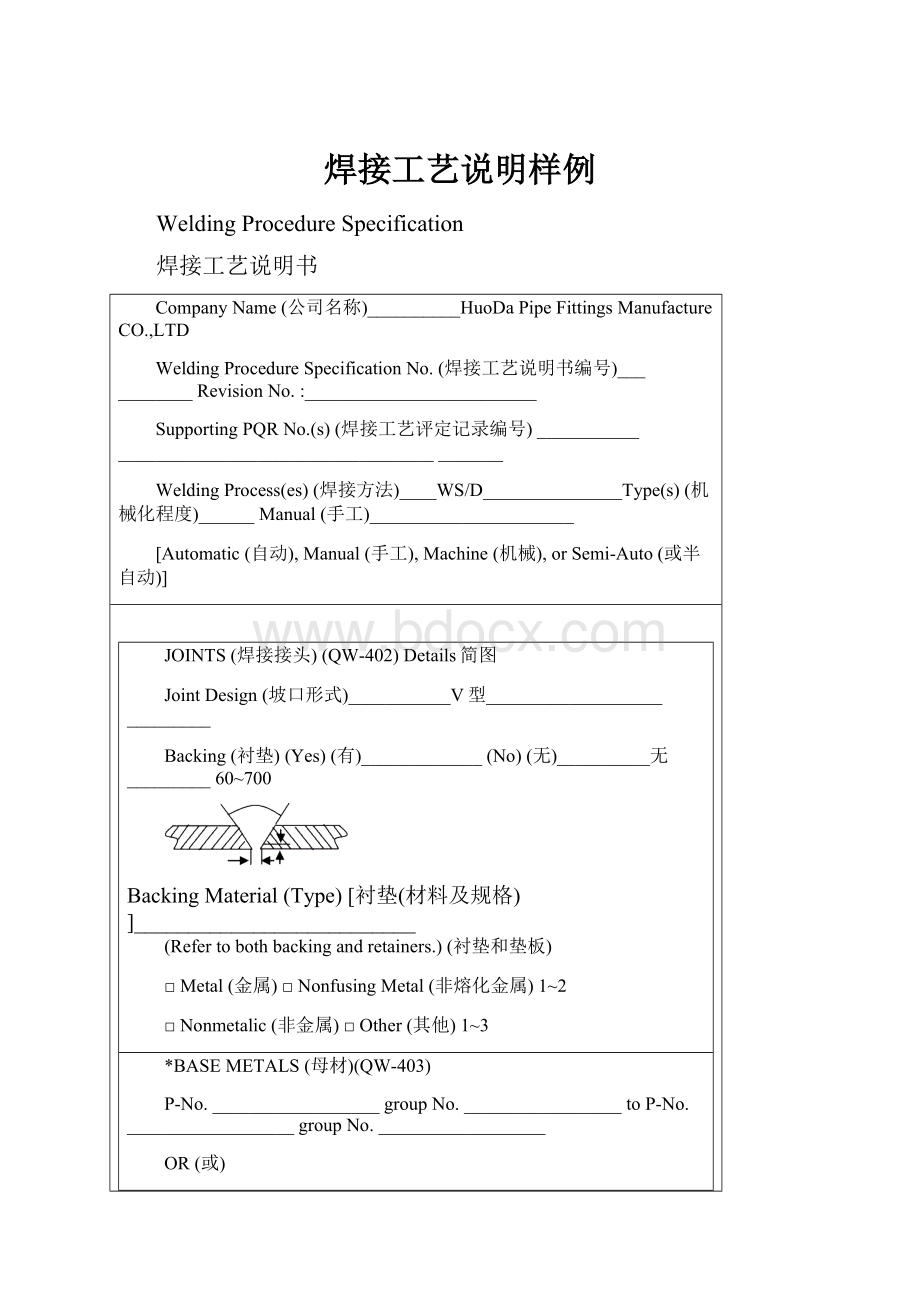
JOINTS(焊接接头)(QW-402)Details简图
JointDesign(坡口形式)___________V型____________________________
Backing(衬垫)(Yes)(有)_____________(No)(无)__________无_________60~700
BackingMaterial(Type)[衬垫(材料及规格)]__________________________
(Refertobothbackingandretainers.)(衬垫和垫板)
□Metal(金属)□NonfusingMetal(非熔化金属)1~2
□Nonmetalic(非金属)□Other(其他)1~3
*BASEMETALS(母材)(QW-403)
P-No.__________________groupNo._________________toP-No.__________________groupNo.__________________
OR(或)
Specificationtypeandgrade(材料形式和级别)__________SA387Gr.91*8__________________________
toSpecificationtypeandgrade(与材料形式和级别)____________________________________________________________
OR(或)
Chem.AnalysisandMech.Prop.(化学分析和力学性能)_________________________________________________________
toChem.AnalysisandMech.Prop.(化学分析和力学性能)______________________________________________________
ThicknessRange(厚度范围):
BaseMetal(母材):
Groove(对接焊缝)______Groove(对接焊缝)_________Fillet(角焊缝)____________
Other(其他)___________________________________________________________________________________________
*FILLERMETALS(焊接材料)(QW-404)
Spec.No.(SFA)(标准号)_________ER90S-B9/E9015-B9______
AWSNo.(Class)(AWS标准号、等级)____________________
F-No._________________________________________________
A-No.
SizeofFillerMetals(焊材规格)____¢2.4/¢3.2__
WeldMetal(焊缝金属)
ThicknessRange(厚度范围):
Groove(对接焊缝)___________6~12_______________
Fillet(角焊缝)_____________________________________
Electrode-Flux(Class)(焊丝-焊剂、等级)_____________________
FluxTradeName(焊剂商标名称)__________________________
ConsumableInsert(可熔性嵌条)___________________________
Other(其他)___
___________________________
_________________
_________________
_________________
_________________
_________________
_________________
_________________
_________________
_________________
_________________
_________________
_________________
*Eachbasemetal-fillermetalcombinationshouldberecordedindividually.对每一种母材与焊接材料的组合均需分别填表
WPSNo.___________________Rev.___________________
POSITION位置(QW-405)
Position(s)ofGroove对接焊缝的位置____全位置_________
WeldingProgression焊接方向(向上、向下):
Up___向上__________Down_____________
Position(s)ofFillet(角焊缝位置)______________________
POSTWELDHEATTREATMENT(焊后热处理)(QW-407)
TemperatureRange(温度范围)____750~770__________
TimeRange(保温时间)___________不小于1小时____
_______________________________________________________
GAS(气体)(QW-408)
PercentComposition(组分百分比)
Gas(es)(Mixture)FlowRate
气体种类混合比流量
__________________________________
Shielding(保护气)_______氩气____________________
Trailing(尾部保护气)_______氩气___________________
Backing(背部保护气)氩气
PREHEAT(预热)(QW-406)
PreheatTemp.Min.(允许最低预热温度)____200________
InterpassTemp.Max.(允许最高层间温度)___低于350___
PreheatMaintenance(保持预热时间)________不小于2小时
(Continuousorspecialheating,whereapplicable,shouldberecorded)(如适用,并应记录连续或特殊加热数据)
ELECTICALCHARACTERISTICS(电特性)(QW-409)
CurrentACorDC(电流种类(交流或直流))___直流_______Polarity(极性)___正接/反接________
Amps(Range)(焊接电流范围)____80~110/90~130________Volts(range)(电弧电压)_10~15/20~30____
(Ampsandvoltsrangeshouldberecordedforeachelectrodesize,position,andthickness,etc.Thisinformationmaybelistedinatabularformsimilartothatshownbelow.)(针对每种焊丝规格、位置和材料厚度等,应记录电流和电压范围,可按以下方式列表记录数据)
TungstenElectrodeSizeandType(钨极类型及直径)_______Wce-20¢2.4_____________________________________
(PureTungsten,2%Thoriated,etc.)
ModeofMetalTransferforGMAW(熔滴过渡形式)_______熔接______________________________________________________
(Sprayarc,shortcircuitingarc,etc.)(PureTungsten,2%Thoriated,etc.)
ElectrodeWirefeedspeedrange(焊丝送进速度)_________________________________________________________________
Weld
Layer(s)焊道/焊层
Process焊接方法
FillerMetal
填充材料
Current
焊接电流
Volt
Range
电弧电压
Travel
Speed
Range
焊接速度
Other(e.g.,Remarks,Comments,HotWireAddition,technique,TorchAngle,etc.)
其它
Class
牌号
Dia.
直径
TypePolar.
极性
Amp
Range
电流
1~2层
3~6层
WS
D
ER90S-B9
E9015-B9
¢2.4
¢2.4
直流正接
直流反接
80~110
90~130
10~15
20~30
焊层厚度不大于4mm,焊条摆动幅度不超过焊条直径4倍
Preparedby:
Approvedby:
acceptedby:
Date:
Date:
Date:
WeldingProcedureSpecification
焊接工艺说明书
CompanyName(公司名称)__HuoDaPipeFittingsManufactureCO.,LTD__
WeldingProcedureSpecificationNo.(焊接工艺说明书编号)___WD-RR-11-2________RevisionNo.:
_________________________
SupportingPQRNo.(s)(焊接工艺评定记录编号)___________HGP92/HGP93__________________________________________
WeldingProcess(es)(焊接方法)____WS/D_______________Type(s)(机械化程度)______Manual(手工)______________________
[Automatic(自动),Manual(手工),Machine(机械),orSemi-Auto(或半自动)]
JOINTS(焊接接头)(QW-402)Details简图
JointDesign(坡口形式)___________对接双V型____________________________
Backing(衬垫)(Yes)(有)_____________(No)(无)__________无_________8~120
BackingMaterial(Type)[衬垫(材料及规格)]__________________________
(Refertobothbackingandretainers.)(衬垫和垫板)
□Metal(金属)□NonfusingMetal(非熔化金属)350
□Nonmetalic(非金属)□Other(其他)
10
0.5~1.5
4~6
*BASEMETALS(母材)(QW-403)
P-No.__________________groupNo._________________toP-No.__________________groupNo.__________________
OR(或)
Specificationtypeandgrade(材料形式和级别)__________SA387Gr.91*24_______________________________
toSpecificationtypeandgrade(与材料形式和级别)____________________________________________________________
OR(或)
Chem.AnalysisandMech.Prop.(化学分析和力学性能)_________________________________________________________
toChem.AnalysisandMech.Prop.(化学分析和力学性能)______________________________________________________
ThicknessRange(厚度范围):
BaseMetal(母材):
Groove(对接焊缝)______Groove(对接焊缝)_________Fillet(角焊缝)____________
Other(其他)___________________________________________________________________________________________
*FILLERMETALS(焊接材料)(QW-404)
Spec.No.(SFA)(标准号)_________ER90S-B9/E9015-B9______
AWSNo.(Class)(AWS标准号、等级)____________________
F-No._________________________________________________
A-No.
SizeofFillerMetals(焊材规格)____¢2.4/¢3.2/¢4_
WeldMetal(焊缝金属)
ThicknessRange(厚度范围):
Groove(对接焊缝)___________14.3~28.6_______________
Fillet(角焊缝)_____________________________________
Electrode-Flux(Class)(焊丝-焊剂、等级)_____________________
FluxTradeName(焊剂商标名称)__________________________
ConsumableInsert(可熔性嵌条)___________________________
Other(其他)___
___________________________
_________________
_________________
_________________
_________________
_________________
_________________
_________________
_________________
_________________
_________________
_________________
_________________
*Eachbasemetal-fillermetalcombinationshouldberecordedindividually.对每一种母材与焊接材料的组合均需分别填表
WPSNo.___________________Rev.___________________
POSITION位置(QW-405)
Position(s)ofGroove对接焊缝的位置____全位置_________
WeldingProgression焊接方向(向上、向下):
Up___向上__________Down_____________
Position(s)ofFillet(角焊缝位置)______________________
POSTWELDHEATTREATMENT(焊后热处理)(QW-407)
TemperatureRange(温度范围)____750~770__________
TimeRange(保温时间)___________不小于2小时____
_______________________________________________________
GAS(气体)(QW-408)
PercentComposition(组分百分比)
Gas(es)(Mixture)FlowRate
气体种类混合比流量
__________________________________
Shielding(保护气)_______氩气____________________
Trailing(尾部保护气)_______氩气___________________
Backing(背部保护气)氩气
PREHEAT(预热)(QW-406)
PreheatTemp.Min.(允许最低预热温度)____200________
InterpassTemp.Max.(允许最高层间温度)___低于350___
PreheatMaintenance(保持预热时间)________不小于5小时
(Continuousorspecialheating,whereapplicable,shouldberecorded)(如适用,并应记录连续或特殊加热数据)
ELECTICALCHARACTERISTICS(电特性)(QW-409)
CurrentACorDC(电流种类(交流或直流))___直流_______Polarity(极性)___正接/反接________
Amps(Range)(焊接电流范围)____80~110/90~130/110~140_Volts(range)(电弧电压)_10~15/20~30____
(Ampsandvoltsrangeshouldberecordedforeachelectrodesize,position,andthickness,etc.Thisinformationmaybelistedinatabularformsimilartothatshownbelow.)(针对每种焊丝规格、位置和材料厚度等,应记录电流和电压范围,可按以下方式列表记录数据)
TungstenElectrodeSizeandType(钨极类型及直径)_______Wce-20¢2.4_____________________________________
(PureTungsten,2%Thoriated,etc.)
ModeofMetalTransferforGMAW(熔滴过渡形式)_______熔接______________________________________________________
(Sprayarc,shortcircuitingarc,etc.)(PureTungsten,2%Thoriated,etc.)
ElectrodeWirefeedspeedrange(焊丝送进速度)_________________________________________________________________
Weld
Layer(s)焊道/焊层
Process焊接方法
FillerMetal
填充材料
Current
焊接电流
Volt
Range
电弧电压
Travel
Speed
Range
焊接速度
Other(e.g.,Remarks,Comments,HotWireAddition,technique,TorchAngle,etc.)
其它
Class
牌号
Dia.
直径
TypePolar.
极性
Amp
Range
电流
1~2层
3~6层
6层以上
WS
D
D
ER90S-B9
E9015-B9
E9015-B9
¢2.4
¢3.2
¢4
直流正接
直流反接
直流反接
80~110
90~130
110~140
10~15
20~30
20~30
焊层厚度不大于4mm,焊条摆动幅度不超过焊条直径4倍
Preparedby:
Approvedby:
acceptedby:
Date:
Date:
Date:
WeldingProcedureSpecification
焊接工艺说明书
CompanyName(公司名称)________HuoDaPipeFittingsManufactureCO.,LTD_____
 升级会员
升级会员 